Технологія зварювання вольфрамовим електродом.
Особливості зварювання вольфрамовим електродом на постійному струмі. Технологічні властивості дуги, при зварюванні вольфрамовим електродом, значною мірою визначаються родом і полярністю зварювального струму. При прямій полярності на виробі виділяється до 70% теплоти дуги, що забезпечує глибоке проплавлення основного металу. При зворотній полярності напруга дуги вище, ніж при прямій полярності. На аноді - електроді виділяється велика кількість енергії, що призводить до значного його розігріву і можливого оплавлення робочого кінця. Зважаючи на це допустимі щільності зварювального струму знижені. Особливості зварювання вольфрамовим електродом на змінному струмі. При використанні змінного струму полярність вольфрамового електрода і вироби змінюється з частотою струму. Тому кількість теплоти, що виділяється на вольфрамовому електроді і виробі, приблизно однаково. Електропровідність дуги різна в різні напівперіоди полярності змінного струму. Вона вище в ті напівперіоди, коли катод на електроді (пряма полярність) і дуговий розряд відбувається в основному за рахунок термоіонній емісії зважаючи на високу температуру плавлення і відносно низькою теплопровідності вольфраму. У напівперіоди, коли катод на виробі, електропровідність дуги нижче, напруга, необхідний для порушення дуги, вище, тому її збудження відбувається з деяким запізненням. Відповідно з різною напругою дуги в різні напівперіоди змінного струму різна і величина зварювального струму, тобто в зварювального кола з'являється постійна складова струму. У даному випадку ми маємо справу з випрямляючим (вентильним) ефектом розглянутого типу дуги, викликаним відмінністю теплофізичних властивостей електрода і виробу. Величина постійної складової залежить від величини зварювального струму, швидкості зварювання, що зварюється металу і т. д. Її наявність погіршує якість зварних швів на алюмінієвих сплавах і знижує стійкість вольфрамового електрода. Для зменшення величини постійної складової струму застосовують різні способи. Зварювання вольфрамовим електродом зануреною дугою. Цікавим різновидом застосування вольфрамового електрода є зварювання зануреною дугою, при якій використовують електрод підвищеного діаметра і підвищений зварювальний струм. З'єднання збирають встик без оброблення крайок, без зазору. Зварювання порожнистим вольфрамовим електродом у вакуумі. Іншим різновидом зварювання вольфрамовим електродом є зварювання порожнистим вольфрамовим електродом у вакуумі. Порушення і підтримання дуги у вакуумі 10 ~ 3 мм рт. ст. представляє певні труднощі, так як тліючий розряд переходить на стінки камери. Подача в розглянутому способі зварювання дозованого кількості газу в порожнину електрода стабілізує катодна пляма на внутрішній поверхні електрода. Переміщення катода з внутрішньої порожнини викликає розігрів електрода до яскравого світіння. При силах струму понад 50 А дуга представляє собою блакитнуватий розряд, циліндричний за формою на всій довжині дуги. Можна припускати, що газ, що подається в порожнину електрода, іонізуючи, набуває властивості плазми. Кількість газу, що подається в порожнину електрода, має забезпечувати тиск газу в камері менше 50 мм рт. ст. При великих тисках катодна пляма виходить на торець електрода і хаотично переміщається по ньому. Тиск у камері 10 ~ 2 мм рт. ст. при витраті газу 0,01-0,1 л/хв. створює найкращі умови підвищення концентрації дугового розряду. Застосування подібного способу зварювання має певні металургійні переваги, так як сприяє видаленню газів з розплавленого металу і зменшує чад легуючих елементів. Цим способом можна зварювати різні метали і сплави товщиною до 15 мм. Способи запалювання дуги. Існує 2 способи запалювання дуги: контактний (дуга між електродом і виробом виникає в результаті короткого замикання електроду на виробі) і безконтактний (дуга запалюється за допомогою високочастотного розряду, який створюється осцилятором) (Додаток А). Рух запальником. Здійснюють тільки один рух - уздовж осі шва. Відсутність поперечних коливань призводить до того, що шов стає вужчий, ніж при зварюванні покритими електродами. Щоб метал шва не насичувався киснем або азотом повітря, треба стежити, щоб кінець присадочного дроту і W-електрод постійно знаходився в зоні захисного газу. Щоб уникнути розбризкування металу кінець дроту подають у зварювальну ванну плавно. Про ступінь плавлення судять за формою ванни розплавленого металу. Хорошому проплавленню відповідає ванна, витягнута в бік напряму зварювання, а поганому - кругла або овальна. Зварювання зазвичай виконують справа наліво. При зварюванні без присадочного матеріалу електрод розташовують перпендикулярно до поверхні металу, що зварюється, а з присадним матеріалом під кутом. Присадний пруток переміщують попереду пальника без поперечних коливань (Рис.2.3).
