Пример 5 . Определение замеров на индикаторном нутромере
Рис. 14. Отсчет на индикаторном нутромере
На рис.14 а) нутромер был настроен на размер 68 мм, положительные отклонения (0,06), полученные при прямом ходе, отнимают. Показания нутромера будут равны 68 мм – 0,06 мм = 67,94 мм; на рис. 14 б) получены отрицательные отклонения (0,17) значений, их прибавляют, поэтому показания будут равны 68 мм + 0,17 мм = 68,17 мм.
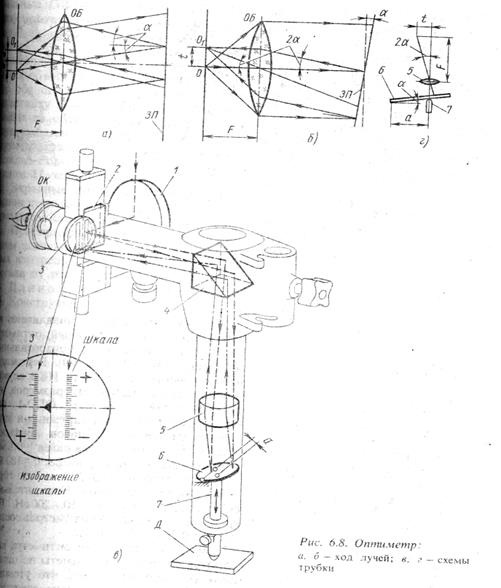
Оптико-механические приборы. В одних приборах этого типа (измерительных машинах, длиномерах, измерительных микроскопах, проекторах) повышение точности отсчета и точности измерений достигается благодаря значительному оптическому увеличению измеряемых объектов (или шкал); в других (оптиметрах, ультраоптиметрах) — сочетанием механических передаточных механизмов с оптическим автоколлимационным устройством. Все эти приборы широко применяют в измерительных лабораториях и цехах. Они могут быть как контактными (оптиметры, длиномеры, измерительные машины), так и бесконтактными (микроскопы, проекторы) и позволяют измерять детали по одной (оптиметры, длиномеры), двум (микроскопы, проекторы) или трем (универсальные измерительные микроскопы, специальные измерительные машины) координатам. Оптиметры (рис. 15) выпускают с ценой деления шкалы 0,001 мм. В их схеме использован принцип автоколлимации — свойство объектива ОБпревращать пучок расходящихся лучей, исходящих из точечного источника света О, расположенного в фокусе объектива ОБ, в пучок параллельных лучей, который после отражения плоским зеркалом собирается в том же фокусе объектива. Если источник света О расположить не в фокусе объектива, а в его фокальной плоскости на расстоянии а от главной оптической оси (рис. 15, а), то один из лучей (центральный) пройдет по побочной оптической оси, а остальные, преломившись, пойдут параллельно побочной оптической оси. Встретившись с зеркальной плоскостью ЗП, перпендикулярной к главной оптической оси, лучи возвратятся параллельным пучком и, преломившись в объективе, соберутся в точке О1 симметричной точке О и находящейся на расстоянии а по другую сторону от главной оптической оси. Если же источник света расположен в фокусе объектива, а зеркальная плоскость ЗП находится под углом а к главной оптической оси(рис. 15, б), то лучи, отразившись от зеркала, пойдут под углом 2a к главной оптической оси и, преломившись в объективе, сойдутся в точке 01 отстоящей от точки О на расстоянии t. В конструкциях трубки оптиметра используют обе описанные схемы.
