
Виды резцов
Резцы со сменными многогранными твердосплавными пластинами. Этот вид резцов наиболее широко используется на станках с ЧПУ. Конструкции резцов отличаются типом, формой, видом узла крепления пластины и державки, формой используемых пластин. Ассортимент сменных многогранных пластин (СМП), используемых в резцах и других инструментах, весьма разнообразен: правильные многогранники, ромбы, круги, прямоугольники и параллелограммы, а также пластины специальных форм для обработки канавок и галтелей для обрезки и др. При правильной организации инструментального производства технико-экономический эффект от применения инструмента с СМП очень велик (рис. 1). В комплект инструмента для токарных станков с ЧПУ обычно входят следующие резцы (рис. 2): 1 — резцы проходные отогнутые правые с φ = 45° для патронной обработки деталей типа фланцев, которые обеспечивают наружную обточку, проточку торцов, проточку выточек, снятие фасок; 2 — резцы контурные с параллелограммными пластинами с φ=93°÷95°, 3 — резцы контурные с параллелограммными пластинами с φ=63°, которые позволяют производить обработку полусферических поверхностей и конусов с углом спада до 57°; 4 — резцы резьбовые с ромбическими пластинами, закрепленными сверху при помощи прихвата. Резцы позволяют нарезать резьбы с шагом от 2 до 6 мм
Рис. 1. Эффективность инструмента со сменными многогранными пластинами (СМП)
Рис. 2. Схема обработки основных типовых поверхностей токарными резцами со сменными многогранными пластинами
Угол профиля обеспечивается формой пластины; 5 — резцы резьбовые для нарезания внутренних резьб. Позволяют нарезать резьбы с шагом до 2 мм с близким подходом к торцу. Точность профиля резьбы обеспечивается заточкой пластин. Наименьший диаметр отверстия, в котором можно нарезать резьбу,— 35 мм; 6 — резцы с ромбическими пластинами с φ=95° для растачивания сквозных отверстий и проточки заточек; 7 — резцы расточные с φ=92°, позволяющие растачивать отверстия диаметром от 22 мм и более; 8 — резцы проходные с φ=45° и квадратными пластинами, левые для наружной обточки, проточки торцов деталей, проточки выточек, снятия фасок. Наибольшее применение находят при патронной обработке фланцевых деталей; 9 — резцы для проточки наружных прямых канавок шириной от 1 до 6 мм с глубиной, равной ширине. Пластины специальной формы закрепляются с помощью прихватов. Разработаны резцы с использованием специальных двусторонних пластин для проточки внутренних прямых канавок и наружных угловых. Аналогичные конструкции могут быть применены для обработки канавок под стопорные кольца, радиусные канавки и т. п.; 10 — резцы контурные с пластиной трехгранной правильной формы с φ=93°, которые позволяют протачивать цилиндрические и фасонные поверхности. Достоинства их в том, что в них используются три рабочие вершины по сравнению с двумя у резцов с параллело-граммными пластинами. Однако при этом жесткость крепления пластин снижается; 11 — резцы контурные с пластиной трехгранной формы с φ = 63°; 12— резьбовые резцы для нарезания наружных резьб с шагом до 2 мм. Режущая прямоугольная пластина закрепляется на державке с помощью прихвата. Профиль вершины резца обеспечивается заточкой пластин под углом, равным углу профиля резьбы; 13— резцы проходные упорные с трехгранной пластиной неправильной формы с φ=92-95°, которые позволяют протачивать ступенчатые поверхности, фаски, торцы движением от наружного диаметра к центру детали. Режущая пластина закрепляется клином или рычажным устройством.
а — полномерный (проходной); б — резец-вставка с регулировочным винтом; в — укороченные резцы-вставки
Применяют три исполнения резцов (рис. 3): 1. полномерные; 2. резцы-вставки; 3. укороченные с регулировочными элементами.
Полномерные токарные резцы всех исполнений достаточно широко используют в производстве на станках со съемными инструментальными блоками (в них инструмент настраивается вне станка) или с суппортами. Резцы-вставки, как и полномерные резцы, конструктивно могут быть выполнены с пластиной любой формы. Наличие винта в торце вставки позволяет достаточно просто отрегулировать вылет резца. Унифицированные укороченные резцы-вставки закрепляют на оправках в самых разнообразных сочетаниях. Существует несколько конструктивных исполнений резцовых вставок с различными углами в плане, параметрами пластин и методами их закрепления на корпусах; призматические без регулировочных винтов; с винтами для поперечного и осевого регулирования.
Рис. 4. Микрометрическая вставка в расточную оправку
Для подналадки расточных резцов с точностью 0,05—0,01 мм на диаметр применяют резцы-вставки с микрометрическим регулированием вылета. Такую вставку (рис. 4) устанавливают в гнездо расточной оправки. Державка 6 с закрепленным с помощью винта 9 резцом 5 перемещается во время «наладки на размер» во втулке 8 при вращении лимба 7. Шпонка 4 предотвращает поворот державки. Для устранения зазоров в сопряжениях имеется комплект тарельчатых пружин 3, размещенный в выточке втулки 8. Пружины упираются в буртик втулки 1, ввернутой в державку, и стремятся сдвинуть ее вниз. Винт 2 служит для грубой наладки резца на размер. Тонкая наладка достигается поворотом лимба с ценой деления 0,01 мм. На торце втулки 8 имеется нониус, позволяющий отсчитывать перемещения резца с точностью 1 мкм. При изменении размера более чем на 0,5 мм используют винт 2. В практике стремятся ограничить номенклатуру резцов, используя для разных видов точения державки с единой формой пластины (рис. 5).
Рис. 5. Схема применения резцов с пластинами треугольной формы
|
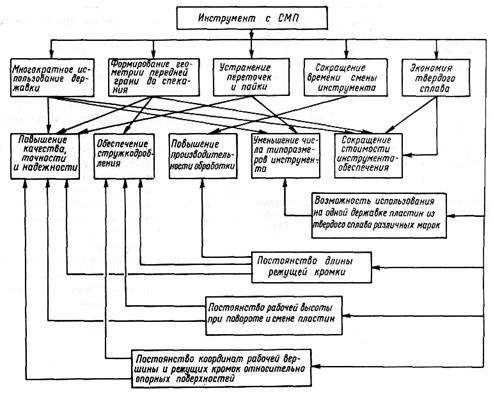
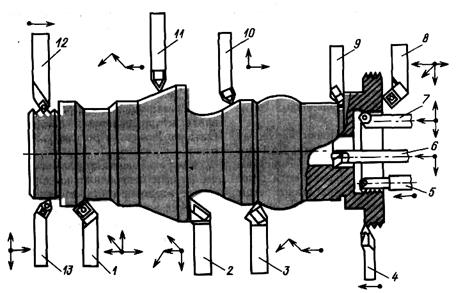
 Рис. 3. Токарные резцы:
Рис. 3. Токарные резцы:




