Многолезвийные режущие инструменты
Условно различают пороки консистенции, рисунка, вкуса и запаха, цвета и внешнего вида. · Пороки консистенции Крошливая консистенция может возникнуть вследствие чрезмерно активного размножения молочнокислых бактерий. Из-за высокой кислотности параказеин плохо набухает, сырное тесто имеет недостаточную связность, поэтому ломается, крошится. Резинистая консистенция возникает при неактивном развитии молочнокислых бактерий и недостатке молочной кислоты в сырной массе. Меры предупреждения пороков консистенции: выработка сыра из зрелого молока определенной кислотности, использование доброкачественных заквасок, обеспечение оптимальных режимов технологии. · Пороки рисунка Слепой сыр характеризуется отсутствием рисунка. Порок связан со слабым развитием ароматобразующих молочнокислых стрептококков в мелких сырах и пропионовокислых бактерий в крупных сырах (советском, швейцарском сыре). Редкий и мелкий рисунок наблюдается при использовании молока повышенной кислотности и при пониженной температуре созревания сыра, а в крупных сырах – при подавлении развития пропионовокислых бактерий вследствие пересола сыра. Вспучивание сыров возникает при выделении газов (диоксида углерода, молекулярного водорода) в избыточном количестве. Возбудителями раннего вспучивания являются бактерии группы кишечной палочки. Появлению порока способствует вяло протекающий молочнокислый процесс, высокое значение рН, низкая концентрация соли в сыре и повышенная температура в посолочном отделении. Возбудители позднего вспучивания – маслянокислые бактерии. При позднем вспучивании сыр имеет неправильный щелевидный рисунок, размягченную губчатую консистенцию, неприятный сладковатый и даже салистый запах. Для борьбы с вспучиванием применяют штаммы молочнокислых стрептококков, вырабатывающих антибиотик низин. Кроме того, в качестве антагонистов БГКП и маслянокислых бактерий используются биологически активные штаммы Lactobacillus plantarum. · Пороки вкуса и запаха Горький вкус связан с накоплением в сыре пептонов вследствие развития гнилостных бактерий – микрококков. Прогорклый вкус обусловлен образованием оксикислот, альдегидов, кетонов, которые образуются при расщеплении жира. Возбудителями порока являются микроскопические грибы. Прогорклый вкус может также возникнуть при развитии маслянокислых бактерий, которые образуют в процессе жизнедеятельности масляную кислоту. Слабовыраженный вкус наблюдается при использовании слабоактивных молочнокислых заквасок. Кислый вкус возникает при использовании молока повышенной кислотности, а также при интенсивном развитии молочнокислых бактерий. Салистый вкус и запах обусловлен развитием в сыре маслянокислых бактерий. Запах сероводорода связан с развитием энтерококков, которые разлагают серосодержащие аминокислоты. Возникновению порока способствует низкая кислотность и слабый посол сыра. · Пороки цвета и внешнего вида Коричневые пятна возникают при разложении аминокислоты тирозина микрококками и палочкой протея. Свищ – это образование внутри сыра пустот, а затем и наружных отверстий, через которые проникают воздух и микроорганизмы. Вначале размножаются дрожжи и грибы, которые создают благоприятные условия для развития гнилостных бактерий. В результате появляется плесневый и гнилостный запах и вкус. Изъязвление корки вызывается плесенью рода Oospora. Для предупреждения этого порока применяют покрытия с антисептическими веществами (например, с сорбиновой кислотой). Подкорковая плесень – Возбудитель Penicillium glaucum и другие микроскопические грибы, которые развиваются в подкорковом слое при нарушении целостности корки.