Рис 2.3. Рух запальником При наплавленні валиків горизонтальних швів у нижньому положенні присадочні дроті надають два напрями руху: вниз і поступовий уздовж країв, що зварюються. Це треба робити так, щоб метал рівними порціями надходив у зварювальну ванну. Закінчення зварювання та заварювання кратеру виконують, зменшуючи величину струму реостатом, включеним послідовно в зварювальне коло.
Рисунок 2.4. Рух приладочним дротом Зварювання таврових, кутових та хлестових швів. Горизонтальні шви виконують справа наліво "від себе" і "на себе". Зліва направо вести зварювання незручно. W-електрод направляють точно в кут. Присадочний дріт подають попереду пальника, коливальних рухів пальником і дротом не здійснюють(Рис. 2.5). При зварюванні вертикальних швів електрод направляють точно в кут під нахилом до вертикальної площини. Присадний дріт подають зверху. Зварювання стельових швів ведуть "на себе ". Пальник тримають майже вертикально. Присадний дріт розташовують перед пальником. Розплавлений метал утримується тиском дуги (Рис. 2.5).
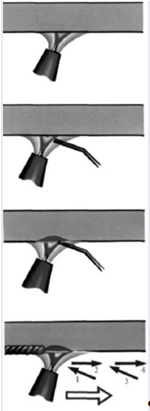
Рисунок 2.5. Зварювання таврових, кутових та хлестових швів. Зварювання стикових швів в потолочному положенні. 1. Пальник підносять до поверхні металу, запалюють дугу, а потім встановлюють пальник під кутом до деталі, що зварюється. 2. У зону горіння дуги подають присадочний дріт, але не розплавляють її, поки не утворюється зварювальна ванна розплавленого металу. 3. Після утворення зварювальної ванни вводять кінець присадочного дроту в зону плавлення. 4. Розплавляють кінець дроту так, щоб під тиском зварювальної дуги розплавлений метал попадав у зварювальну ванну. У міру плавлення присадочного дроту формують зварний шов, для чого пальник переміщають уздовж з'єднання і знову подають присадний дріт у зону плавлення (Рис. 2.6).
Рисунок 2.6. Зварювання стикових швів в потолочному положенні. Зварювання стикових швів в вертикальному положенні. Без присадочного дроту зварюють кореневі шви товстих листів металу з обробленням країв. Металу кромок достатньо для формування шва. Стикові з'єднання листів тонкого металу зварюють з присадочним дротом, так як металу для формування шва не вистачає. Пальник розташовують під кутом до зварюваного виробу і переміщають її поступально без поперечних коливань, а присадний дріт подають по траєкторії 1-6 (Рис. 2.7).
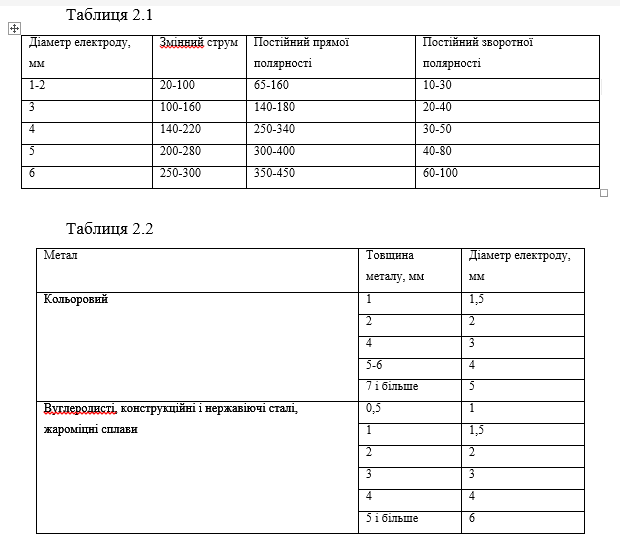
Рисунок 2.7. Зварювання стикових швів в вертикальному положенні. 3.1.1 Режими зварювання (графітовим, вугільним, вольфрамовим електродом та порошковим дротом) Режими зварювання графітовим, вугільним, вольфрамовим електродом. Вибір параметрів режиму. Рід і полярність струму. Більшість сталей і металів зварюють на постійному струмі прямої полярності. Зварювання алюмінію, магнію та берилію здійснюють на змінному струмі. Зварювальний струм визначається діаметром W-електрода, його маркою і матеріалом виробу, що зварюється. Величина струму залежить не тільки від діаметра електрода і марки сталі, але й від роду і полярності струму (Табл. 2.1 – 2.2). Таблиця 2.1
Напруга на дузі залежить від її довжини. Рекомендується вести зварювання на мінімально короткій дузі, що відповідає зниженій напрузі на ній. При підвищених напругах збільшується ширина шва, зменшується глубина проплавлення і погіршується захист зони зварювання. Оптимальна довжина дуги складає 1,5-3 мм, що відповідає напрузі на дузі 11-14 В. Швидкість зварювання визначають на око залежно від розмірів і форми одержуваного шва. Витрата захисного газу вибирають таким, щоб зберігався ламінарний потік струменя газу, що надійно захищає зварювальну ванну. Відстань між кінцем електроду та торцом сопла – випуск електроду – при зварюванні стикових з’єднань повинен становити 3-5 мм., а углових та таврових – 5-8 мм. (Рис.2.2)
