Таблица 1
Содержание и ориентировочный объем отдельных частей (разделов) курсовой работы
| Содержание разделов работы
| Процент от полного объема
| Ориентировочный объем работ (страниц)
|
| Введение
|
| 1. Анализ исходных данных
1.1 Расчет приведенной программы
1.2 Определение типа производства
| 5%
10%
10%
| 1-2
2-5
2-3
|
| 2. Расчет потребного оборудования и его загрузка
|
30%
|
8-10
|
| 3. Расчет потребного числа работающих
| 15%
| 5-7
|
| 4. Компановочно-планировочные решения производственной системы
|
30%
| 2-3
А1 - 1 лис
|
| Всего по работе:
| 100%
| 20-30
|
Таблица 2
| Деталь
| Программа выпуска,
N шт
| Коэффициент приведения
| Приведенная программа на годовой выпуск,
Nnp шт
|
| По
массе
| По серийности
| По сложности
| Общий
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Всего:
|
|
|
|
Таблица 3
| Наименование технологической операции
| Модель станка
| Норма времени
| Трудоемкость годового выпуска, час
|
| То, мин
| Тшт, мин
|
| Токарная
Фрезерная
Сверлильная
Шлифовальная
и т. д.
|
|
|
|
|
| ИТОГО
|
|
|
|
|
Таблица 4
Сводная ведомость оборудования на участке в цехе
| Наименование станка
| Марка станка
| Габариты
| Принятое кол-во станков
| Коэффициент загрузки
|
| Основное оборудование
|
|
и т.д.
|
|
|
|
|
| ИТОГО:
|
|
|
|
|
| Оборудование для вспомогательного производства
|
|
и т.д.
|
|
|
|
|
| ИТОГО:
|
|
|
|
|
| ВСЕГО:
|
|
|
|
|
Таблица 5
| Технологический процесс
| Загрузка рабочих мест
| Рабочие
| График работы оборудования и рабочих
|
| Операция
| tшт, мин
| Расчетное количество оборудования
| Принятое
количество оборудования
| №
| Процент загрузки
|
|
|
|
|
|
|
|
|
|
Таблица 6
| Цехи и линии
| Производство
|
| Единичное и мелкосерийное
| Среднесерийное
| Крупносерийное
| Массовое
|
| Механические цехи
| 20-25%
| 25-30%
| 25-35%
| 20-30%
|
Таблица 7
| Должность и профессия
| Разряд
| Нормы обслуживания на одного рабочего
|
| 1. Наладчик оборудования
| 3…6
| 10…13 станков
|
| 2. Слесари по ремонту оборудования
| 3…6
| 200…260 ремонтных единиц
|
| 3. Слесари по межремонтному обслуживанию оборудования
| 3…4
| 300…350 ремонтных единиц
|
| 4. Станочник по ремонту оборудования
|
| 250…350 ремонтных единиц
|
| 5. Смазчики – шорники
| 2…3
| 450…600 ремонтных единиц
|
| 6. Электрики
| 4…5
| 800 ремонтных единиц
|
| 7. Станичники по ремонту
| 3…4
| 80…100 производственных рабочих
|
| 8. Слесари по ремонту оснастки
| 3…4
| 55…75 производственных рабочих
|
| 9. Кладовщики и раздатчики инструмента
| 2…3
| 50…70 производственных рабочих
|
| 10. Кладовщики производственных складов
| 2…3
| 80…100 производственных рабочих
|
| 11. Транспортные и подсобные рабочие
| 1…2
| 35…40 производственных рабочих
|
| 12. Уборщики цехов
| 1…2
| 40…55 производственных рабочих
|
| 13. Контролеры
| 2…6
| 10…15 станков
|
Таблица 8
| Цехи и линии
| Производство
|
| Единичное и мелкосерийное