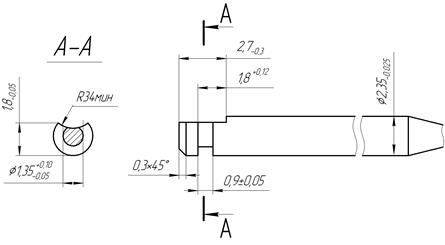
Многолезвийные режущие инструменты Боры зубные. Зубные боры предназначены для препарирования твердых тканей зубов и челюстных костей. Боры состоят из фасонной рабочей части (рис. 4) с режущими зубьями и цилиндрического хвостика (рис. 5), служащего для закрепления в стоматологическом наконечнике. По форме рабочей части боры подразделяются на шаровидные, цилиндрические, конические, обратноконнческие, колесовидные с продольной, торцевой поперечной, угловой или комбинированной насечкой, образующей режущие зубья. Хвостовики боров, предназначенных для применения с угловым наконечником, имеют на свободном конце проточку и лыску для фиксации. Диаметр хвостовика для прямого и углового наконечников составляет 2,35мм, для турбинного—1,6мм. Боры для прямого наконечника имеют установленную длину 44мм, для угловых наконечников —17,22 и 27мм и для турбинных — 22мм. Диаметр рабочей части боров обозначается условными номерами, например, нечетными (от О до 13), которым соответствуют размеры, от 0,85 до 3,1мм. Зубные боры изготавливают из высокопрочной хромовольфрамовой стали ХВ5, твердых сплавов ВК6М, ВК60М или с применением алмазных зерен.
Рис. 4. Боры зубные.
Боры стальные. Стальные боры предназначены для препарирования дентина зубов при лечении кариеса, пульпита и периодонтита. Твердость рабочей части этих боров после термообработки НRС составляет 60—65ед. При работе на дентине средняя наработка стального бора — 5мин. Применение стальных боров для препарирования эмали преждевременно выводит их из строя.
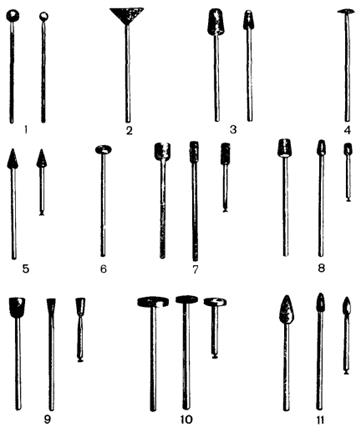
Рис. 5. Хвостовики боров: 1 — полостной шаровидный с косой непрерывной режущей кромкой; 2 — полостной обратнокоиусный с косой непрерывной режущей кромкой; 3 —полостной колесовидный с косой непрерывной режущей кромкой; 4 — фиссурный цилиндрический с прямой непрерывной режущей кромкой; 5 — фиссурный цилиндрический с косой непрерывной режущей кромкой; 6 — фиссурный цилиндрический с прямой прерывистой режущей кромкой; 7 — фиссурный ко-нусный с косой непрерывной режущей кромкой; 8 — фиссурный конусный с прямой прерывистой режущей кромкой; 9 — фнннр шаровидный с косой непрерывной режущей кромкой; 10— фннир цилиндрический с прямой непрерывной режущей кромкой; 11 — филир пламевидный с прямой непрерывной режущей кромкой; 12 — финир конусный с прямой непрерывной режущей кромкой.
Полиры. Полиры служат для окончательной отделки (полировки) наружной (видимой) поверхности пломб из различных материалов. Отечественная промышленность выпускает шаровидные полиры с рифленой и гладкой поверхностью рабочей части, которые применяют последовательно. Боры с рабочей частью из твердого сплава. Боры твердосплавные предназначены для препарирования твердых зубных тканей эмали. Рабочая часть твердосплавных боров изготавливается из сплава ВК6М или ВК60М, хвостовик — из стали 20X13. Эти боры обладают высокой износостойкостью. Применение их на высокооборотных бормашинах способствует повышению производительности труда врача и снижению болевых ощущений пациента.
Таблица Основные типоразмеры стальных боров
Выпускает твердосплавные боры трех типов: шаровидные, обратноконические и цилиндрические фиссурные для прямого, углового и турбинного наконечников. В основном их применяют для проведения тех же операций, что и стальные боры, с той лишь разницей, что с их помощью срезают эмалевые навесы над кариозной полостью, препарируют эмаль зубов и дентин вблизи эмалево-дентинной границы, а также выводят на жевательную поверхность и формируют для пломбирования полости, расположенные на апрок-симальных и боковых поверхностях зубов. Цилиндрические фиссурные боры с одинарной нарезкой выпускают для прямого, углового и турбинного наконечников четырех номеров каждый — № 1, 3, 5, 7, обратноконические боры изготовляют той же номенклатуры. Шаровидные боры производят пяти размеров (№ 1 — 9) для прямого наконечника, для углового наконечника— № 1, 3, 5, 7 длиной 17, 22, 27мм и тех же номеров — для турбинного наконечника. Твердосплавные боры необходимо использовать при работе на скоростных бормашинах.
