Инструменты составной и сборной конструкции.
Для экономии материала и уменьшения стоимости инструментов используют составные и сборные конструкции. Различают следующие способы соединения рабочей части и корпуса: 1) Неразъемные: · Сварка – используется для инструментов из быстрорежущей стали диаметром более 10 мм. · Пайка, наклейка, запрессовка – применяется для твердосплавных инструментов, для минералокерамики и сверхтвердых материалов. · Опрессовка, чеканка – для алмазного инструмента и инструментов из СТМ 2) Разъемные: · механическое крепление режущих элементов непосредственно в корпусе · крепление режущих элементов к различного типа державкам с последующим их креплением в корпусе. Пребования к разъемным соединениям: · Необходимо обеспечить достаточную жесткость · Обеспечить прочность · Виброустойчивость · Надежность крепления · Точность базирования · Возможность быстрой замены · Возможность компенсации износа режущего элемента · Минимальное количество элементов крепежного узла
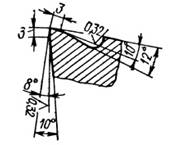
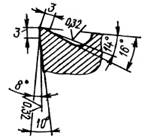
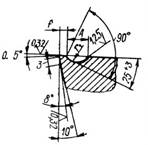
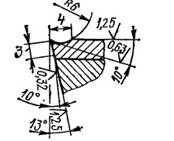
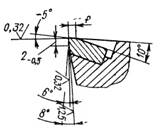
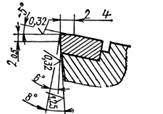
Формы передней поверхности неразборных резцов: [Ординарцев, табл 8.8, 8.9 с 294-298]: Резцы из быстрорежущей стали и резцы с напайными платинами из твердого сплава.
|