Киянка (деревянный молоток) применяется в работе с твердыми породами дерева, при вырубке фона, обрубке рельефа, выполнении крупных работ.
Молоток столярный нужен для прибивания державок. Употреблять молоток вместо киянки нельзя: он будет разбивать черенки стамесок. Молоточек маленький, легкий используется для расклепки металлической фурнитуры, закрепления булавок, значков и брошей, закрепления пластин кости в оклейных шкатулках. Абразивный инструмент применяется для заточки и доводки режущих инструментов, для опиловки и шлифования изделий. Виды, формы и размеры абразивного инструмента определены ГОСТом. Для заточки инструментов применяются шлифовальные круги, которые характеризуются родом и размером абразивного зерна, родом связки, твердостью и структурой. Маркировка кругов имеет смысловое значение. Так, марка наиболее часто используемого круга ЭБ40СМIК6 означает: ЭБ - электрокорунд белый - материал абразивного зерна круга; 40 - зернистость - размер абразивных зерен в мкм (чем больше номер зернистости, тем больше размер зерна); СМ1 - твердость - сопротивляемость связки круга выравниванию абразивных зерен под действием внешних сил (средне-мягкий); К - керамическая связка - вещество, применяемое для придания формы шлифовальному кругу и связки зерен между собой (бывает керамическая, бакелитовая, вулканитовая); 6 - структура № 6 (характеризуется процентным содержанием абразивных зерен, связки и пор в единице объема круга). Абразивный инструмент для установки на бормашину выпускается в виде шлифовальных фрез, шлифовальных кругов, борголовок и фасонных головок. Ими выполняются тонкие работы по изготовлению и заточке режущего инструмента, различных сверл, выкруток, фрез.
Подготовка инструмента для резьбы. Перед началом резьбы инструмент должен быть хорошо заточен и направлен. Для заточки инструмента пользуются водяным точилом, абразивными кругами и брусками различной зернистости. Водяное точило с абразивным кругом средней зернистости служит для затачивания фасок на резчицком инструменте. Точило должно вращаться в направлении к себе, на инструмент. Если фаска получается слишком отлогой, стамеску поднимают ближе к себе, если крутой - стамеску выдвигают от себя. Фаска должна быть заточена правильно по всей ширине стамески.