В трубке, показанной на рис.15, в, от источника света лучи направляются зеркалом 1 и призмой 2 на шкалу, на которой нанесено 200 делений. Шкала и указатель нанесены на плоскость стеклянной пластинки 3, расположенной в общей фокальной плоскости объектива 5 и окуляра ОК. Штрихи шкалы расположены по разные стороны относительно главной оптической оси. Лучи пойдут соответственно схеме, показанной на рис. 15а. Пройдя шкалу, луч попадает на призму 4 и, повернув на 90°, проходит через объектив 5. Выйдя из объектива, луч отразится от зеркала 6 и возвратится в фокальную плоскость объектива со смещением в горизонтальном направлении относительно главной оптической оси. Горизонтальное смещение используется для того, чтобы наблюдать изображение шкалы отдельно от самой шкалы. Изображение шкалы будет смещаться и в вертикальном направлении по отношению к главной оптической оси, так как с перемещением измерительного стержня 7, опирающегося на измеряемую деталь Д, будет изменяться наклон зеркала 6 на угол α, что вызовет отклонение отраженных от зеркала лучей на угол 2a. При этом, изображение шкалы переместится в вертикальном направлении относительно неподвижного указателя на величину t (соответственно схеме, показанной на рис. 15, б). В оптиметре использован принцип оптического рычага: малым плечом рычага является расстояние а от точки опоры качающегося зеркала 6 до оси измерительного стержня 7, большим — фокусное расстояние Fобъекта, (рис. 15, г). Трубку оптиметра устанавливают на вертикальной (вертикальный оптиметр) или горизонтальной (горизонтальный оптиметр) стойке (рис. 16). Вертикальный оптиметр ОВО-1 или ИКВ служит для измерения наружных размеров, горизонтальный оптиметр ОГО-1 или ИКГ — для измерения наружных и внутренних размеров. Диапазон показаний шкалы трубки оптиметра равен ±0,1 мм; диапазон измерений прибора: 0—180 мму вертикального и 0-350 мм у горизонтального оптиметра. Измерительная сила равна примерно 50—200 сН. Погрешность показаний оптиметров составляет ±0,2 - ±0,7 мкм.
Через окуляр трубки оптиметра приходится производить отсчета по шкале, пользуясь одним глазом, что утомляет контролера. Для облегчения отсчета на окуляр устанавливают проекционную насадку 1 (рис. 16) на экране 2 которой можно наблюдать изображение шкалы оптиметра обеими глазами. Выпускают горизонтальные проекционные оптиметры ОГЭ-1 с ценой деления шкалы 1 мкм и вертикальные ОВЭ-02 с ценой деления 0,2 мкм. У этих оптиметров отсчет результата измерения производится по шкале, проецируемой на экран. Экранные приборы сложнее и дороже, чем окулярные. Однако повышение стоимости прибора окупается большим удобством работы, меньшей утомляемостью и ростом производительности труда контролеров. Приборы с оптическим рычагом (оптиметры) имеют небольшие диапазоны показаний по шкале, поэтому их применяют только для сравнительных измерений, например для определения отклонения искомого размера детали от известного размера блока концевых мер. Длиномеры. Для абсолютных измерений (вертикальных и горизонтальных) от 0 до 100 мм используют более массивные оптико-механические приборы – длиномеры. Рассмотрим принцип работы вертикального длиномера (рис.17,а). Конструкция длиномера соответствует принципу Аббе, т. е. основная шкала 4 является продолжением измеряемой детали 1. Стеклянная шкала имеет деления от 0 до 100 мм. В пиноли 3 закреплен измерительный наконечник 2. Сила тяжести пиноли уравновешена противовесом 8, перемещающимся на нити 7 внутри масляного демпфера 9. Для регулирования измерительной силы используют шайбы 6. Отсчеты по шкале освещаемой источником света 5, производятся с помощью отсчета микроскопа 5 (спирального микрометра) со спиральным нониусом. Спиральный нониус (рис. 6.11,6) состоит из окуляра ОК и двух стеклянных пластинок, установленных одна над другой. На неподвижной пластинке 1 нанесена шкала 2, имеющая десять штрихов с ценой деления 0,1 мм, расположенная в поле зрения окуляра. На пластинке 5 нанесена двумя эквидистантными линиями спираль Архимеда 3 и круговая шкала разделенная на 100 делений. Расстояние между витками архимедовой спирали (шаг l) равно длине деления (0,1) шкалы 2 (рис. 6.11, в). Одному обороту пластинки 5 (см. рис. 6.11,6), т.