| Среднесерийное
| Крупносерийное
| Массовое
|
| Механические цехи
| 18-12%
| 16-8%
| 15-10%
| 15-10%
|
Таблица 9
| Должность
| Измеритель
| Число производственных рабочих
|
| 1. Начальник цеха
| 1 работник
| -
|
| 2. Зам начальника цеха
| 1 работник
| более 150
|
| 3. Старший мастер
| по числу участков
| -
|
| 4. Сменный мастер
| по числу смен
| -
|
| 5. Начальник техбюро
| -
| более 200
|
| 6. Старший технолог
| 1 работник
| 150…200
|
| 7. Технолог
| 1 работник
| 75…100
|
| 8. Начальник ЦДБ
| -
| более 200
|
| 9. Инженер-техник ПДБ
| 1 работник
| 150…250
|
| 10. Сменный диспетчер
| 2…3 на цех
| -
|
| 11. Старший нормировщик
| 1 работник
| 350…450
|
| 12. Нормировщик
| 1 работник
| 100…150
|
| 13. Старший экономист
| 1 работник
| более450
|
| 14. Экономист
| 1 работник
| более 150
|
| 15. Механик цеха
| 1 работник
| более 150
|
| 16. Мастер-электрик
| 1 работник
| более 450
|
| 17. Начальник БТК
| 1 работник
| более 200
|
| 18. Контрольный мастер
| 1 работник
| 150…250
|
Таблица 10
| Должность
| Измеритель
| Число производственных рабочих
|
| 1. Завхоз
| 1 работник
| более 350
|
| 2. Делопроизводитель
| 1 работник
| более 200
|
| 3. Архивариус
| 1 работник
| более 200
|
| 4. Старший бухгалтер
| 1 работник
| более 650
|
| 5. Бухгалтер
| 1 работник
| более 450
|
| 6. Нарядчик
| 1 работник
| 100…150
|
| 7. Учетчик
| 1 работник
| 250…350
|
| 8. Табельщик
| 1 работник
| 150…250
|
Таблица 11
| Группа работающих
| Количество
| Должность
|
| Всего
| I смена
| II смена
| III смена
|
| Производственные рабочие
|
|
|
|
|
|
|
|
| Итого:
|
|
|
|
|
|
| Вспомогательные рабочие
|
|
|
|
|
|
|
|
| Итого:
|
|
|
|
|
|
| ИТОГО РАБОЧИХ:
|
|
|
|
|
|
| ИТР
|
|
|
|
|
|
|
|
| Итого:
|
|
|
|
|
|
| Служащие
|
|
|
|
|
|
|
|
| Итого:
|
|
|
|
|
|
| ВСЕГО РАБОТАЮЩИХ:
|
|
|
|
|
|
Таблица 12
Условное обозначение, применяемые на планировках участков и цехов
| Наименование
| Условное обозначение
| Наименование
| Условное обозначение
|
| Колонны в зданиях:
бескрановые и крановые
| 
| Кран штабелер автоматизированный
| 
|
| Ворота откатные
| 
|
| Тележка транспортная
| 
| Ворота распашные
| 
|
| Конвейер подвесной цепной
| 
| Дверь
| 
|
| Промышленный робот
| 
|
| Транспортер ленточный
| 
| Канал для транспортирования стружки
| 
|
| Транспортер роликовы
| 
| Транспортер цепной
| 
|
| Место складирования заготовок или деталей
| 
| Тумбочка
Подставка под приспособление
| 
|
| Кран мостовой
| 
| Стеллаж многоярусный однорядный
| 
|
Продолжение таблицы 12
| Наименование
| Условное обозначение
| Наименование
| Условное обозначение
|
| Шарнирно-балансирующий кран (ШБК)
| 
| Мостовой (опорный) однобалочный кран
| 
|
| Желоб склиз с тарой под стружку
| 
| Подвесной однобалочный (кран-балка) кран с электроталью
| 
|
| Многостаночное обслуживание
| 
| Схема потоков: заготовок-деталей
инструмента
СОЖ
стружки
| 
|
| Место рабочего
|

