Тема 1 Автоматические линии станковВиды автоматизации производства 1) Частичная - когда автоматизированные только некоторые технологические операции 2) Комплексная – когда автоматизированы все технологические операции за исключением управления 3) Полная – когда автоматизированы все технологические операции, включая управления (Без людное производство Аспекты автоматизации 1) Технический – связан с выпуском новой продукции, ее количеством и качеством 2) Социальный – связан с улучшением условий труда и быта человека 3) Экономический – связан с получением экономического эффекта и в основе могут лежать как технические так и социальные мероприятия
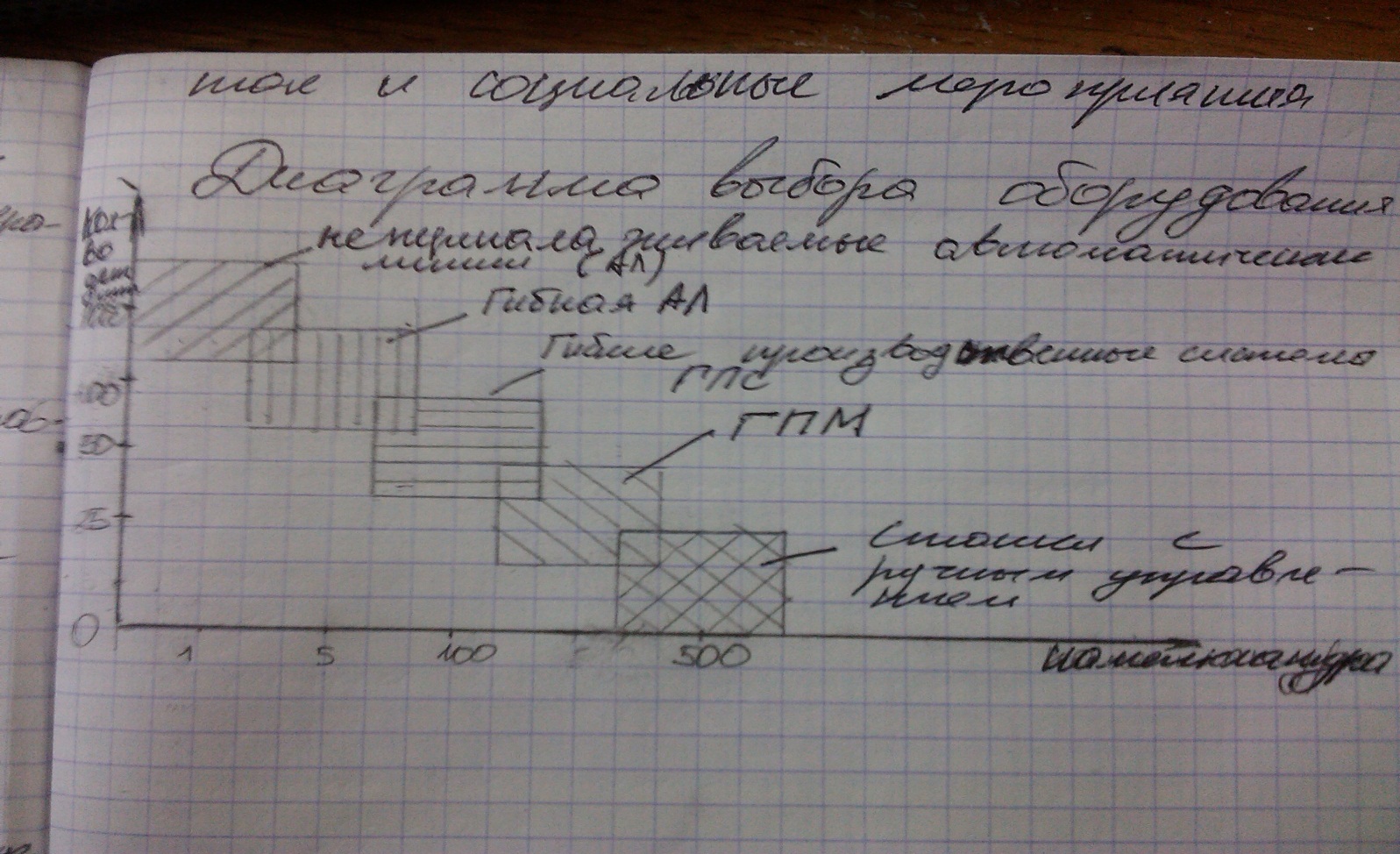
РАЗДЕЛ 1 Общие сведения об автоматизированных системах механической обработки. Тема 1 Автоматические линии станков 1 Вопрос- Понятие и область эффективного применения АЛ 2 – Классификация АЛ 3 – Состав оборудования АЛ 4 – Вспомогательное устройство АЛ Диаграмма выбора оборудования Максимальный эффект от применения АЛ можно получить в условиях массового типа производства Область применения АЛ - Механическая обработка - Окраска - Термообработка - Сборка - Сварка Автоматическая линия – это группа станков автоматов расположенный строго по тех процессу и связанный между собой единой транспортной системой и общей системой управления. Классификация АЛ 1) По построению 1.1) Синхронные 1.2) Не синхронные В синхронных АЛ между станками существует жесткая транспортная связь, все с танки в такой линии работают в одном такте. При поломке одного из станков вся линия останавливается. 