е. 100 делениям ее кругой шкалы, соответствует поступательное перемещение точки спирали вдоль радиальной прямой, равное одному шагу спирали. Таким образом, одному делению круговой шкалы будет соответствовать отсчет, равный 0,1/100 =0,001 мм В поле зрения микроскопа (рис. 6.11, г) видны штрихи миллиметровой шкалы МШ (45, 46, 47), (один из штрихов находится в зоне линейной шкалы 2), часть круговой шкалы 4 и дуги витков двойной архимедовой спирали 3. Для снятия показаний поворачивают пластинку 5 (с помощью конической зубчатой передачи 7 и головки 6, см. рис. 6.11, б) до тех в пока дуги одного витка двойной спирали не расположатся симметрия около того штриха миллиметровой шкалы, который находится в пределах шкалы 2 (46 мм). Целые миллиметры отсчитывают по штрихам, обозначенным на миллиметровой шкале, десятые доли миллиметра — по линейной шкале 2 (0,3 мм), сотые и тысячные доли — по круговой шкале 4 (0,062 мм). Отсчет, показанный на рис. 6.11, г, равен 46,362 мм. В настоящее время вместо длиномеров ИЗВ-1 выпускают более компактные длиномеры ИЗВ-2. Изготовляют также горизонтальные длиномеры ИКУ-2, в которых устройство экранного типа ускоряет снятие отсчета. На длиномерах по основной шкале возможны измерения в пределах 0—100 мм. Наружные диаметры и длины можно измерять в пределах 0—200 мм на вертикальных и в пределах 0—350 мм — на горизонтальных длиномерах. Измерительная сила 1,2 —2 Н (~ 120—200 гс). Характерной особенностью развития современной измерительной техники является переход от экранных к цифровым отсчетным устройствам. Последние сложнее и дороже, но удобнее в работе (процесс измерения и записи результатов измерения фактически полностью автоматизирован. Применение цифровых отсчетных устройств снижает утомляемость и повышает производительность труда контролеров, а также позволяет непосредственно вводить цифровые результаты измерений в электронную цифровую вычислительную машину (ЭЦВМ) и в автоматизированную систему управления производством (АСУП), связанную с учетом качества выпускаемой продукции. Примером такого прибора является длиномер, показанный на рис. 6.11, д. На цифровом табло этого прибора виден измеренный размер, который может быть автоматически отпечатан на цифропечатающей машине, подключаемой к прибору. Такие длиномеры выпускают с ценой деления 0,1; 0,2; 0,5 и 1,0 мкм; пределы измерения всего прибора — от О до 100 мм при абсолютном измерении и от 0 до 200 мм при относительном. Измерительные машины. Для контроля сложных корпусных деталей, точных измерений больших длин, расстояний между осями отверстий и в других случаях применяют измерительные машины. Измерительная однокоординатная машина типа ИЗМ (рис. 6.12, а, б) имеет жесткую станину 9, по направляющим которой могут перемещаться пинольная 1и измерительная 5 бабки. Пинольная бабка 1 с установленной в ней трубкой 2 может перемещаться в пределах всей длины направляющих станины 9, а измерительная бабка 5 с оптиметром 6 и отсчетным микроскопом 7 — только в пределах 100 мм. Предварительно измерительную бабку устанавливают с помощью реечной передачи, а точно — микрометрическим винтом 8. К обеим бабкам на кронштейнах 11 и 17 присоединены две одинаковые оптические системы, состоящие из призм 12 и 16 и объективов 13 и 15, которое перемещаются вместе с бабками.