| Фрезерно-центровальный полуавтомат МР71
|

|
| Токарно-винторезный станок 16 К20
| 
| Токарный станок с ЧПУ 16Б16Т1
| 
|
| Токарный многоцелевой станок ИРТ180ПМФ4
| 
| Вертикально-фрезерный консольный станок 6Р13
| 
|
| Многоцелевой вертикальный станок 2254МФ2
|

| Многоцелевой горизонтальный станок
ИР320ПМФ4
| 

|
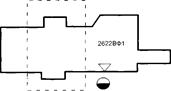
| Горизонтально-расточной станок 2622ВФ1
| 
| Многоцелевой горизонтальный станок
ИР500ПМФ4
|

|
| Круглошлифо-вальный станок 3М153
|

| Круглошлифо-вальный станок 3Б161
| 
|
| Бесцентрово-шлифовальный полуавтомат 3М185
|

| Зубодолбежный автомат 5122
|

|
Продолжение таблицы 12
| Наименование
| Условное обозначение
| Наименование
| Условное обозначение
|
| Зубофрезерный полуавтомат 5К310
|

| Зубошлифовальный полуавтомат 5851
| 
|
| Плоско-шлифовальный станок 3Е711В
|


|
|
|
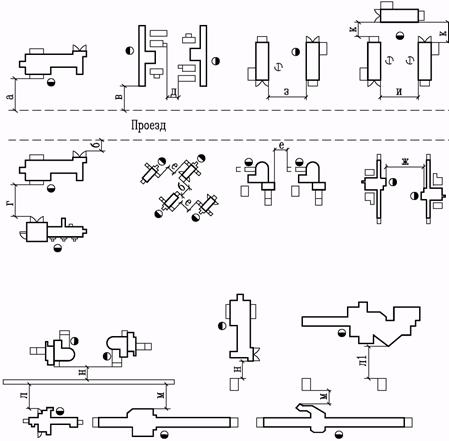
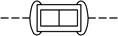
Рис. 1 Схемы взаимного расположения универсальных станков друг относительно друга, относительно стен, колонн здания и проезда между участками
Таблица 13
Нормы расстояний универсальных станков от проезда, относительно друг друга, от стен и колонн зданий
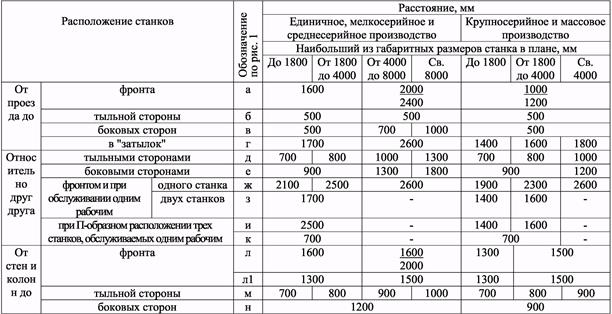
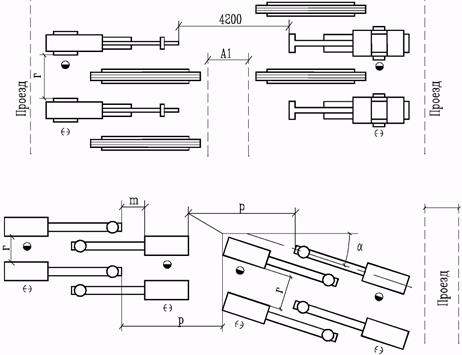
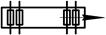
Рис. 2 Схемы взаимного расположения прутковых автоматов и полуавтоматов друг относительно друга, относительно стен, колонн здания и проезда между участками
Таблица 14
Нормы расстояний между прутковыми автоматами и полуавтоматами
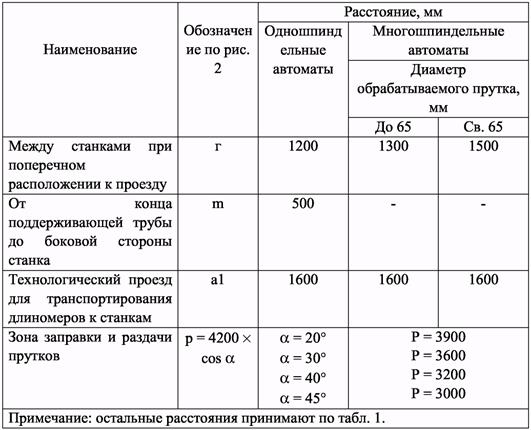
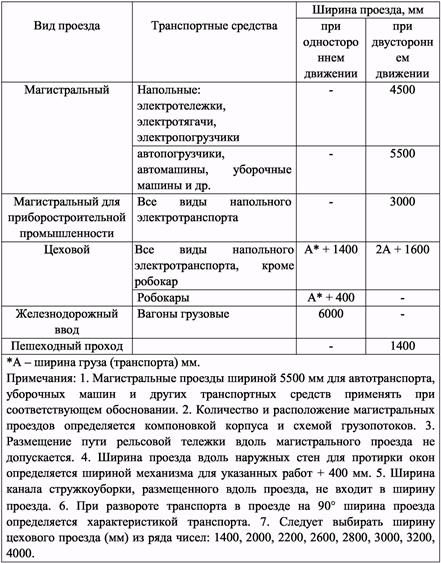
Таблица 15
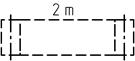
Нормы ширины проездов
· 
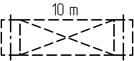
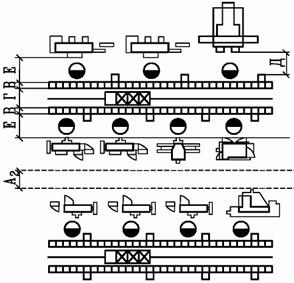
| Таблица 16
Нормы расстояний между поточными линиями станков с механизированным межоперационным транспортом

