· Зубчатое колесо состоит из зубчатого венца, закрепленного призонными болтами на ступице.
· В ступицах центров колес и зубчатого колеса имеются сверления и масляные канавки для подачи масла при спрессовки этих элементов с оси.
· Формирование колесной пары производят на гидравлическом прессе, снабженным манометром и прибором-индикатором фиксирующим диаграмму усилий при запрессовке.
· Сначала на ось напрессовывают колесные центры, затем надевают на них бандажи для моторных вагонов.
· Колесные центры (колеса) напрессовывают на ось в холодном состоянии с усилием 600-900кН (60-90тс) для прицепного вагона и 750-1000кН (75-100тс) для моторного.
· Ступицу зубчатого колеса напрессовывают на ось с усилием 570-860кН (57-86 тс).
· Диаметр подступичной части оси делают на 0,1-0,35 мм больше диаметра отверстия ступицы.
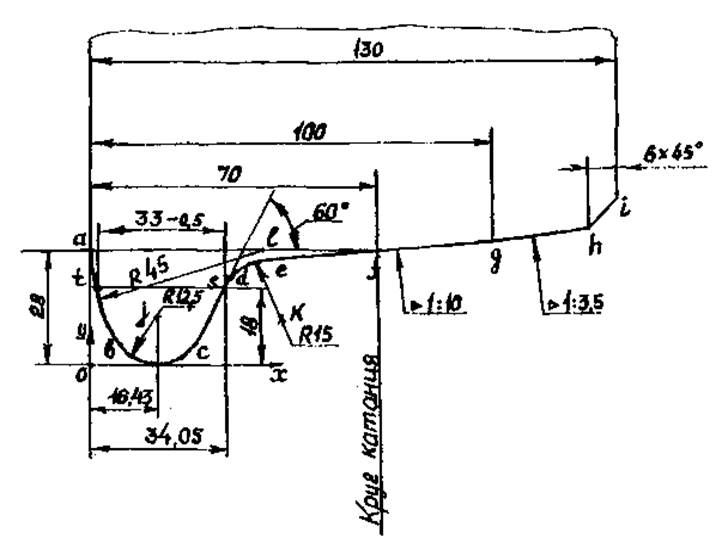
· Бандажи надевают на колесные центры нагретыми до температуры 250-3200 С, таким образом, чтобы упорный буртик бандажа упирался в обод. Внутренний диаметр бандажа меньше диаметра обода на 1,1-1,4 мм.
· В выточку бандажа заводят бандажное кольцо и при температуре не ниже 2000 С на вальцовочном станке обжимают кромку выточки.
· Наносят контрольные красные полосы по белилам в местах постановки контрольных меток.
· Контрольная метка на бандаже, наносится керном, 4-5 углублений на 1,5-2,0 мм.
· Контрольная метка на ободе наносится тупым зубилом, имеет вид риски глубиной 1мм.
· После этого ставят знаки и клейма формирования на правом торце оси.
· При формировании, ремонте и освидетельствовании колесных пар на оси наносят четкие клейма (рис. 6.19).
· Клейма ставят также на бандажах, ободах безбандажных колес, венцах зубчатых колес.
· При формировании, а также освидетельствовании колесной пары с распрессовкой оси и при полном освидетельствовании дополнительные клейма ставят на левом торце оси (клейма приемщиков, номер пункта, дата освидетельствования).
· Эти клейма должны сохраняться во время эксплуатации.