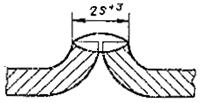
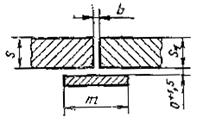
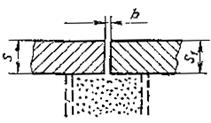
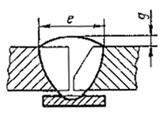
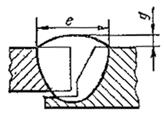
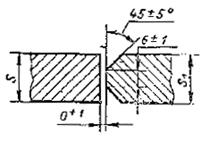
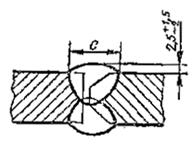
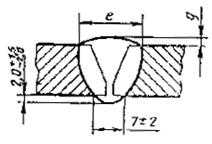
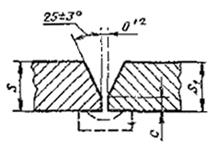
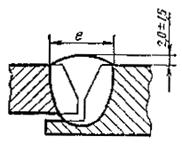
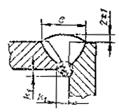
4. Конструктивные элементы сварных соединений и их размеры должны соответствовать указанным в табл. 2-52, сечения предварительно наложенных подварочных швов условно зачернены.
Таблица 2
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
R
i
подготовленных кромок свариваемых деталей
сварного шва
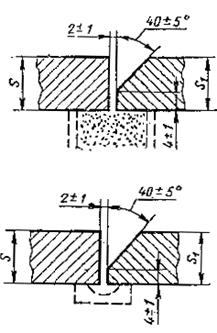
С1
АФ; МФ
1,5-3,0
s- 1,5 s
s- 3 s
* Размер для справок.
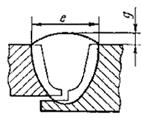
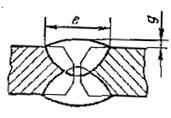
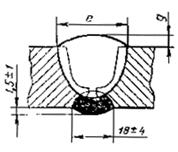
Таблица 3
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
е, не более
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
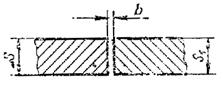
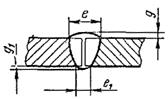
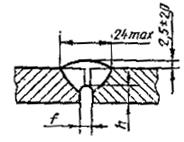
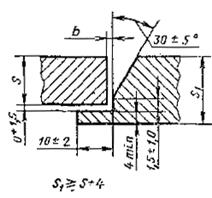
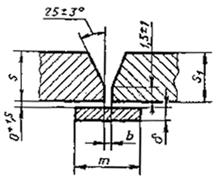
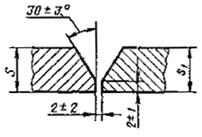
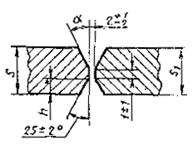
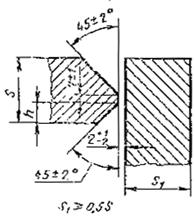
C47
АФ, МФ
+0,3
8,5
1,5
±1,0
Св. 2 до 3
+0,5
Св. 3 до 4
+0,8
2,0
+1,0 -1,5
Св. 4 до 5
+1,0
Св. 5 до 6
Св. 6 до 8
Св. 8 до 10
Св. 10 до 12
Примечание. Способ сварки МФ для s<3 мм применять не рекомендуется.
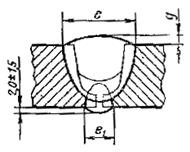
Таблица 4
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
е, не более
g
g1
подготовленных кромок
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
Номин.
Пред. откл.
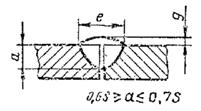
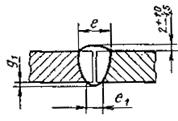
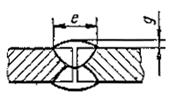
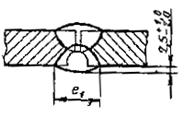
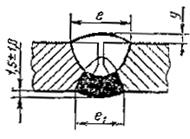
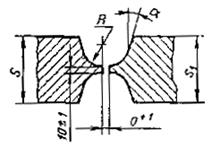
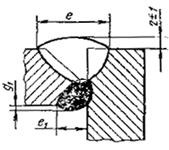
C4
АФф
0,0
+1,0
1,5
±1,0
1,0
±1,0
Св. 2 до 3
1,0
±1,0
Св. 3 до 4
2,0
+1,0
-1,5
1,5
+1,0
Св. 4 до 5
1,5
-1,5
Св. 5 до 6
Св. 6 до 7
2,0
±1,5
2,0
+1,0
-2,0
Св. 7 до 10
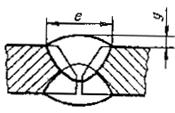
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 s при полном проплавлении кромок. Значение e1 должно быть от 4 мм до 0,5 е.
