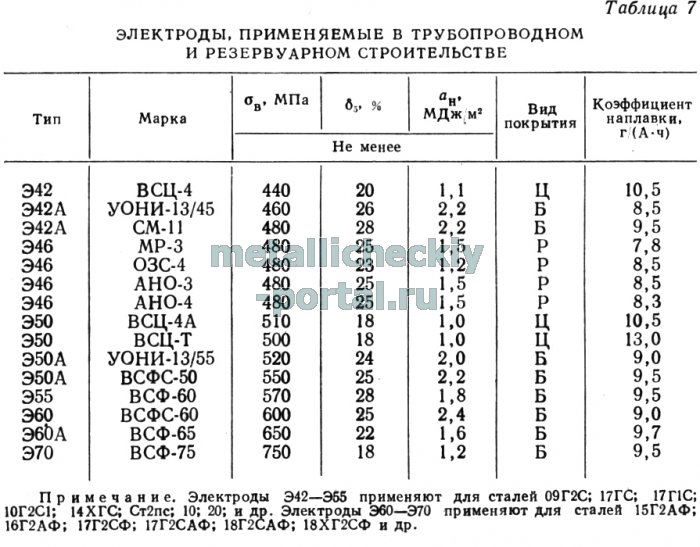
Введение в покрытие железного порошка до 20 % улучшает технологические свойства электродов (стабильность горения дуги, равномерность расплавления покрытия и др.). При содержании в покрытии порошка до 60 % повышается производительность сварки, так как в ванну вводится дополнительный металл. Коэффициент массы покрытий таких электродов составляет 1,2-1,8. При расплавлении таких электродов образуется втулка из покрытия, которая предотвращает возможное короткое замыкание сварочной цепи. В монтажных условиях применяют электроды АНО-10, АНО-16, АНО-17, С-1, С-2, которые позволяют с высоким коэффициентом наплавки вести сварку сверху вниз при выполнении неповоротных стыков технологических трубопроводов (табл. 7).