Описание рабочего места оборудования и инструменты
План квалификационной работы. Раздел. Оборудования и инструменты на рабочем мести сварщика. Раздел. Технология и техника сварки металлоконструкций, основные требования техники безопасности при сварки. Раздел. Перечень применяемой литературы.
Описание рабочего места оборудования и инструменты 1. П/Автомат А-765 2. Подающий механизм 3. Шкаф управления 4. Источник питания преобразователь ПСГ-500 5. Держатель, сменные зубчатые колёса и сменные мундштуки 6. Сборочная плита 7. Стяжённые плиты
Полуавтомат А-765преднозначен для сварки и наплавки сплошной и порошковой проволокой открытой дугой. Он обеспечивает механизированную подачу проволоки в зону сварки, возможность сварки в труднодоступных местах и обслуживания значительной производительной площади при небольшом вспомогательном времени. В комплекте полуавтомата входят: подающий механизм, набор шлангов, шкаф управления, фигурка для электродной проволоки и запасные детали, источник питания ПСГ-500, держатель. Технические данные: номинальный ток до500А, диаметр проволоки 1,6-3мм, скорость подачи проволоки 58-582м/час.
Подающий механизм предназначен для подачи проволоки к держателю. В механизм входят: асинхронный трёхфазный двигатель переменного тока, с напряжением 36В и редуктор в котором находится 5 червячных пар и имеются пара зубчатых сменных колёс. Особенностью механизма подачи является, все ролики являются ведущем, по прижатие проволоки минимально. Подключать кабели и шланги, и проволоку с обеих сторон. Регулирование скорости подачи проволоки ступенчатое за счёт сменных колес.
Шкаф управления предназначен для нормальной работы П/автоматом в процессе сварки. В корпусе находится малогоборитный трансформатр для питания подающего механизма, силовой контактор, промежуточное реле. На лицевой стороне находится амперметр, вольтметр, регулятор напряжения тока, и тумблеры вкл.и выкл. Источники питания является преобразователь с жёсткой характеристикой ПСГ-500. Преобразователь предназначен для преобразования переменного тока в постоянный механическим путём.
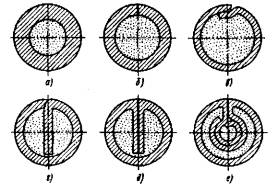
Преобразователь состоит из двух частей, 1 двигатель трёхфазного переменного тока, 2 сварочный генератор. На одном валу с двигателем располагается генератор. Неподвижной частью генератора является магнитные полюса, основные (2-4) вспомогательные (2-4). Полюса имеют обмотку возбуждения, они создают магнитное поле. Подвижной частью является якорь генератора. Она имеет сердечник из листов с пазами отверстиями, в них располагаются обмотки (8-10штук) на валу якоря находится коллектор из медных пластин изолированных друг от друга. Он предназначен для преобразования переменного тока в постоянный. Выпрямлённый ток с коллектора снимается через щётки от них ток передаётся наклёмник (-)и(+). На приоброзователе имеется контролирующие приборы амперметр, вольтметр. На корпусе имеется два рым-болта. Работа. При вращение двигателя вращается якорь генератора. Обмотки пересекают магнитный ток, За счёт коллектора ток выпремляется и подается на клеммы. Технические данные преобразователя ПСГ-500 тип генератора ГСГ-500; напряжения сети 220-380; номинальное напряжения 35в; номинальный сварочный ток 500А; пределы регулирования 50-500А; КПД-65% однокорпусной на колёсах.
Вспомогательные оборудование. Сборочные плиты на них производят сборку с большой точностью. Их изготавливают из чугуна с пазами под анкерные болты, они необходимы для закрепления переменных устройств.
На рабочем месте, где я произвожу сварку опоры, должен быть основной и вспомогательный инструмент. Основным инструментом является держатель. Держатель предназначен для подачи проволоки и тока в зону сварки и подвода сварочного тока. Он имеет изолируемую рукоятку, к которой проводят сварочный кабель, провод на кнопку управления, шланг подачи проволоки со с спиралью, изолированная гнутая трубка и семейный и мундштук.
Вспомогательный инструмент: Металлическая щётка предназначена для зачистки кромок перед сваркой, для очески металла от грязи, ржавчины перед сваркой и шлака после сварки. Шлиф машинка с абразивным кругом, для зачистки металла. Дисковая механическая щётка предназначена для зачистки большой поверхностей металла.
Зубило применяют для вырубки дефектных мест сварочного шва.
Пневмозубило предназначен для подработки кромок, разделки трещин, значительно увеличивает производительность.
Молоток с заострённым концом применяют для удаления шлака со сварочных швов и для поставки личного клейма.
