Таблица 2.1 - Комментарии к ПЛК программе
| X0
| Стоп крайний левый
|
| X1
| Стоп крайний правый
|
| X2
| Позиция захвата над конвейером
|
| X3
| Позиция захвата над РТК
|
| X4
| Оптический датчик 1
|
| X5
| Оптический датчик 2
|
| X6
| Захват находится вниз
|
| X7
| Захват находится вверху
|
| X10
| Захват открыт
|
| X11
| Захват закрыт
|
| X12
| Напряжение
|
| X13
| Включение завесы
|
| X14
| Пуск установки
|
| X15
| Станок готов
|
| X16
| Станок не готов
|
| X17
| Экран РТК закрыт
|
| X20
| Экран РТК открыт
|
| X21
| Позиция между конвейером и РТК
|
| X22
| Позиция между РТК
|
Выходы
| Y0
| Закрыть захват
|
| Y1
| Движение
|
| Y2
| Движение влево
|
| Y3
| Движение вправо
|
| Y4
| Движение вниз
|
| Y5
| Движение вверх
|
| Y6
| Открыть захват
|
| Y7
| Закрыть захват
|
| Y10
| Движение к конвейеру
|
| Y11
| Движение от конвейера
|
| Y12
| Движение конвейера
|
| Y13
| Открыть экран 1
|
| Y14
| Закрыть экран 1
|
| Y15
| Открыть экран 2
|
| Y16
| Закрыть экран 2
|
Меркеры
| M1
| Условие пуска
|
| M2
| Условие движения захвата влево
|
| M3
| Условие движения захвата вправо
|
| M4
| Условие движения захвата от конвейера
|
| M5
| Условие движения захвата от РТК
|
| M6
| Условие движения захвата вниз
|
| M7
| Условие движения захвата вверх
|
| M8
| Условие закрытия захвата
|
| M9
| Условие открытие захвата
|
| M10
| Промежуточные точки от конвейера
|
| M11
| Промежуточные точки между РТК
|
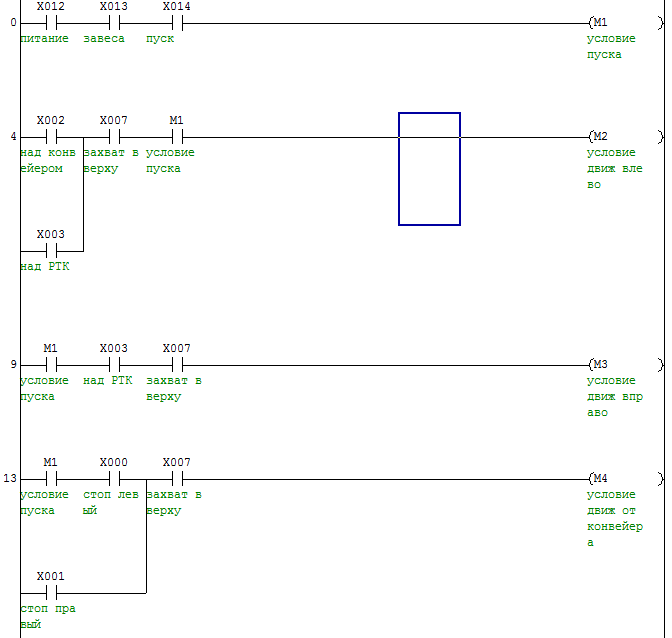
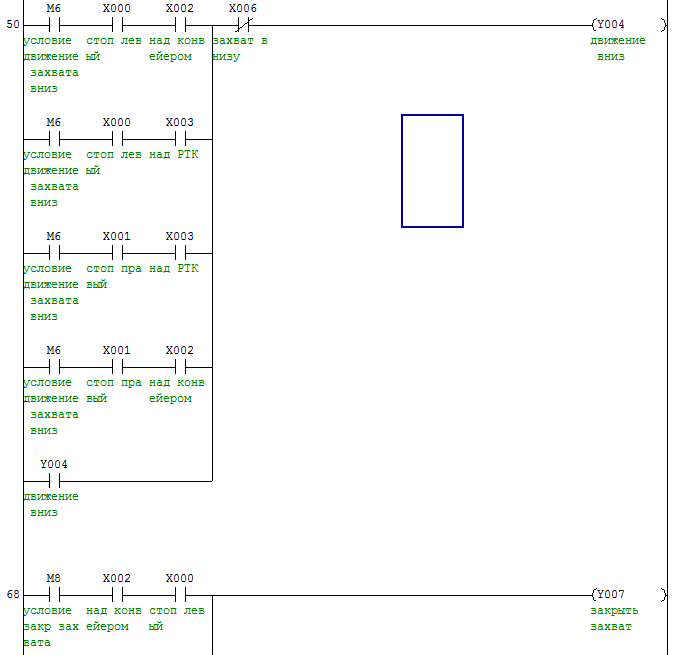
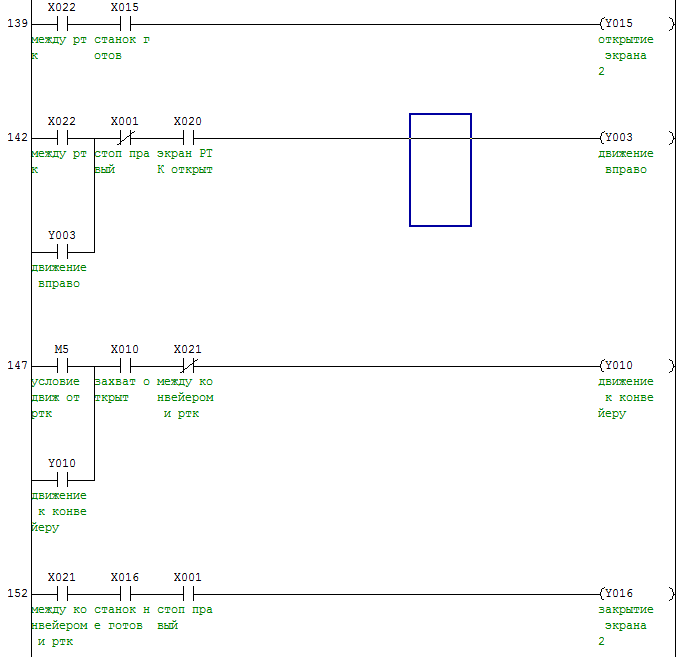
Листинг программы для ПЛК








Содержание
1. ПРОГРАММА ОБРАБОТКИ ДЕТАЛИ.. 4
1.1 Программа обработки детали на РТК обрабатывающем центре. 4
1.2 Программа обработки детали на шлифовальном станке. 11
2. РАЗРАБОТКА УПРАВЛЯЮЩЕЙ ПРОГРАММЫ ДЛЯ РТК.. 13
2.1 Алгоритм работы программы.. 13
2.2 Комментарии к ПЛК программе. 18
2.3 Листинг программы для ПЛК.. 20