2) По способу передачи заготовок от станка к станку 2.1) Прямоточные 2.2) Поточные 2.3) Бункерные 2.4) Роторные Не синхронные АЛ состоят из независимо работающих по времени станков с гибкой транспортной связью которая обеспечиваться следующими способами 1) Изменением длинны транспортной системы 2) Многостаночное обслуживание 3) Использование бункера-накопителя
Состав оборудования - станки - промышленные роботы - конвейеры - бункеры накопители
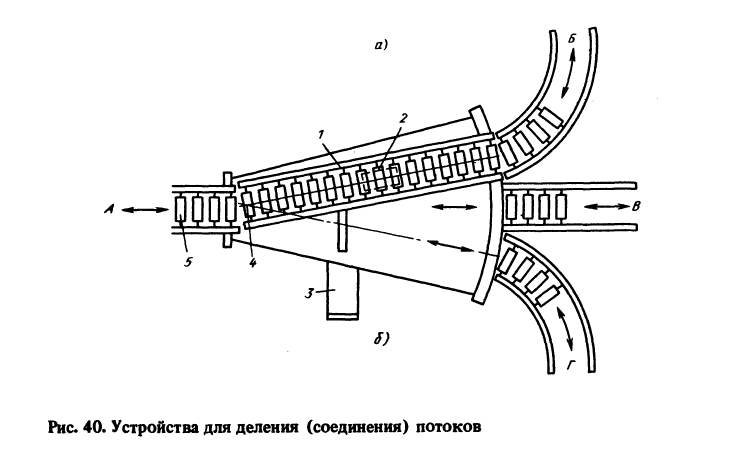
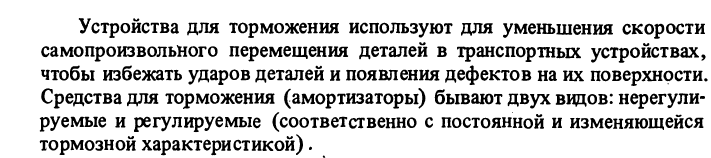
4.1 Классификация вспомогательных устройств стр 68-71 рисунок 4б Устройство для торможения 72-74 Рисунки 41 г,д,е Виды движений вспомогательных устройств
1 2 3 4 5
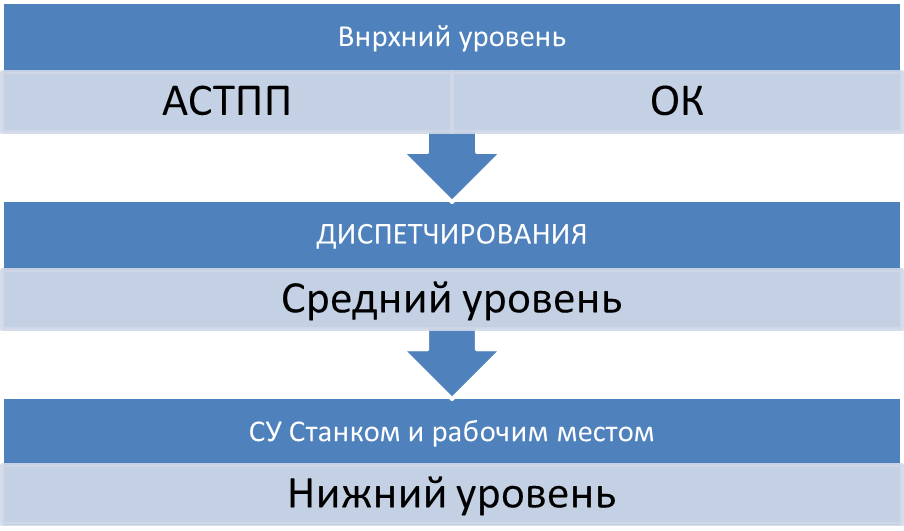
АСТПП –Автоматизированная система технологического подготовки производства ОК – оперативно календарное время. Устройство очистки деталей от стружки Подсистемы верхнего уровня отличаются значительной сложностью выполняемых функций и программно математического обеспечения На среднем уровне координируется работа технологического и транспортного оборудования с работой центрального склада тесно связанго с транспортной системой. Работа технологического и транспортного оборудования находится под постоянным контролем диспетчерской службы и общей системы управления Нижний уровень, система управления станком и другим оборудованием проектируется на базе цифровой вычислительно технике. Системы СЧПУ – они обеспечивают заданную траекторию движения рабочих органов и последовательность команд в соответствии с управляющей программой. СЧПУ обязательно должны иметь связь с уровнем оперативного управления.
Выпаы
Загрузочно разгрузочные устройства или (ЗУ) Стр 28 формула
|