На станине 9 находится дециметровая шкала, на которой через каждые 100 мм (т. е. через каждый дециметр) расположены отдельные стеклянные пластины 14 с нанесенными на них двойными штрихами с цифрой. Если верхний предел измерений машины равен 1000 мм (ИЗМ-1), то таких дециметровых интервалов будет девять, т. е. до полного верхнего предела измерений не хватает одного дециметра. Недостающий дециметр заменяет стеклянная шкала 10 длиной 100 мм с ценой деления 0,1 мм. В пинольной бабке 1 смонтирована низковольтная лампа накаливания 18, служащая для освещения стеклянных пластин 14, над которыми устанавливают бабку. Лучи света, освещающие пластину со штрихами, отражаются в призме 16 в горизонтальном направлении и, пройдя через объектив 15, идут параллельным пучком. Объектив 13 собирает параллельный пучок лучей который, отразившись в призме 12, дает в плоскости стеклянной шкалы 10изображение двойного штриха и номера стеклянной пластины 14, которые вместе с делениями шкалы 10 наблюдаются в поле зрения микроскопа 7. Для установки измеряемых объектов на машине служат регулируемые люнеты 3 (для длинных деталей) и универсальный столик 4 (для коротких деталей). Перед измерением пинольную бабку помещают над той стеклянной пластиной, которая соответствует числу целых сотен миллиметров, содержащихся в размере. Измерительную бабку отодвигают вправо и на люнетах или универсальном столике помещают измеряемый объект. После этог«Я измерительную бабку придвигают до контакта наконечника оптиметра с измеряемым объектом и последний выравнивают по линии измерения. После выравнивания объекта измерительную бабку перемещают микрометрическим винтом 8 до совмещения изображения двойного штриха -с ближайшим штрихом шкалы 10. Отсчет по микроскопу и оптиметру при установке машины на нуль показан на рис. 6.12, в. Измеренный размер равен сумме отсчетов сотен миллиметров по двойному штриху, десятком единиц и десятых долей миллиметра — по стомиллиметровой шкале 10, сотых и тысячных долей миллиметра — по шкале оптиметра (с учетом знака). На рис. 6.12, г отсчет равен 562,195 мм. Трехкоординатная измерительная машина фирмы «Ferranti» показана на рис. 6.13. Измеряемую деталь закрепляют на столе 7, который можно перемещать вручную на высоту до 400 мм. Стол можно наклонять на угол ±2°, что необходимо для выравнивания детали перед измерением. Если у измеряемой детали нужно определить расстояние между осями отверстий, то машину используют как двухкоординатную. При этом конический измерительный наконечник 1 вводят вручную в каждое отверстие. Благодаря своей конической форме наконечник 1 самоцентрируется по оси измеряемого отверстия. При этом каретка 3 и кронштейн 6 занимают положения по осям У и X, соответствующие действительным координатам оси отверстия. Измерительный стержень 2 может перемещаться по оси 2 в направляющей втулке 5. Отсчет обеих координат производится абсолютным методом по двум цифровым табло 4. Значения координат могут автоматически фиксироваться с помощью электрической цифропечатающей машинки или регистрироваться путем пробивки перфорации в ленте. Перфоленту вводят в считывающее устройство, позволяющее автоматически сравнивать результаты измерений с заданными значениями обеих координат отверстия, которые хранятся в памяти считывающего устройства. Результаты сравнения показываются на цифровом табло 4 и печатаются на машинке. Если результат измерений выходит за границы поля допуска, то запись отклонений производится красным цветом (при этом срабатывает также сигнальное звуковое устройство). Для отсчета перемещений измерительного стержня по каждой из координат используют сопряжение двух растров (рис. 6.13, б). Измерительный растр 1 закреплен на подвижной части машины, индикаторный 2 — на неподвижной. Оба растра имеют 200 штрихов на 1 мм длины. Растры 1 и 2 расположены на расстоянии 0,01 мм. При этом штрихи короткого растра 2 находятся под малым углом φ к штрихам растра 1. В местах наложения штрихов растра 2 на промежутки между штрихами растра 1 образуются затемнения (муаровые полосы). Шаг Р муаровых полос (расстояние между двумя соседними полосами) зависит от угла ф и величины шага I штрихов растров При перемещении подвижной части машины муаровые полосы перемещаются в направлении, перпендикулярном к направлению движения растра 1. По одну сторону