
С ЗАТЫЛОВАННЫМИ ЗУБЬЯМИ
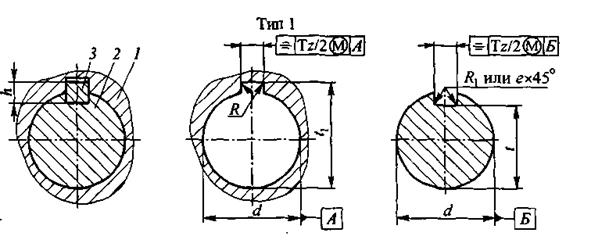
Расчет конструктивных параметров производится в следующей последовательности (рис. 3.1). Диаметр посадочного отверстия определяется из условия обеспечения достаточной прочности и жесткости оправки фрезы по формуле: do= 5,28 h 0,48 b0,15, где h u b — соответственно глубина и ширина профиля обрабатываемой канавки детали. Полученные результаты округляют в большую сторону до ближайшего значения из нормального ряда диаметров. Для фасонных фрез принимают посадочное отверстие тип1(Рис. 3.2). Основные размеры посадочных отверстий и их допуски приведены в таблице 3.1.
Рисунок 3.1 Конструктивные параметры затылованной фрезы
Рисунок 3.2 Конструктивные элементы посадочного отверстия: 1-инструмент; 2-оправка; 3-шпонка.
Таблица 3.1 Основные размеры сопрягаемых элементов инструментов и оправок, мм (см. рис. 3. 2)
Приближенное значение наружного диаметра da»2,5do. Высота профиля зуба фрезы h1 = h+ (1…3) мм. Число зубьев фрезы z =pda A/(Ah1), где А — коэффициент, равный 1,8…2,5 для черновых фрез, l,3…l,8 для чистовых. Полученный результат округляют до целого числа. Число зубьев целесообразно выбирать четным. Для проверки можно воспользоваться имеющимися соотношениями между z, do и da:
Геометрические параметры фрезы. Значение переднего угла g выбирают положительным в зависимости от обрабатываемого материала детали, что способствует улучшению процесса резания. При этом для чистового фрезерования необходим коррекционный расчет размеров профиля фрезы. Обычные фасонные фрезы изготавливают с g = 0. Значение заднего угла a выбирают в пределах 8…15°, в точке при вершине профиля фрезы задний угол aв обычно берут равным 10…12°. Задние углы aN в сечениях, нормальных к боковым сторонам профиля фрезы, определяют для любой точки ip профиля фрезы по формуле:
где Ri — радиус рассматриваемой точки; R — наружный радиус фрезы. Величина затылования Значение k округляют до ближайшего из ряда 1,5; 2; 2,5 и т. д. через 0,5 мм. Центральный угол канавки, необходимый для выхода затыловочного инструмента,
Радиус закругления дна впадины между зубьями фрезы Высота зуба фрезы H =h1 +k+r. Толщина фрезы т = (0,3…0,5) do; здесь меньший коэффициент принимается для большего диаметра. Уточненный наружный диаметр фрезы da = do + 2m + 2H. Фасонные фрезы изготовляют с da=40…120 мм через каждые 5 мм и da = 120…230 мм через 10…15 мм. Ширина фрезы В = b + (0,5…1) мм. Угол впадины q выбирают равным 18, 22, 25 или 30°. Окончательные значения конструктивных параметров проверяют прочерчиванием фрезы.
|


 - угол между касательной к профилю фрезы в рассматриваемой точке ip и плоскостью, перпендикулярной к ее оси;
- угол между касательной к профилю фрезы в рассматриваемой точке ip и плоскостью, перпендикулярной к ее оси; .
. , если h1 < 15 мм;
, если h1 < 15 мм;  , если h1 > 15 мм.
, если h1 > 15 мм. .
.