Головки алмазные. Алмазные головки (рис. 6) применяют для препарирования эмали зубов при их лечении и протезировании, а также в зуботехнической практике при обработке металлических деталей зубных протезов. Покрытие рабочей части головок содержит порошок дробленых природных алмазов с зернами размером 63—125мкм. Хвостовики этих боров изготавливают из стали 20X13, ХВ5 и У10. Алмазные головки рекомендуется эксплуатировать при оптимальной скорости вращения — 10—300000об/мин.
Рис. 6. Головки алмазные: 1 — шаровидные; 2 — обратноконусные с выемкой; 3— конические с радиусом; 4 — дисковые; 5—остроконнческне; 6— колесовидные с радиусом; 7 — цилиндрические; 8 — конические усеченные; 9— обратноконусные; 10 — колесовидные; 11 — пламевидные. Выпускают алмазные головки 46 типов по размеру. Шаровидные головки изготавливают для прямого, углового и турбинного наконечников с диаметром головки 1,5 и 2мм. Они служат для трепанации эмали зубов и разработки полостей при поверхностном и среднем кариесе. Цилиндрические головки выпускают с диаметром рабочей части 0,8; 1,0; 1,4; 2,0; 2,5мм. Цилиндрические головки спрорезью, диаметром рабочей части 3мм и длиной 27мм производят для углового наконечника. Головки цилиндрические и цилиндрические с прорезью предназначены для препарирования зубов и пазов в них, срезания эмалевых навесов над кариозной полостью. Конические головки с диаметром рабочей части 1,4 и 2,5мм выпускаются для прямого, углового и турбинного наконечников. Они предназначены для препарирования каналов и пазов в зубах, углубления фиссур, снятия придесневых навесов на зубах. Обратноконические головки диаметром 3мм выпускаются для прямого, углового и турбинного наконечников, диаметром 5мм для прямого и углового наконечников. Такие головки предназначены для препарирования эмали зубов при формировании полостей в них перед пломбированием и при зубном протезировании. Колесовидные головки диаметром 4 и 8мм выпускают для прямого и углового наконечников, а диаметром 4мм —для турбинного наконечника. Колесовидные головки предназначены для препарирования эмали зубов и пазов в них. Чечевицевидные головки диаметром 4 и 6мм изготавливают для прямого и углового наконечников, а диаметром 4мм — для турбинного наконечника. Предназначены они для препарирования жевательной поверхности зубов и создания на ней фиссур и т. д. Пламевидные головки диаметром 1,2мм выпускают для всех видов наконечников. Предназначены такие головки для препарирования пазов, оформления полостей под пломбы и вкладки и т. д.
Круги и диски алмазные. Алмазные круги и диски предназначены для препарирования зубов при протезировании. Они имеют одну, две или три рабочие поверхности. Круги используют для препарирования всех доступных поверхностей коронковой части зуба, а диски, в частности плоские,— для сепарации, препарирования апроксимальных поверхностей зуба или смежных зубов. Рабочие поверхности кругов и дисков покрыты алмазным порошком на никелевой основе. Конические диски имеют покрытие на внутренней поверхности и применяются для препарирования медиальных поверхностей конвергирующих зубов. Центровые отверстия у кругов и дисков служат для укрепления на винте дискодержателя. В настоящее время выпускают круги диаметром 12мм, односторонние и двусторонние диски диаметром 16 и 20мм и конические диски (тарельчатые) диаметром 18мм.
Фрезы зуботехнические. Зуботехнические фрезы (рис. 7) предназначены для обработки и коррекции съемных пластинчатых зубных протезов из пластмассы. Они закрепляются в прямом, угловом или зуботехническом наконечниках и приводятся во вращение бормашиной.
Рис. 7. Фрезы зуботехнические. 1 — овальные с одинарной нарезкой; 2 — овальные с двойной нарезкой; 3 — цилиндрические; 4 — конические с одинарной нарезкой; 5— конические с двойной нарезкой; 6— колесовидные с одинарной нарезкой; 7 — колесовидные с двоимой нарезкой.
Фрезы изготавливают из стали марок У10А, У12А. Средняя наработка фрезы до значительного затупления не превышает 20 мин. Твердость (HRC) рабочей части составляет 58 — 62ед. Выпускают зуботехнические фрезы 26 типовых размеров. Таблица Основные типовые размеры зуботехиических фрез
|