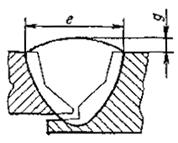
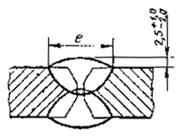
Таблица 5
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
е, не более
g1
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
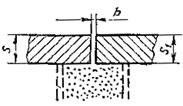
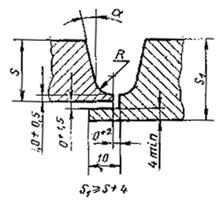
C4
АФм
1,0
+0,5
1,5
+1,0
-1,5
Св. 4 до 5
1,5
+1,0
Св. 5 до 6
Св. 6 до 7
2,0
2,0
+1,0
-2,0
Св. 7 до 10
Св. 10 до 12
4,0
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 s при полном проплавлении кромок. Значение е1 должно быть от 4 мм до 0,5 е.
Таблица 6
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
e1
±4
е, не более
b
g=g1
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
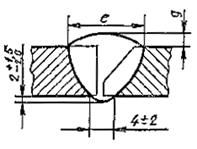
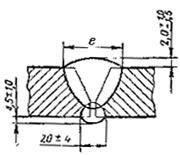
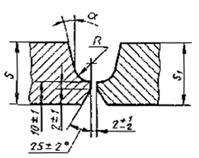
С4
АФп
5-6
+2
1,5
±1,0
7-10
+1,5
-1,0
12-14
16-18
2,0
±1,5
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 s при полном проплавлении кромок.
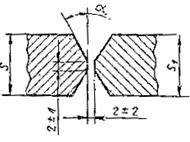
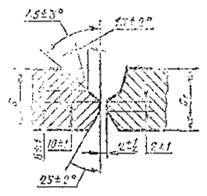
Таблица 7
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
m, не менее
е, не более
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
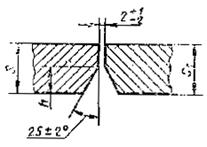
С5
АФо; МФо
1,5
±1,0
1,5
±1,0
Св. 2 до 3
Св. 3 до 4
2,0
2,0
+1,0
-1,5
Св. 4 до 5
Св. 5 до 6
3,0
±1,5
Св. 6 до 7
Св. 7 до 8
Св. 8 до 10
4,0
Св. 10 до 12
5,0
Примечание. Способ сварки МФо для s>;6 мм применять не рекомендуется.
Толщина подкладки должна быть не менее 0,25, но не менее 1,5 мм.
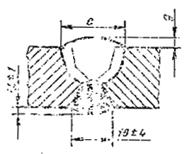
Таблица 8
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
е, не более
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С7
АФ; МФ
+0,3
8,5
1,5
±1,0
Св. 2 до 3
+0,5
Св. 3 до 4
+0,8
2,0
+1,0
-1,5
Св. 4 до 5
+1,0
Св. 5 до 6
Св. 6 до 9
±1,5
Св. 9 до 14
3,0
+1,5
-2,0
Св. 14 до 20
±2,0
Примечание. Способ сварки МФ для s>;6 мм применять не рекомендуется.
Таблица 9
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
е, не более
e1±2
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С7
АФш; МФш
0,5
+0,5
8,5
1,5
±10
Св. 2 до 3
1,0
±1,0
Св. 3 до 4
2,0
+1,0
-1,5
Св. 4 до 5
Св. 5 до 7
1,5
+1,0
-1,5
Св. 7 до 12
2,0
+1,0
-2,0
3,0
+1,0
-2,0
Примечание. Способ сварки МФш для толщин 3 мм ³ s ³6 мм применять не рекомендуется.
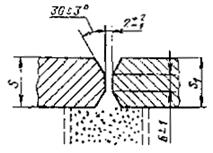
Таблица 10
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
b
е, не более
g
подготовленных кромок
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
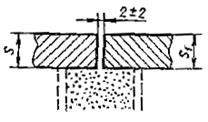
С29
АФф
+1
8,5
1,5
±1,0
Св. 2 до 3
±1
+1,0
-1,5
Св. 3 до 5
2,0
Св. 5 до 6
Св. 6 до 9
Св. 9 до 10
+1,0
-2,0
Св. 10 до 14
2,5
Св. 14 до 16
±2,0
Св. 16 до 22
+1
-2
Св. 22 до 2,6
+1
-2
3,0
+2,0
-2,5
Св. 26 до 30
+2
-1
+2,0
3,0
АФф*
От 6 до 9
±1
2,5
±1,5
Св. 9 до 16
Св. 16 до 24
±1,5
Св. 24 до 32
±2
* Перед сваркой первого шва зазор на № 1/3 толщину основного металла необходимо заполнить флюсом, а затем на оставшиеся 2/3 крупкой из электродной проволоки, окатышами или другим гранулированным металлом.
