2. Установление опорных точек («нолей» программы)
Для определения опорных точек рекомендуется выполнять следующие действия:
- Установить и закрепить заготовку в установочно-зажимном приспособлении или прижать к столу станка с помощью прихватов;
- Выбрать и установить в шпиндель станка «нулевой» инструмент (или с ранее измеренным вылетом) с известным (измеренным) радиусом (Dфр/2). Например, фреза диаметром 16 мм имеет радиус R=8 мм;
- Выбрать режим Ручное управление;
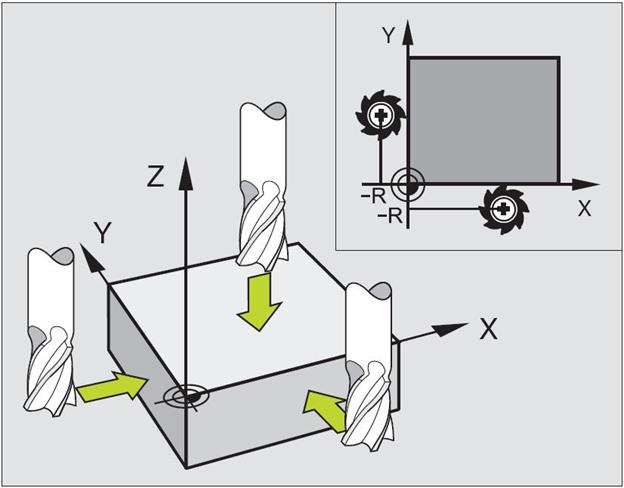
- Осторожно передвигать инструмент, если понадобиться и с помощью электронического маховичка, до касания режущей кромкой фрезы одной из поверхностей детали. Для большей точности рекомендуется вручную вращать инструмент, а для предотвращения царапин на поверхности заготовки необходимо на поверхность укладывать пластину известной толщины (например, концевую меру толщиной 10 мм);
- Поочередно после касания всех 3-х поверхностей установить индикацию на известное положение заготовки (например, 0) или ввести толщину пластины (10). Если для настройки использовался инструмент с измеренной длиной, то необходимо ввести параметр по оси Z=10+Lинстр.. По осям X и Y необходимо учесть радиус инструмента R (+8 или -8).
Для каждой конкретной технологической операции или перехода можно использовать свою опорную (нулевую) точку. Они выбираются и активируются из таблицы опорных точек, или задаются в программе в качестве G-кода (например, G58).