Тема 3. Виды дуговой сварки плавлением.
Термический класс объединяет виды сварки, которые производятся местным плавлением металла. Сущность сварки плавлением заключается в расплавлении кромок соединяемых деталей под действием источника нагрева, в результате чего создается общий объем жидкого металла (сварочная ванна), а после остывания – сварной шов. К термическому классу относятся: дуговая, газовая, плазменная, лазерная и другие виды сварки. Охарактеризуем основные виды сварки данного класса. 1. Ручная дуговая сварка (рис. 1.).
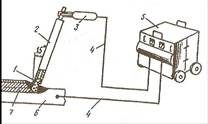
Рис.1. 1 – сварочная дуга; 2 – электрод; 3 – электрододержатель; 4 – сварочные провода; 5 – источник питания; 6 – основной металл; 7 – сварочный шов.
Производится металлическими электродами, покрытыми специальной обмазкой. К электроду и свариваемому металлу подводится электрический ток, в результате чего возникает дуга, постоянную длину которой необходимо поддерживать на протяжении всего процесса сварки. Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Капли металла металлического стержня, покрытые шлаком, переходят в сварочную ванну, где смешиваются с расплавленным основным металлом. По мере плавления электрода покрытие образует газошлаковую защиту, изолирующую зону дуги и сварочную ванну от атмосферного воздуха. По мере удаления дуги происходит остывание ванны и, образуется сварной шов. 2. Газовая сварка (рис.2.)
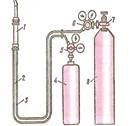
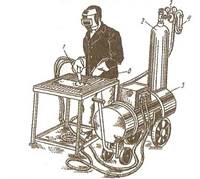
Рис.2 1 – горелка; 2 – шланг для подвода ацетилена; 3 – шланг для подвода кислорода; 4 – ацетиленовый баллон; 5 – ацетиленовый редуктор; 6 – кислородный редуктор; 7 – кислородный вентиль; 8 – кислородный баллон
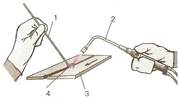
Это сварка плавлением, при которой металл в зоне соединения нагревают газовым пламенем до расплавления. Пламя образуется при сгорании горючего газа в кислороде. При нагреве газовым пламенем (рис.3) кромки свариваемых заготовок расплавляются вместе с присадочным металлом, который может дополнительно вводиться в пламя горелки. После затвердевания жидкого металла образуется сварной шов.
Рис.3. 1 – присадочная проволока; 2 – горелка; 3 – основной металл; 4 – сварочное пламя
3. Полуавтоматическая сварка в среде защитного газа производится сварочной проволокой, которая подается автоматически в зону сварки. Дуга горит между непрерывно подающейся проволокой и свариваемым металлом (рис.4.). Одновременно с проволокой подается газ (углекислый, аргон или др.), который защищает сварочную ванну от вредного воздействия воздуха. Сварщик перемещает горелку вдоль свариваемых кромок.
Рис. 4 1 – сварочная проволока; 2 – сопло горелки; 3 – защитный газ; 4 – токоподводящий мундштук; 5 – подающие ролики; 6 – сварной шов
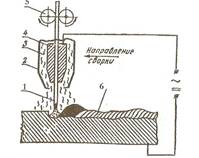
4. Автоматическая сварка под флюсом (рис.5.). При дуговой сварке под флюсом дуга горит под порошкообразным флюсом, слой которого полностью закрывает дугу и зону сварки. Электродом служит проволока. Флюс защищает расплавленный металл от газов воздуха и улучшает качество металла шва. Дуговая сварка под флюсом выполняется автоматами и полуавтоматами. Сварочный автомат – это аппарат, в котором подача сварочной проволоки в дугу и перемещение дуги по изделию механизированы.
Рис.5 1 – автомат (нижняя часть); 2 – проволока; 3 – флюс; 4 – основной металл; 5 - сварной шов; 6 – шлаковая корка; 7 – сварочная дуга.
5. Аргонодуговая сварка вольфрамовым электродом осуществляется с использованием вольфрамового электрода, который закрепляется в горелке, и одновременной подачей защитного газа аргона, поступающего из баллона под давлением в зону сварки (рис.6.).
Рис.6. 1 – горелка; 2 – баллон с аргоном; 3 – редуктор; 4 – ротаметр; 5 – сварочный преобразователь; 6 – присадочная проволока
С помощью редуктора устанавливается нужное давление, а ротаметр измеряет расход газа. Аргонодуговая сварка вольфрамовым электродом может быть как ручной, так и автоматической. Дуга горит между вольфрамовым электродом и основным металлом (рис.7.).
Рис.7. 1 – горелка; 2 – присадочная проволока; 3 – основной металл; 4 – сварной шов; 5 – газ; 6 – сварочная дуга; 7 – вольфрамовый электрод
Вольфрамовый электрод не плавится. Расплавляются основной металл и присадочная проволока, в результате чего образуется сварочная ванна, а после остывания – сварной шов. Аргон защищает сварочную ванну от вредного воздействия газов воздуха.
|