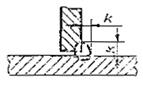
Таблица 11
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = s1
h ±1
f ±2
е, не более
подготовленных кромок свариваемых деталей
сварного шва
С30
АФф
От 16 до 22
Св. 22 до 26
Св. 26 до 32
Таблица 12
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С9
АФф; AФм
От 8 до 9
±3
1,5
±1,0
С. 9 до 10
±4
Св. 10 до 14
2,0
+1,0
-1,5
Св. 14 до 20
2,5
+1,0
-2,0
Примечание. Допускается отсутствие выпуклости обратной стороны шва и местные вогнутости глубиной не более 0,1 s при полном проплавлении кромок.
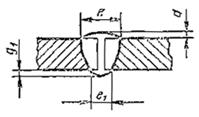
Таблица 13
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
b
d, не менее
m, не менее
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
Номин.
Пред. откл.
С10
АФо; МФо
±1,0
±3
1,5
±1,0
Св. 8 до 10
Св. 10 до 12
±4
2,0
+1,0
Св. 12 до 14
±1,5
-1,5
Св. 14 до 16
2,5
+1,0
-2,0
Св. 16 до 18
Св. 19 до 20
Св. 20 до 24
+1,5
-2,0
Св. 24 до 30
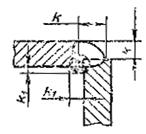
Таблица 14
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s
b
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
Номин.
Пред. откл.
С11
АФо
±1,0
±3
1,5
+1,0
Св. 8 до 10
Св. 10 до 12
±4
2,0
+1,0
Св. 12 до 14
±1,5
-1,5
Св. 14 до 16
2,5
+1,0
Св. 16 до 20
-2,0
Св. 20 до 24
+1,5
Св. 24 до 30
-2,0
Таблица 15
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = si
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин
Пред откл.
Номин.
Пред. откл.
C12
АФ
±3
2,0
+1,0
-1,5
Св. 14 до 16
2,5
+1,0
-2,0
Св. 16 до 20
±4
Таблица 16
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = si
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин
Пред откл.
Номин.
Пред. откл.
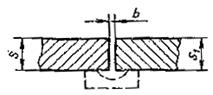
С31
АФф
±2
2,0
+1,0 -2,0
Св. 16 до 20
Св. 20 до 25
Св. 25 до 30
±3
Св. 30 до 35
Св. 35 до 40
±4
Св. 40 до 45
+1,5 -2,0
Св. 45 до 50
Таблица 17
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s = si
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин
Пред откл.
Номин.
Пред. откл.
C32
АФф
±3
2,5
+1,0 -2,0
Св. 16 до 20
Св. 20 до 25
Св. 25 до 30
Св. 30 до 35
Св. 35 до 40
±4
Св. 40 до 45
+1,5 -2,0
Св. 45 до 50
Таблица 18
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
C15
АФ
От 20 до 24
±3
Св. 24 до 28
±4
Св. 28 до 30
Таблица 19
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
с ±1
с
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
C18
АФф
От 8 до 9
±3
1,5
±1,0
Св. 9 до 10
Св. 10 до 12
±4
2,0
+1,0
-1,5
Св. 18 до 14
Св. 14 до 20
2,5
+1,0
-2,0
Св. 20 до 24
±5
Таблица 20
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
e
с ±1
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
С18
АФм
От 12 до 14
±4
Св. 14 до 20
Св. 20 до 26
±5
Св. 26 до 28
Св. 28 до 30
Таблица 21
Размеры,мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
b
d, не менее
m, не менее
e
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
Номин.
Пред. откл.
Cl9
АФо; МФо
±1,0
±3
1,5
±1,0
Св. 8 до 9
Св. 9 до 10
Св. 10 до 12
1,5
Св. 12 до 14
Св. 14 до 16
2,0
+1,0
-1,5
2,0
+1,0
-1,5
Св. 16 до 18
±1,5
±4
Св. 18 до 20
Св. 20 до 22
Св. 22 до 24
Св. 24 до 26
Св. 26 до 28
Св. 28 до 30
Таблица 22
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s
b
e
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
C20
АФо
±1,0
±3
Св. 8 до 9
Св. 9 до 10
Св. 10 до 12
Св. 12 до 14
±1,5
Св. 14 до 16
Св. 16 до 18
Св. 18 до 20
±4
Св. 20 до 22
Св. 22 до 24
Св. 24 до 26
Св. 26 до 28
Св. 28 до 30
Таблица 23
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е
g
с± 2
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С21
АФ;
МФ
От 14 до 16
±3
2,0
+1,0
-1,5
Св. 16 до 20
±4
2,5
+1,0
-2,0
Св. 20 до 24
С в.24 до 30
3,0
Примечание. При способе сварки МФ притупление с =3±1 мм.