растровой системы помещен источник света, а по другую фотоэлемент, перед которым установлена щелевая диафрагма. При движении растра 1муаровые полосы периодически затемняют щель в диафрагме. При этом изменяется ток в фотоэлементе, который связан с цифровым счетчиком числа пройденных муаровых полос. По показаниям счетчика определяют величину перемещения растра 1. Растровая измерительная система (рис. 6.14) создана для высокоточных измерений линейных размеров и перемещений подвижных частей машин и приборов. Принцип ее действия основан на преобразовании светового потока, проходящего через две растровые решетки — измерительную Риз и индикаторную Рин Измерительную решетку закрепляют на подвижной части прибора или станка (например, на пиноли длиномера или на столе координатно-расточного станка), положение или перемещение которой измеряют. Измерительную головку с индикаторной решеткой устанавливают на неподвижной части прибора или станка. В головке размещен осветитель, состоящий из лампы накаливания Л и конденсора К. Свет от осветителя проходит через измерительную и индикаторную решетки на матрицу фотодиодов Ф. С одного из фотодиодов матрицы сигнал снимается на точную ступень отсчетного устройства, служащую для отсчета перемещений в диапазоне одного шага, равного 0,1 мм. Растровая измерительная система обладает большой универсальностью. Она может быть применена для измерения малых и больших длин (до 1 м и более), измерения углов в диапазоне 360° с погрешностью не более 0,5", для координатных измерений и т. д. Кроме высокой точности, ее преимуществом является имеющаяся возможность выхода на электронную цифровую вычислительную машину и цифровую пишущую машинку в цифровом коде. Измерительный сигнал может быть подан также на сервопривод для приведения подвижных частей станка в заданное положение при программном управлении. На базе рассмотренной измерительной системы разработаны длиномеры и фотоэлектрические интерферометры с погрешностью измерения от ±0,01 до ±0,003 мкм. Устройства, в которых для измерений использовано явление интерференции света, относятся к наиболее точным. Их применяют для аттестации концевых мер, калибров и образцовых деталей. В сочетании с лазерными источниками света они позволяют регистрировать изменения длины до 10-13 м. Промышленные и нтерферометры имеют окулярное, экранное или цифровое отсчетное устройство. Интерферометры выпускают в виде двух модификаций – для вертикальных и горизонтальных измерений. Контактные интерферометры имеют переменную цену деления (от 0,05 до 0,2 мкм) и основаны на схеме Майкельсона (рис. 5.11). Интерферентные полосы равной толщины образуются в результате поворота зеркала на небольшой угол относительно поверхности. При освещении белым светом на фоне шкалы видна черная (ахроматическая) полоса и по обе стороны от нее несколько окрашенных полос убывающей интенсивности. При включении светофильтра 4 наблюдается интерференционная картина при монохроматическом освещении. При этом все поле зрение окуляра заполняют полосы одинаковой интенсивности. Расстояние между отдельными полосами соответствует половине длины световой волны, пропускаемой светофильтром. По монохроматическим полосам калибруется шкала интерферометра. Черная интерференционная полоса служит указателем при отсчетах по шкале, имеющей 50 делений в обе стороны от нуля, который смещается пропорционально перемещению измерительного стержня. Конструкция трубки интерферометра позволяет регулировать измерительную силу в пределах: в вертикальном положении 75—150 сН, в горизонтальном 10 — 200 сН. Вертикальный контактный интерферометр (рис. 5.12) имеет жесткие литые основания и стойку 1. По направляющей стойки может перемещаться с помощью кремальеры 8 кронштейн, несущими трубку интерферометра. Винт 6 позволяет сдвигать шкалу трубки в пределах +10 делений. На трубке закреплен теплозащитный экран 5. Стол 4 можно перемещать в вертикальном направлении винтом микроподачи З и стопорить в установленном положении винтом 2. Диапазон измерений вертикального интерферометра 0—150 мм Основное назначение контактных интерферометров — проверка концевых мер длины, размеров и формы точных изделий. Модификация контактного интерферометра с экраном значительно облегчает отсчет по шкале прибора. Применяют также лазерные интерферометры с цифровым отсчетом.