Измерительный инструмент (линейка, рулетка, чертилка, циркуль, угольник, и т.д.)применяют для разметки.
Для сборки траверса, я буду применять шаблоны и щупы, шаблоном проверяется угол разделки кромок, смещения деталей, щупом проверяется сварочные зазор.
1. Для угла разделки кромок; 2. Для прямого угла; 3. Для превышение кромок; 4. Зазор между листами при нахлёсточном соединение; 5. Зазор при сварки тавровых и стыковых соединений;
К принадлежностям сварщика относится: спецодежда куртка, брюки, голицы из асбестовой ткани. Брюки носят на выпуск, а куртку не заправляют в брюки, куртка должна застегиваться на все пуговицы. Головной убор одевают без козырька, а обувь на резиновой подошве. Щётки и маски применяют для предохранения глаз и кожи лица сварщика от вредного влияния электрических лучей брызг расплавленного металла. Применяются светофильтры светофильтр это тёмное стекло, предназначенные для защиты зрения сварщика от воздействия сварочной дуги. Светофильтры подбирают в зависимости от величины тока, в соответствии с таблицей для сварки.
Для сварки траверса я буду применять светофильтр С-7.
Для сборки с варки траверса я буду применять вспомогательные оборудование: Струбцина служит для сборки сварки изделия перед сваркой. В основном используют в единичном производстве, на монтаже и в строительстве.
Перед началом работы я должен подготовить рабочее место. Осмотреть источник сварочного места для выявления повреждений наружных частей. Проверить надёжность подключения сварочных проводов к зажимам источника тока и свариваемому изделию. Проверить состояния заземления источника тока. На рабочем месте не должно быть не чего лишнего, не должно быть легко воспламеняющих материалов. Инструмент и приспособления должны находится на своем месте. Перед работой я должен ознакомится с чертежом.
2.Технология и техника сварки метало конструкций На рабочем месте я свариваю траверса. Траверс это жесткая конструкция, она состоит из швеллеров и листов изготавливается из стали ВСТ3СП (Медь (Cu), не более0.30; Мышьяк (As), не более0.08 Фосфор (P), не более0.04; Хром (Cr), не более0.30; Сера (S), не более0.05; Никель (Ni), не более0.30 Несущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат(5-й категории) для несущих элементов сварных конструкций, работающих при переменных нагрузках: при толщине проката до 25мм в интервале температур от -40 до +425°С; при толщине проката свыше 25мм — от -20 до +425°С при условии поставки с гарантируемой свариваемостью. Для сварки траверса я применяю специальную порошковую проволоку. Сварочная проволока состоит из трубчатой части (оболочка) толщенной 0,2-0,5мм внутри флюсовый сердечник (наполнитель) состоящий из газообразующих, шлакообразующих, и легирующих материалов. Наполнитель также называется шлихтой. По составу флюсовый сердечник делится на 2 группы. 1 рутилового, 2.основного. 1.Проволока рутилового типа имеет основной компонент рутил. Применяется для точного металла и имеет особенности мало чувствителен к влаге и ржавчине, но мало производительна. 1. Трубчатая или целендрическая. 2. Одназагибная 3. Трубчатая в нахлёс и замок. 4. Двух цилиндрическая
Менее производительная (1) Более производительная (4;5). 2. В проволоки основного типа используется мрамор. Проволока более чувствительна к влаге и ржавчине, не допускается сварка длинной дугой. Но зато имеет высокую производительность, высокое качества шва. Для сварки траверса я буду применять сварочную проволоку СВ08Г2С. Омедненная сварочная проволока СВ08Г2С применяется в сварочных станках для сварки низкоуглеродистых и углеродистых сталей. В силу своего состава способна создавать сверх прочный, качественный шов, что позволяет выполнять сложные сварочные операции. Проявила свою популярность во многих сферах, требующих присутствия сварочных работ: изготовление медицинского, промышленного и других видов сложно-конструктивного оборудования; судо и машиностроении. Проволока должна отвечать требованиям не должна иметь повреждений, вмятин, ржавчины. Партия проволоки должна иметь сертификат, в котором указывается марка, хим., состав, мех., свойства результаты испытаний. Каждый моток должен иметь бирку, где указывается марка проволоки, диаметр, изготовления, клеймо ОТК, хранится должна при температуре +15, при влажности 50%. Срок хранения от 4 до 12 месяцев. Сущность сварки заключается в том, что дуга горит между проволокой состоящей из трубки и порошкообразного сердечника. При этом вмести с металлом расплавляется флюсовый сердечник и создается защита шлаковая и газовая, для сварочной ванны и расплавленного металла. Сварку траверса я произвожу в соответствии с выбранным режимом сварки. Режимом сварки называется сумма показателей (элементом режима) определяющих устойчивое горение дуги хорошее формирования шва, заданных размеров и качеств. Режим сварки состоит из отдельных элементов, к ним относятся величина тока, скорость сварки, диаметр проволоки, напряжение дуги, наклон проволоки, наклон изделия.