Процесс заточки фаски следует вести до тех пор, пока на лезвии не появится ровный узкий заусенец, т. е. тончайший слой металла, завернувшегося от фаски к передней грани (рис. 78, а). От затачивания лезвие стамески становится все тоньше и тоньше и, наконец, в какой-то момент заламывается вверх в виде бахромы из кусочков металла или заусенца. Это значит, что заточка закончена. Потом стамеску продолжают точить на мелкозернистом бруске (рис. 78, б), держа ее правой рукой за черенок, а левой - плотно прижимая фаску к бруску. Точат до тех пор, пока заусенец не станет совсем тонким. Тогда стамеску перевертывают, плотно прижимают к бруску и чуть-чуть подтачивают. Затем опять возвращают в прежнее положение. Точить в первом положении следует больше, чем во втором. Заточку производят чуть дольше того, как отлетит заусенец. После этого стамеску правят на оселке, перевертывая ее как можно чаще с одной стороны на другую, равномерно с обеих сторон. После оселка инструмент подправляют на кожаном ремне движениями к себе. Прямой резак затачивается так же, как и прямая стамеска. Полукруглые стамески, клюкарзы, царазики и др. затачиваются так же и в той же последовательности, что и прямые. Во время заточки на бруске стамеску или другой инструмент с полукруглым лезвием тоже поворачивают с боку на бок, но точат при этом по одному месту бруска. Постепенно на бруске образуется канавка, на которой полукруглая фаска затачивается правильней. Царазики и другой мелкий инструмент следует точить осторожно и только на мелкозернистых брусках. Внутренние поверхности уголков точат и правят на брусках и оселках с острыми краями. В процессе работы над конструкцией часов использовались также электроинструменты: рейсмус, рубанок, фрезерный станок, шлифовальная машина, углорез, дрель, точило бытовое:
|
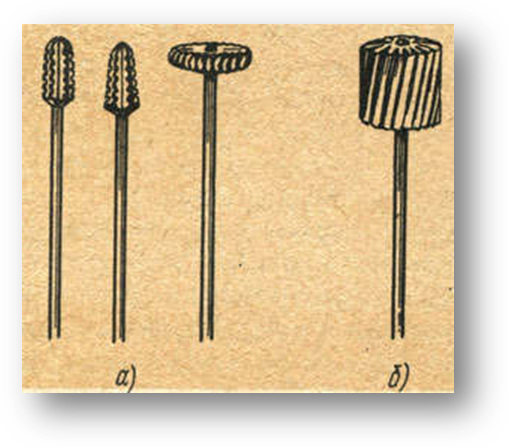 Фрезы шлифовальные: а - зуботехнические, б - самодельная (шарошка)
Фрезы шлифовальные: а - зуботехнические, б - самодельная (шарошка)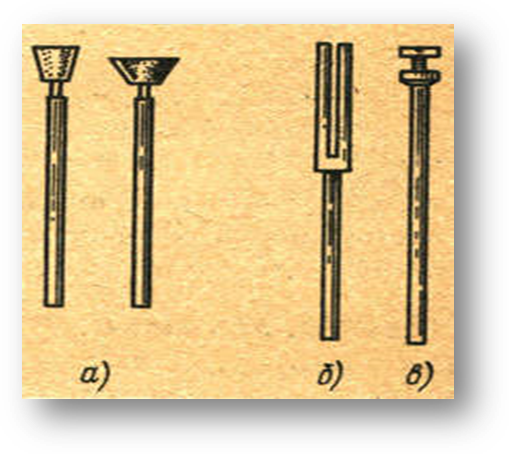 Инструмент для бормашины: а - головки фасонные шлифовальные № 2 (слева) и № 3; б - оправка для абразивной шкурки, в - оправка для дисковых кругов
Инструмент для бормашины: а - головки фасонные шлифовальные № 2 (слева) и № 3; б - оправка для абразивной шкурки, в - оправка для дисковых кругов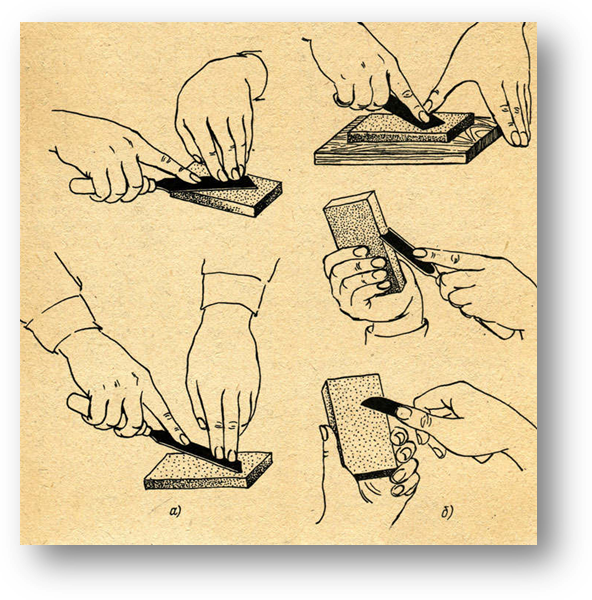 Заточка и правка резчицкого инструмента: а - заточка прямой стамески на бруске со стороны лица и со стороны фаски, б - правка резчицкого инструмента: оселок на столе, в правой руке, в левой руке.
Заточка и правка резчицкого инструмента: а - заточка прямой стамески на бруске со стороны лица и со стороны фаски, б - правка резчицкого инструмента: оселок на столе, в правой руке, в левой руке.