|
 а)
а)
|  б)
б)
|
Рис. 3 Взаимное расположение поточных механизированных линий и межоперационных транспортных средств: а) с автооператором напольным с приемно-передаточными стоками;
б) с автоматизированной напольной транспортно-складской системой для тары
 а)
а)
|  б)
б)
|
 в)
в)
|
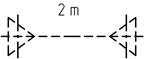
| Рис. 4 Взаимное расположение поточных механизированных линий и конвейеров:
а) стационарного (роликового, пластинчатого, ленточного и др.);
б) подвесного или тали на монорельсе; в) подвесного с применением манипуляторов
|
Таблица 17
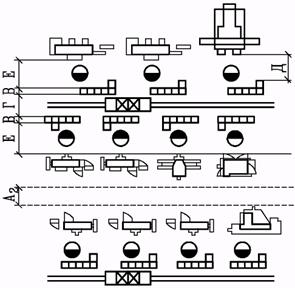
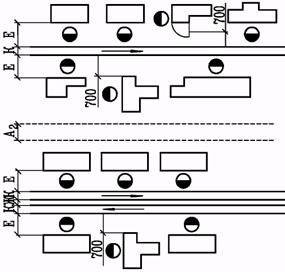
Нормы расстояний сборочных мест (универсальных сборочных стендов) от проезда, относительно друг друга, от стен и колонн здания
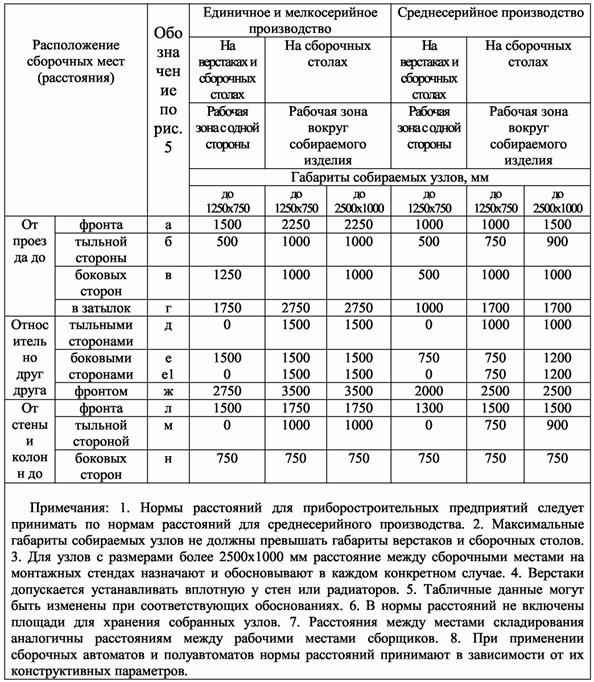
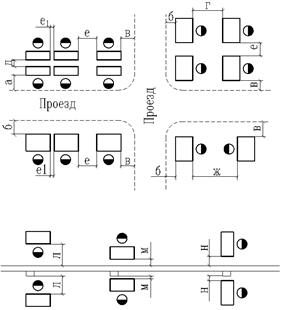
Рис. 5 Схема взаимного расположения сборочных мест от проезда, относительно друг друга, стен и колонн здания
Таблица18
Нормы ширины проездов
