
Алгоритм работы программы
Рисунок 2.1 – Планировка РТК
1. Портальный робот 2. Обрабатывающий центр 3. Шлифовальный станок 4. Конвейер 5. Система светозащитной линии ограждения 6. Система управления промышленным роботом 7. СУ ЧПУ станка
1. Датчики закрытия схвата 2. Датчики открытия схвата 3. Датчики наличия манипулятора внизу 4. Датчик наличия манипулятора вверху 5. Датчики открытия защитного экрана соответствующего станка 6. Световой барьер. Служит для предотвращения травмирования человека, попавшего в рабочую зону РТК. При пересечении барьера происходит автоматическая остановка РТК 7. Датчик робот находится в крайнем левом положении 8. Датчики положения робота над станком 9. Датчик положения робота на конвейером 10. Фотодатчик наличие детали (заготовки) на конвейере 11. Датчик робот находится в крайнем правом положении 12. Датчик закрытия защитного экрана соответствующего станка А- позиция захвата детали с конвейера B- позиция обслуживания обрабатывающего центра C- позиция обслуживания шлифовального станка D- позиция готовой детали
Алгоритм работы робота состоит в следующем. При поступление сигнала с датчика 10 робот движется в позицию А и забирает с конвейера заготовку, затем перемещается в позицию B, если подан сигнал, что экран и патрон открыты, загружает обрабатывающий центр отпускает заготовку. После полной обработки детали на обрабатывающем центре робот, после открытия защитного экрана забирает деталь и переносит ее к шлифовальному станку (позиция C), аналогично закрепляет деталь, ждет и после обработки забирает деталь и перемещает в позицию D.
Рисунок 2.3 – схема алгоритма работы ПЛК
|
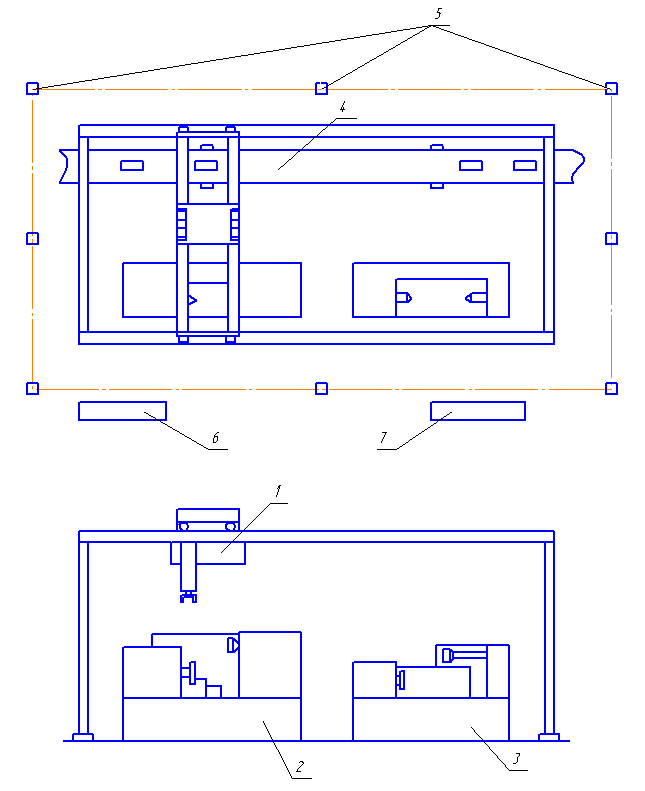
 Рисунок 2.2 – Планировка РТК с указанием датчиков
Рисунок 2.2 – Планировка РТК с указанием датчиков



