Допуск радиального биения II, III, IV коренной шейки относительно общей оси I и V коренных шеек не более 0,03 мм.
При назначении данного требования конструктор исходил из следующих соображений. Допуск в 20 мкм для диаметра 74,5 соответствует 6-ому квалитету точности выполнения размера. Далее по ГОСТ 24643-81 в табл.5. находим допуск радиального биения в 25 мкм. Соответственно видим, что найденный допуск не соответствует допуску назначенным конструктором, а значит требуется внести ужесточение размера в конструкторско-технологическую документацию. Т.е. назначаем допуск торцового биения в 0,025 мм. Несоблюдение данного требования может привести к неравномерному смазыванию поверхности шейки и подшипника, что приведет к точечным повышенным температурам по дорожке скольжения вкладыша подшипника. В результате подшипник будет разрушен. Метод проверки ТТ-непосредственный. Средства контроля - контрольное приспособление.
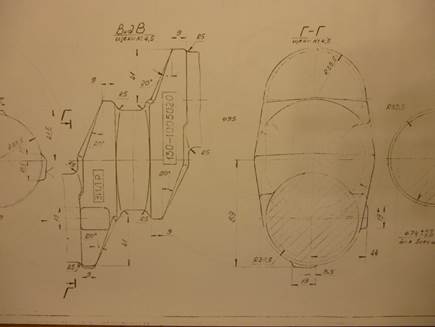
Схема контроля:
3. Деталь балансировать динамически относительно поверхностей Д1 и Д2 сверлением отверстий в 1,8 и 2,7 мм противовесах как показано. Дисбаланс на каждом конце вала не более 50 г*см. Перед балансировкой на каждую шатунную шейку одеть груз массой 3,395 кг. Центр тяжести груза должен быть на середине длины шейки. При назначении значения дисбаланса конструктор исходил из компромисса между техническими и экономическими требованиями по ГОСТ ИСО 1940-2-99 и ГОСТ ИСО 1940-1-2007. Невыполнение данного требования приведет к повышенному шуму при вращении, к повышению расхода топлива и снижению ресурса работы двигателя, понижению его полезной мощности. Метод проверки ТТ-непосредственный. Балансировка- статическая. Средства контроля -грузы и балансировочный станок модели 40У-314.
Наиболее точным и прогрессивным методом на данный момент является динамическая балансировка на балансировочных станках, например станки серии Hines.
Схема установки вала на станок:
Основными технологическими задачами считаем ТТ номер 1 и 3. 3. Качественная оценка технологичности конструкции детали. -конструкция детали представлена в виде совокупности поверхностей простой геометрической формы (цилиндрические и плоские). - Отношение L/D=784/114<12, а значит конструкция вала является жесткой. -Конструкция вала имеет удобные базовые поверхности(центровые отверстия и коренные шейки при обработке шатунных). -При обработке детали сложность будет представлять обработка шатунных шеек смещенных относительно общей оси вала. -Масляные каналы выполняемые в шейках вала выполнены одним диаметром, что позволяет выполнять отверстия единым сверлом. -Масса детали 39,6 кг, следовательно необходимо применение подъемно транспортных средств при установке на станок и при транспортировке использование напольно-тележечного транспорта. В целом для условий серийного производства деталь считаем технологичной. 4. Чертеж заготовки, анализ технологичности конструкции заготовки.
-Масса поковки 59,5 кг, что осложняет первоначальную установку на станок для обработки. -Заготовка штампованная, значит припуски на обработку достаточно большие, в среднем 2-6 мм согласно чертежу. -Точность размеров полученных штамповкой соответствует 8-9 классу точности. -Штампованная заготовка имеет большую неуравновешенность масс. В целом для условий серийного производства заготовку считаем технологичной. 5. Данные по трудоемкости и себестоимости детали. Не предоставили. 6. Технологический процесс обработки детали. В файлах на компьютере. 7. Сборочные чертежи приспособлений для механической обработки и контроля (на 2-3 операции) с техническими требованиями и спецификацией по ГОСТу. В ксерокопированных материалах. 8. Перспективы дальнейшего совершенствования технологического процесса в целях повышения производительности, снижения трудоемкости и себестоимости изготовления. Предлагается данный ТП совершенствовать путем изменения обрабатывающего оборудования на более производительное современное (многоцелевые станки, станки с ЧПУ) и применение данного оборудования в составе автоматической линии по производству коленчатых валов и других комплектующих двигателя. Также, наряду с очевидными методами совершенстовавания ТП, предлагается использовать высокопроизводительный и стойкий инструмент современных компаний типа Sandvik с современным набором режущих пластин.
|