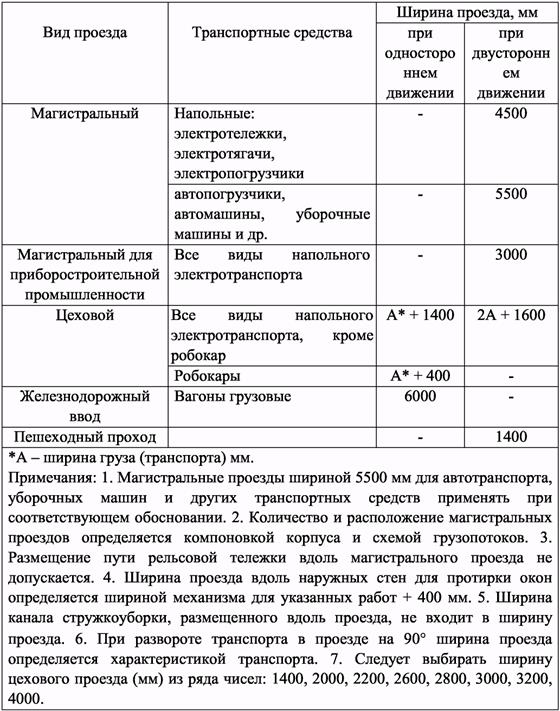
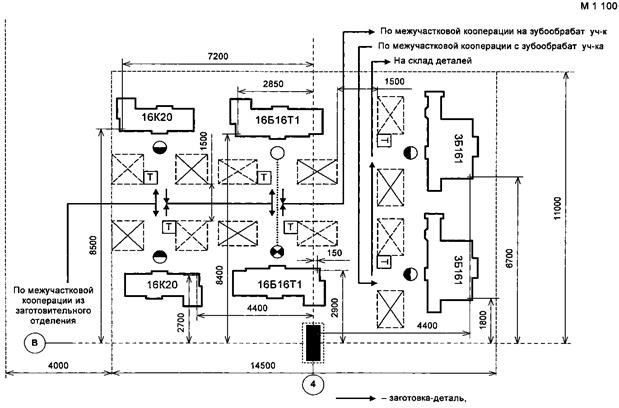
Рис. 6 Планировка участка изготовления деталей типа «вал-шестерня»
Таблица 19
Размеры пролетов промышленных зданий
| Ширина пролета, м
| Высота Н цеха до нижнего пояса ферм, м
| Высота Н1 головки кранового рельса, м
| Тип кранов
| Грузо-подъем-ность крана, т
| 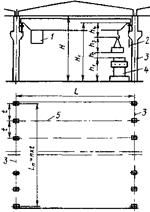 1- кабина крана; 2 – ось подкрановых путей;
3 – продольная разбивочная ось;
4 – станок;
5 – поперечная разбивочная ось здания
1- кабина крана; 2 – ось подкрановых путей;
3 – продольная разбивочная ось;
4 – станок;
5 – поперечная разбивочная ось здания
|
|
| 6,0; 7,2; 8,4
7,2; 8,4
7,2; 8,4
8,4; 9,6
10,8
| -
| Подвесные
| 0,25-5,0
|
| 6,15; 6,95; 8,16
| Электрические мостовые
| 10; 20/5
|
|
| 12,6; 14,4
| 9,65; 11,45
| То же
| 10; 20/5
30/5
|
|
| 16,2; 18,0
| 12,65; 14,45;
12,0; 13,8
| То же
| 30/5
50/10
75/25
|
|
| 16,2; 18,0
19,8
19,8
| 12,0; 13,8
15,6
11,2; 13,0
14,8
| То же
| 100/20
150/30
|