Инструментальные и универсальные микроскопы. Эти! микроскопы предназначены для измерения угловых и линейных размеров^ основных параметров наружной резьбы резьбовых калибров, метчиковД резьбовых фрез и других изделий с резьбой На микроскопах проверяют* также изделия и калибры сложных форм шаблоны, фасонные резцыЛ вырубные штампы и т п Измерения на микроскопах, как правило, произ-Я водят бесконтактным методом в прямоугольных или полярных коорди-ЯИнтерферометры. Действие этих приборов основано на использовании явления интерференции световых волн. Интерферометры для линейных измерений делят на контактные и бесконтактные. Контактные интерферометры, разработанные И. Т. Уверским, имеют переменную (регулируемую) цену деления от 0,05 до 0,2 мкм. Они бывают вертикальные (ИКПВ) и горизонтальные (ИКПГ). Оба типа имеют одинаковые интерференционные трубки (рис. 6.15). В интерферометре свет от лампы ] направляется конденсором 2 через диафрагму 3 на полупрозрачную разделительную пластину 6. Часть лучей, пройдя через пластину 6 и компенсатор 11, отразится от зеркала 12, закрепленного на верхнем конце измерительного стержня 13, и через компенсатор 11 вновь вернется к пластине 6. Другая часть пучка света, отразившись от рабочей поверхности разделительной пластины 6, попадет на зеркало 5 и после отражения также возвратится к пластине 6. Таким образом, на рабочей поверхности пластины 6 обе части пучка света интерферируют при небольшой разности хода. Объектив 7 проецирует интерференционную картину полос равной толщины в плоскость сетки 8. Интерференционные полосы и нанесенную на сетку шкалу наблюдают через окуляр 10. Последний можно поворачивать на оси 9, обеспечивая возможность наблюдения необходимого участка шкалы через середину окуляра при минимальных оптических искажениях. Интерференционные полосы равной толщины образуются в результате поворота зеркала 5 на небольшой угол относительно поверхности зеркала 12. При освещении белым светом на фоне шкалы видна одна черная (ахроматическая) полоса и по обе стороны от нее несколько окрашенных полос убывающей интенсивности. При включении светофильтра 4 наблюдается интерференционная картина при монохроматическом освещении. При >юм все поле зрения окуляра заполняют полосы одинаковой интенсивности. Расстояние между отдельными полосами соответствует половине длины световой волны, пропускаемой светофильтром. По монохроматическим полосам калибруется шкала интерферометра. Черная интерференционная полоса служит указателем при отсчетах по шкале, имеющей почеталь АБ рассматривают через объектив ОБ микроскопа Изображение детали А1Б1 получается действительным, обратным и увеличенным Глаз наблюдателя через окуляр ОК видит мнимое, обратное и еще раз увеличенное окуляром изображение детали А2Б2 Инструментальные микроскопы выпускают двух типов ММИ — малый микроскоп инструментальный и БМЙ — большой микроскоп инструментальный (рис 617, б) Микроскоп имеет литое чугунное основание 15, на котором на шариковых направляющих установлен стол * перемещающийся в двух взаимно перпендикулярных направлениях с помощью микрометрических винтов 1 с ценой делений 0,005 мм и диапазоном измерения 0—25 мм Установив между торцом микровинта и измерительным упором на столе микроскопа концевую меру соответствующего размера, кратного 25 мм, диапазоны измерения увеличивают в продольном направлении до 75 мм у ММИ и до 150 мм у БМИ Для точного совмещения линии измерения с направлением продольного или поперечного перемещения стола его верхнюю часть с предметным стеклом можно поворачивать (у БИМ на 360°) и стопорить в нужном положении Угол поворота стола определяют по нониусу с ценой деления 3 Предметное стекло, вставленное в центральную часть стола, дает возможность при освещении снизу наблюдать в микроскоп контур изде-шя (при измерениях теневым методом) Тубус 5 микроскопа с объективом 3 установлен в кронштейне 9, перемещающемся по вертикальным направляющим стойки 11 Последнюю маховичком 14 можно наклонять вокруг оси 13 на 12,5° в обе стороны тля установки микроскопа под углом подъема измеряемой резьбы Угол наклона определяют по шкале маховичка 14 Ось 13 наклона стойки 11 лежит в одной плоскости с осью! центров, устанавливаемых на стола микроскопа при измерении тел вра| щения (бабка с центрами является обязательной принадлежностью мик| роскопа). Для фокусировки микроско! па служат маховички 10, перемещаю! щие кронштейн 9. Установленное по! ложение фиксируется винтом 1Щ Микроскопы типа БМИ имеют ме*| ханизм точной фокусировки: вращай| рифленое кольцо 4, тубус микроскопа! смещают по цилиндрическим направ^ ляющим кронштейна. Сверху на тубу^] се микроскопа закрепляют сменную угломерную окулярную головку ОГУ-211 с визирным 7 и отсчетным 6 микроскопами или револьверную (профильную)^ окулярную головку ОГР-23, либо головку двойного изображения ОГУ-22^ Каждая из этих головок имеет 10-кратное увеличение. Прилив 8 предназ^ начен для крепления проекционной насадки НП-7, на экране которой! получается изображение, обычно наблюдаемое в окуляр микроскопа 71 Микроскопы ММИ и БМИ являются монокулярными (с одним окуляром! В бинокулярном инструментальном микроскопе (рис. 6.18) имеются стеклянные продольная (150 мм) и поперечная (75 мм) шкалы, светлый изображения штрихов которых вместе с нониусом можно наблюдать нщ темном фоне экранов 10 и 14. Стол 2 может свободно перемещаться в продольном и поперечном направлениях, что используют для грубой! установки. Точно стол устанавливают механизмами микроподачи 1 и 9,| Такая система перемещения стола, ставшая возможной благодаря приме* нению стеклянных шкал, значительно сокращает затраты времени на изме4 рения. Маховички 7 грубой и точной установки тубуса микроскопа по! высоте выполнены соосными, что облегчает настройку. Величину переме| щения тубуса по вертикали можно отсчитывать по шкале 5 по нониус^! с ценой деления 0,1 мм. Стойку микроскопа можно наклонять махович! ком 11 на ±15°, причем угол наклона отсчитывают в окне 12, а вер! тикальное положение стойки фиксируют при загорании цветной лампоч-1 ки 13. ' | Микроскоп снабжен бинокулярным тубусом 3 для наблюдения обоими глазами, что создает большие удобства для контролера и повышает его! производительность. Над тубусом смонтирован постоянный экран 4. Переход от визуального наблюдения к проекционному производят поворотом руко-! ятки 6. Окулярные сетки 8 с изображением профилей резьбы, дуг окруж! ностей и т. п. выполнены в виде плоских рамок, вставляемых в микро! скоп за несколько секунд. Еще более удобным является микроскоп с циф| ровым отсчетом. альных большим диапазоном измерений и повышенной точностью. На машиностроительных заводах наиболее распространен универсальный микроскоп УИМ-21 (рис. 6.19, а). Он имеет жесткую литую станину 13 с каретками 2 и 11, которые могут перемещаться соответственно в продольном и поперечном направлениях. Продольная каретка 2 имеет цилиндрический направляющий желоб, в котором устанавливают центровые бабки 3. Опорные поверхности этой каретки служат также для установки предметного стола и различных приспособлений. На поперечной каретке 11 снизу смонтирована осветительная система, а сверху стойка 7 с визирным микроскопом 8. Как и в инструментальном микроскопе, стойку 7 с микроскопом можно наклонять вокруг горизонтальной оси маховичком 9. Ось вращения стойки пересекается с линией центров бабок продольной каретки. На обеих каретках установлены стеклянные шкалы с делением 1 мм, освещаемые проходящим светом. Над шкалами смонтированы отсчетные микроскопы 4 и 5 со спиральными нониусами, имеющими цену деления 0,001 мм. Быстрое перемещение кареток 2 и 71 в нужное положение осуществляют при отпущенных винтах 14 и 75, точно их устанавливают микрометрическими винтами 1 и 12 после закрепления винтов 14 и 75. Направляющие обеих кареток выполнены на шарикоподшипниках, обеспечивающих малое трение и высокую точность установки кареток. В вертикальном направлении кронштейн микроскопа перемещают кремальерой 6, а для окончательной фокусировки тубус устанавливают в требуемое положение вращением кольца 70. Микроскоп имеет сменные объективы и окулярные головки: угломерную, профильные и двойного изображения, аналогичные головкам инструментального микроскопа. Диапазон измерения микроскопа УИМ-21: линейные — в продольном направлении — 0 — 200 мм, в поперечном — 0—100 мм; угловые 0—360° при Цене деления шкалы угловой головки Г. Увеличение главного микроскопаравно 10, 15, 30 или 50х в зависимости от примененного объектива. Погреш ность измерения