Рисунок 2.8. Відстань між кінцем електроду та торцом сопла. Режими зварювання вуглеводистих і низьколегованих сталей графітовим, вугільним, вольфрамовим електродом: -Зварювальний струм – від 70 до 140 А. -Діаметр електроду – 2 – 5 мм. -Режими зварювання алюмінію і його сплавів: -Зварювальний струм – від 70 до 350 А. -Діаметр електроду – 2 – 6 мм. -Режими зварювання міді і його сплавів: -Зварювальний струм – від 120 до 230 А. -Діаметр електроду – 2 – 6 мм. -Режими зварювання порошковим дротом. Вибір марки і діаметра порошкового дроту визначається маркою зварюваної сталі, вимогами до якості металу шва і зварного з'єднання, положенням швів у просторі та іншими умовами зварювання. При цьому враховуються технологічні особливості застосування дроту і її можливості за режимами зварювання та продуктивності, економічна доцільність. Обраний для використання дріт підлягає обов'язковій перевірці. Перевіряється відповідність коефіцієнта заповнення встановленим нормам, регламентованим технічними умовами. Основні вимоги до зварювально-режимних властивостей порошкових дротів наступні: дуга повинна легко запалюватися і горіти рівномірно, без надмірного розбризкування металу і шлаку, наплавлений метал повинен рівномірно покриватися шлаком, який після охолодження повинен легко віддалятися і не повинен мати пір, тріщин і шлакових включень. Зволоження сердечника дроту неприпустимо. Дріт, сердечник якої зволожився при зберіганні, слід прожарити при температурі 230-250оС протягом 2-3 ч. Останнє не рекомендується робити для дротів рутил-органічного типу, що містять органічні матеріали. Поверхні деталей, що зварюються перед зварюванням повинні бути очищені від бруду, масла, іржі. Прихватки при складанні виробів необхідно виконувати або електродами з якісною обмазкою, або порошковим дротом. Зварювання порошковим дротом виконують на постійному струмі зворотної полярності. Перед зварюванням необхідно провести настройку режиму стосовно до наміченого об'єкту зварювання. Настройку режиму зварювання роблять у такій послідовності: спочатку вибирають необхідну швидкість подачі дроту для отримання заданого струму, а потім встановлюють середнє значення напруги дуги в рекомендованому діапазоні і відповідний даному режиму витрата газу, якщо зварка виконується у вуглекислому газі. Підтримуючи рекомендований виліт, виробляють дослід зварювання. За необхідності коректують встановлений режим. До загальних правил режиму зварювання, якими слід керуватися, можна віднести наступні: 1. При зварюванні стикових з'єднань порошковий дріт повинен розташовуватися майже перпендикулярно виробу: кут її відхилення від вертикального положення не повинен перевищувати 15°. При виконанні таврових і з'єднань внапуск необхідно витримати вказаний кут нахилу електрода по напрямку зварювання, а кут між вертикальною площиною (стінкою тавра) і дротом повинен бути в межах 30-45 °. 2. При багатошаровому зварюванні перед накладенням кожного наступного шару рекомендується очистити попередній шар від шлаку. Слід враховувати, що виконання за один прохід швів катетом більше 10-12 мм недоцільно. Для швів більше 6-8 мм рекомендуються плавні поперечні коливання електрода. 3. При випадковому обриві дуги або порушенні подачі дроту порушувати дугу слід на відстані 10-15 мм від місця обриву і після запалювання перенести її на незаплавлений кратер. Зварювання слід припиняти різко обриваючи дугу, щоб уникнути подовження вильоту. Необхідно запобігати будь-яку можливу причину коливання режиму зварювання: нестабільну подачу дроту по шлангу напівавтомата, неправильне маніпулювання електродом, значні коливання мережевої напруги і т. д. Не рекомендується виконувати зварювання напівавтоматом із зношеним мундштуком або наконечником мундштука. Причиною пористості можуть бути завищений струм, мала напруга дуги, неякісна збірка металоконструкцій, підвищений вміст вуглецю і кремнію в основному металі. Техніка зварювання дротами різних типів має свої особливості. Наприклад, при зварюванні дротами рутил-органічного типу необхідно підтримувати виліт 15-20 мм. Зварювання на великому вильоті призводить до перегріву дроту, погіршення механічних властивостей металу шва, виникнення пористості. У разі