Таблица 24
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
C21
Афк; МФк
±4
2,0
+1,0
-1,5
Св. 14 до 16
2,5
+1,0
-2,0
Св. 16 до 20
±5
Св. 20 до 24
±6
Св. 24 до 30
±7
Таблица 25
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
h ±1
е
e1±2
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С21
АФш; МФш
От 5 до 7
±3
1,5
±1,0
Св. 7 до 8
Св. 8 до 9
±4
Св. 9 до 10
Св. 10 до 12
2,0
+1,0
-1,5
Св. 12 до 14
Таблица 26
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е ±4
подготовленных кромок свариваемых деталей
сварного шва
C33
АФф
От 14 до 18
Св. 18 до 24
С в.24 до 30
Таблица 27
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е
g
R ±1
a, ° ±1°
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С34
АФо
±4
2,5
+1,0
-2,0
Св. 16 до 20
Св. 20 до 25
Св. 25 до 30
Св. 30 до 35
±5
Св. 36 до 40
С в. 40 до 45
±6
+1,5
2,0
Св. 456 до 50
Св. 50 до 55
±7
3,0
+1,5 -2,5
Св. 55 до 80
Таблица 28
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s
е
g
R± 1
a, ° ±2°
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С35
АФо
±4
2,5
+1,0 -2,0
Св. 16 до 20
Св. 20до 25
Св. 25 до 30
Св. 30 до 35
±5
Св. 35 до 40
+1,5 -2,0
Св. 40 до 45
±6
Св. 45 до 50
Таблица 29
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
с± 1
R±
е
е1± 4
g
a, ° ±1°
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С23
АФк
±4
2,5
+1,0 -2,0
Св. 24, до 26
Св. 26 до 28
Св. 28 до 30
Св. 30 до 32
Св. 32 до 34
Св. 34 до 36
Св. 36 до 38
Св. 38 до 40
Св. 40 до 42
+1,5 -2,0
Св. 42 до 45
±5
Св. 45 до 48
Св. 48 до 50
Св. 50 до 55
Св. 55 до 60
±6
2,5
Св. 60 до 65
Св. 65 до 70
Св. 70 до 80
±7
Св. 80 до 90
±8
Св. 90 до 100
±. 9
Св. 100 до 110
4,0
+2,0
-3,0
Св. 110 до 115
Св. 115 до 120
Св. 120 до 125
±10
Св. 125 до 130
Св. 130 до 140
±11
Св. 140 до 150
±12
Св. 150 до 160
Таблица 30
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
e
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
С36
АФф
±2
2,5
+1,0
-2,0
Св. 20 до 22
Св. 22 до 24
Св. 24 до 26
Св. 2б до 28
Св. 28 до 30
±3
Св. 30 до 32
Св. 32 до 34
Св. 34 до 36
Св. 36 до 38
Св. 38 до 40
+1,5
-2,0
Св. 40 до 42
Cв. 42 до 45
±4
Св. 45 до 48
Св. 48 до 50
Св. 50 до 55
Св. 55 до 60
Таблица 31
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
C37
АФо
±2
2,5
+1,0
-2,0
Св. 16 до 20
Св. 20 до 25
±3
Св. 25 до 30
Св. 30 до 35
±4
Св. 35 до 40
Св. 40 до 45
Св. 45 до 50
±5
+1,5
-2,0
Св. 50 до 55
Св. 55 до 60
Таблица 32
Размеры, мм
Условное обозначение сварного соединения
Конструктивные элементы
Способ сварки
s=s1
е
g
подготовленных кромок свариваемых деталей
сварного шва
Номин.
Пред. откл.
Номин.
Пред. откл.
C25
АФ;
МФ
От 18 до 25
±4
2,5
+1,0
-2,0
Св. 25 до 38
±5
Св. 38 до 48
+1,5
-2,0
Св. 48 до 54
Св. 44 до 60
Примечание. При способе сварки МФ притупление с=3±1 мм.
ТЕОРЕТИЧЕСКАЯ МЕХАНИКА Статика является частью теоретической механики, изучающей условия, при которых тело находится под действием заданной системы сил...