Сварка траверса это сложный технический процесс, состоящий из следующих операций. 1.Подготовительная операция. Перед сваркой сварщик должен произвести подготовительные работы; Внешний осмотр заготовок или деталей (выявить деформированные и дефектные детали или заготовки) Исправление дефектных деталей (правка). Деформированные детали при толщине до 5мм подвергаются рихтовки кувалдой, более толстый металл исправляют давлением под прессом. Разметка и зачистка. Разметка производится при необходимости для установки отдельных деталей при сборке и прихватке. Разметка производится разметочным инструментом (линейкой, рулеткой, чертилкой, разметочным циркулем, угольником и т.д). Зачистка кромок от коррозии, грязи, следов краски, масел. Зачистка кромок производится на ширину 20-30мм, в монтажных условиях механической щёткой, шлиф машинкой, ручной металлической щёткой. Для некоторых сплавов может применятся химическая обработка кромок (протравление). Разделка кромок обычно производится заранее на заготовках механическим путём. Для ответственных конструкций механическая обработка обязательна. Допускается разделка кромок газорезкой, дуговой или воздушно дуговой резкой.
С последующей обработкой шлиф машинки.
2. слесарно-сборочная операция. Для изготовления сварных конструкций высокого качества, необходима правильная сборка деталей, изделий. Сборка - это установка деталей конструкций в соответствии с размерами и положении на чертеже. Сборка траверса производится на сборочной плите. При этом производится прихватка собираемых деталей. Прихватка- это короткий шов до 50-80 мм, той же маркой электрода, каким производится сварка, но меньшего диаметра(порошковой проволокой). Катет шва для прихватки не должен превышать более 2-4мм. Перед сваркой прихватки зачищаются. 3. сварочная операция. Траверс сваривается из стали ВСТ3СТ-это несущие и ненесущие элементы сварных и не сварных конструкций и деталей, работающих при положительных температурах. Фасонный и листовой прокат (5-й категории) толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от —40 до +425 °С. Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от —40 до +425°С при условии поставки с гарантируемой свариваемостью. При сварке траверса встречаются нахлёсточные, стыковые, тавровые соединения. Сварку производят короткой дугой. При увеличении усиливается разбрызгивания и ухудшается защита, возрастает выгорание элементов содержащихся в проволоке. При слишком низкой дуге падает напряжение, в ней ухудшается стабильность горения дуги плохое формирования шва, появления в шве шлаковых включений. Особое внимание на рекомендуемый вылет электрода, при уменьшении мундштук забрызгивается, возможно приварка проволоки, образования дефектов шва. При увеличении вылета проволока, она нагревается и приводит к преждевременному выгоранию. Нужно следить, что бы шлак не затекал перед проволокой проволока должна перемещаться к раю сварочной ванны. Колебательные движения производят: вытянутой спиралью или змейкой. Сварные стыковые соединения угол отклонения от вертикали может быть до 15* в некоторых случаях угол может меняться 60-70*.
При сварке угловых, тавровых соединений угол отклонения от стенки 35-45* в некоторых случаях 45-60*. Сварку всех видов соединений в нижнем положении выполняются углом назад, не допускается вытекание металла.
5. Контрольная операция. Все швы должны быть защищены от капель. Производится обезательный внешний осмотр по всей длене шва. При необходимости применятся более точные способы контроля. Для повышения производительности труда и улучшение качества сварных швов мной. Мной разработана технологическая карта сборки и сварки траверса
Техника безопасности при сборке и сварки конструкций. Охрана труда, прежде всего, направлена на предотвращения не с частных случаев и травм. В процессе сварочных работ необходимо соблюдать правила гигиена труда. При сварочных работах в производственных помещениях не должна быть большого шума, который утомляет меня. Хорошее освещение рабочего места, освещение должно быть основное. Если сварка в закрытом и в тёмном помещении должно быть освещение 12-36В. В закрытом помещение должна быть вентиляция. Защита от поражения электрическим током. Для предотвращения поражения электрическим током при сварочных работах необходимо соблюдать следующее;
3.Раздел. Перечень применяемой литературы. Конспект по: ОТТС; ТПСК. Москва Академия 2010 Г. Г. Чернышов, Москва Академия 2010 В. С. Милютин, В.И.Маслов «Сварочные работы» Москва «Академия-2009».
|