підвищеного вмісту вуглецю та кремнію в зварюваної сталі зварювання слід припинити після плавного подовження дуги, в іншому випадку можливі здуття і пори в кратері шва. Зварювання дротом карбонатно-флюорітного типу проводиться при вильоті 30-50 мм. У випадку недостатньо гарної підготовки виробів під зварювання чи невдалої збірки заварити зазор простіше при збільшеному вильоті електродного дроту. При наявності забруднень і невеликого шару окалини на поверхні металу, що зварюється появу дефекту можна попередити зниженням напруги на дузі. Режим зварювання дротами різних типів має свої особливості. Наприклад, при зварюванні дротами рутил-органічного типу необхідно підтримувати виліт 15-20 мм. Зварювання на великому вильоті призводить до перегріву дроту, погіршення механічних властивостей металу шва, виникнення пористості. У разі підвищеного вмісту вуглецю та кремнію в зварюваної сталі зварювання слід припинити після плавного подовження дуги, в іншому випадку можливі здуття і пори в кратері шва. Зварювання дротом карбонатно-флюорітного типу проводиться при вильоті 30-50 мм. У випадку недостатньо гарної підготовки виробів під зварювання чи невдалої збірки заварити зазор простіше при збільшеному вильоті електродного дроту. При наявності забруднень і невеликого шару окалини на поверхні металу, що зварюється поява дефекту можна попередити зниженням напруги на дузі до мінімального рекомендованого. Зварювання вертикальних швів рекомендується виконувати порошковим дротом діаметром 2,3 мм і менше. Напрямок зварювання при виконанні вертикальних швів - знизу вгору. При такому способі за один прохід можна виконувати шви катетом до 10 мм. При зварюванні на вертикальній площині необхідно надавати електроду плавні коливальні рухи. Це забезпечує сприятливу форму валика. При маніпулюванні електродом слід уникати обривів дуги, так як це може привести до появи дефектів у шві. До особливостей застосування порошкового дроту з додатковим захистом вуглекислим газом слід віднести наступні: 1. Зварювання рекомендують застосовувати в закритих приміщеннях. На відкритих майданчиках і монтажі зварювання можлива при дотриманні запобіжних заходів, що запобігають здування захисного газу. 2. Зварювання на вильоті 35-40 мм потрібно виконувати з таким розрахунком, щоб відстань від кінця дроту до зрізу сопла було в межах 15-25 мм. При використанні не прокаленого дроту зварювання необхідно виконувати на підвищеному вильоті до 50 мм. У цьому випадку наконечник мундштука слід застосовувати меншої довжини. Пористість у швах при зварюванні у вуглекислому газі може бути викликана: - підвищеною вологістю сердечника дроту або наявністю рясного шару мастила на поверхні дроту; - наявністю на зварюються крайках іржі, окалини, вологи та інших забруднень; - великою кількістю домішок (головним чином вологи та повітря) у вуглекислому газі; - порушенням рекомендованих режимів зварювання; - недосконалим захистом зони зварювання вуглекислим газом (попадання повітря в зону зварювання внаслідок недостатнього або надмірного витрати газу, велику відстань між соплом пальника і виробом, надмірно великий кут нахилу пальника щодо виробу, підсмоктування повітря через не щільності в пальнику і газової магістралі, ексцентричне розташування дроту щодо сопла пальника, знос мундштука і пов'язане з цим порушення співвісності газового недосконалою захистом зони зварювання вуглекислим газом (попадання повітря в зону зварювання внаслідок недостатнього або надмірного витрати газу, велику відстань між соплом пальника і виробом, надмірно великий кут нахилу пальника щодо виробу, підсмоктування повітря через не щільності в пальнику і газової магістралі, ексцентричне розташування дроту щодо сопла пальника, знос мундштука і пов'язане з цим порушення співвісності газового потоку і стовпа дуги, турбулентне витікання газу з пальника). Виконання режимних рекомендацій гарантує високу якість швів і продуктивність при різноманітних умовах здійснення зварювальних робіт порошковим дротом.
|