Измененная редакция, Изм. № 3).
6. Сварные соединения Т7, Т8, Т4 следует выполнять в положении «в лодочку» по ГОСТ 11969-79. Угловые швы без скоса кромок разрешается выполнять как в нижнем положении, так и в положении «в лодочку» по ГОСТ 11969-79. 7. Подварочный шов и подварку корня шва разрешается выполнять любым способом дуговой сварки. 8. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных в табл. 53, должна производиться также, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине. Таблица 53 мм
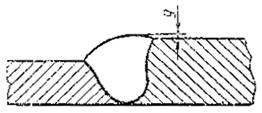
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
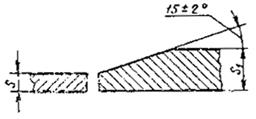
Черт. 1 При разнице толщины свариваемых деталей свыше значений, указанных в табл. 53, на детали, имеющей большую толщину s 1, должен быть сделан скос с одной или с двух сторон до толщины тонкой детали s, как указано на черт. 2, 3 и 4. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
Черт. 2
Черт. 3
Черт. 4 9. Размер и предельные отклонения катета углового шва К, К 1должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке детален толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 3.
|