диаметров гладких цилиндров, установленных в центрш (Ъ\ I на микроскопе, составляет ± 6 + — мкм, где О — диаметр детали, мм V 67/ I Аналогичную характеристику имеет проекционный микроскоп УИМ-Я (рис. 6.19,6) с диапазоном измерения по осям X (200 мм), У (100 мм на котором главный и отсчетный микроскопы заменены проекционныш устройствами 1, 2 и 3, облегчающими работу. Результаты измерения оЦ ределяют по шкалам 2 и 3. На микроскопе УИМ-23 в отличие от УИМ-Ц можно работать сидя, что значительно облегчает труд контролера и обет! печивает более высокую производительность. В нашей стране начато прои! водство универсальных измерительных микроскопов с цифровым отсчетов с точностью отсчета 1 мкм. 1 Проекторами называют оптические приборы, дающие на экран увеличенное изображение контролируемой детали. Проекторы работают"! проходящих лучах и имеют также дополнительные осветители для работ! в отраженных лучах. Проекторы в основном применяют для контроД деталей со сложным контуром: профильных шаблонов и контршаблоно! мелкомодульных зубчатых колес и долбяков, модульных и фасонных фрея резьб, резьбообразующего инструмента и т. п. Принципиальная оптическш схема проектора показана на рис. 6.20, а. Свет от источника), пройд через конденсор 2, идет дальше параллельным пучком лучей, которьа встречает на своем пути проверяемую деталь 3(АВ). Затем лучи попадав! в объектив 4 и дают в плоскости экрана 5 увеличенное обратное тен| вое изображение А^В^ контура детали. Увеличение проектора I Различают пять основных способов проверки размеров деталей на проекторах: 1) путем сравнения на экране полученного изображения детали с ее вычерченным в увеличенном масштабе номинальным контуром; 2) путем сравнения изображения детали, полученного на экране, с двойным контуром (полем допуска), вычерченным в соответствии с наибольшим и наименьшим предельными размерами детали; 3) определением линейных и угловых размеров с помощью отсчетных устройств, которыми снабжен проектор; 4) измерением изображения детали, полученного на экране, с помощью масштабной стеклянной линейки; 5) измерением путем совмещения на экране противоположных участков изображения контуров детали [31]. В промышленности применяют большой проектор БП, часовой проектор ЧП, средние и настольные проекторы и др. В часовом проекторе ЧП (рис. 6.20, б) свет от осветителя 1 через сменный конденсор 3 попадает на измеряемую деталь 4, затем проходит через предметное стекло и объектив 6, отражается от зеркала 8 и дает изображение контура детали на экране 7. Измерительный стол имеет продольный и поперечный микрометрические винты 5 и 9 с отсчетом по нониусу с ценой деления 0,001 мм. Маховичок 2 служит для вертикального перемещения стола при фокусировке. Сменные конденсоры 3 установлены на поворотном револьверном устройстве. Сменные объективы позволяют получать увеличение 10, 20, 50, 100 и 200х. Размер экрана 560x460 мм. При работе в отраженном свете измеряемая деталь освещается снизу специальным осветителем (на рисунке не показан). По увеличению, качеству изображения, освещенности экрана и удобству работы часовые проекторы имеют преимущества по сравнению с проекторами других типов. Пневматические приборы для контроля линейных размеров получили широкое распространение в машиностроении. Их принцип действия основан на зависимости между размером проверяемого отверстия или зазора между измерительным соплом и поверхностью контролируемого изделия и давлением (1-й тип) или расходом сжатого воздуха (2-й тип). Приборы первого типа называют манометрическими («Солекс»), второго — расходомерными («Ротаметр»).
Порядок выполнения работы: + Рассчитать заданные преподавателем показания с помощью измерительного инструмента (штангенциркуля, микрометра, угломера и индикатора часового типа). Произвести замеры образцов и определить их с помощью данных инструментов. Нарисовать эскиз образца с указанием размеров. Сделать вывод о работе.
Список использованной литературы:
1. Козловский Н.С., Ключников В.И. Сборник примеров и задач по курсу «Основы стандартизации, допуски, посадки и технические измерения». –М., Машиностроение, 1983 2. Зяблева Н.И. и др. Пособие по решению задач по курсу «Взаимо-заменяемость, стандартизация и технические измерения», -М., Высшая школа, 1977
|