Мощность двигателя машины расходуется на преодоление сопротивления движению элементов конвейера и перемещению груза. Часть сопротивления преодолевается по всей длине конвейера и часть – в отдельных его пунктах: на барабанах (звездочках), в местах расположения погрузочных, разгрузочных, очистных и других устройств.
При расчетах сопротивления пользуются коэффициентом сопротивления перемещению груза, который показывает долю общего сопротивления движению, приходящуюся на единицу веса груза.
Коэффициент сопротивления перемещению груза (коэффициент сопротивления)
w=
F
,
(12)
gm
где F– сопротивление при перемещении груза, H; т– масса перемещаемого груза, кг.
Сопротивление FГ(H) на прямолинейном загруженном участке рабочей ветви конвейера
FГ= wg[(q + qТ) LГГ+ qРРLГ] ±(q + qT)gH, (13)
где q– погонная масса груза, кг/м [см. (3); (7); (8)]; qT – погонная масса тягового органа (ходовой части) конвейера (масса 1 м длины тягового органа), кг/м; для ленточного конвейера qT = qЛ, учитываемая только для ленточного конвейера.
q РР= mР/lР, (14)
где qП – погонная масса резинотканевой ленты, кг/м; qЛ=ρBδ; ρ – плотность ленты, кг/м3: ρ = 1100кг/м3; B, δ – соответственно ширина и толщина ленты, м; толщина ленты
δ = z δ ПТ+ δПЗ+ δР+ δН (15)
где z ‑;количество тяговых тканевых прокладок (табл.1 и 2); δПТ ‑;толщина тяговой тканевой прокладки (табл.3 и 4); δПЗ ‑;толщина защитной тканевой прокладки (имеется у ленты типа 1): δПЗ =3,2 мм; δР ‑;толщина резиновой обкладки рабочей поверхности конвейерной ленты и δН ‑;толщина резиновой обкладки нерабочей поверхности конвейерной ленты (табл.5); максимальные допустимые рабочие нагрузки для тяговых тканевых прокладок резинотканевых конвейерных лент (ГОСТ 20 — 76) приведены в табл.6.
q РР– погонная масса вращающихся частей роликоопор рабочей ветви конвейера, кг/м (табл.26); mР‑ масса вращающихся частей роликоопор рабочей ветви конвейера (ориентировочно равна 0,6 массы всей роликоопоры), кг; lР –шаг роликоопор рабочей ветви конвейера (табл.21), м; w‑ коэффициент сопротивления перемещению груза (табл.27); LГГ– длина горизонтальной проекции загруженного участка конвейера, м:
LГГ= LГcos β, (16)
где LГ –длина загруженного участка конвейера, м; β – угол наклона участка;
H– высота подъема груза, м: H = LГ sin β. (17)
Сопротивление (H) на прямолинейном порожнем участке рабочей ветви конвейера
FП= wg (qРРLП+ qТLГП) ± qТgHП,(18)
где LП – длина горизонтальной проекции порожнего участка рабочей ветви конвейера, м; HП ‑ высота вертикальной проекции участка, м.
где qРХ– погонная масса вращающихся частей роликоопор холостой ветви конвейера, кг/м (табл.26); mХ ‑ масса вращающихся частей одной роликоопоры холостой ветви конвейера (ориентировочно равна 0,6 всей массы роликоопоры), кг; lХ – шаг роликоопор холостой ветви конвейера, м; LГХ ‑ длина горизонтальной проекции участка холостой ветви конвейера, м; HХ– высота вертикальной проекции участка, м.
Сопротивление (H) на прямолинейном участке холостой ветви конвейера
FХ= wg(qРХLХ+ qTLГХ) ± qТgHХ(19)
Здесь первый член выражения в скобках относится к холостым участкам только ленточного конвейера (LХ – длина холостого участка, м), для которых
qРХ =
m Х
,
(20)
l Х
Знак плюс в формулах (18), (19) принимается при перемещении груза вверх, знак минус – при перемещении вниз.
При номинальной прочности прокладок по основе, Н/мм
Толщина прокладок ремня, мм:
с резиновой прослойкой между прокладками
1,2
1,3
1,4
1,5
без резиновой прослойки между прокладками
1,0
-
-
-
Максимально допустимая рабочая нагрузка прокладок, Н/мм
5,5
Сопротивление (H) на криволинейном участке трассы при огибании лентой батареи роликоопор:
а) при выпуклой ленте FКР= FНАБ(k-1),(21)
где FНАБ – натяжение ленты в начале участка, H; k– коэффициент, учитывающий увеличение натяжения ленты от сопротивления батареи роликоопор, k = kП,(22)
w– см. табл.27; α– центральный угол криволинейного участка, рад: α = 1,06...1,08 рад;
б) при вогнутой ленте сопротивление равно нулю.
Сопротивление (H) на поворотных пунктах при приближенных расчетах принимают
FПОВ= FНАБ(kП - 1), (23)
где FНАБ– натяжение тягового органа в точке набегания на барабан (звездочку) поворотного пункта, H; kП– коэффициент увеличения натяжения тягового органа от сопротивления на поворотном пункте.
При угле обхвата тяговым органом барабана (звездочки) α = 90°, kП = 1,03...1,05; при α = 180°, kП = 1,05...1,07.
Сопротивление (H) на погрузочном пункте при сообщении грузу скорости тягового органа можно принять FПОГР≈Qg υ /36, (24)
где Q – производительность конвейера, т/ч; υ– скорость перемещения груза, м/с.
Сопротивление (H) от направляющих бортов загрузочного лотка при приближенных расчетах
Примечания: I. Расчетная толщина обкладок рабочих поверхностей лент 2Р, 2РМ и 2РШ определяется с учетом толщины брекерной прокладки. 2. У этих лент δН =1,5. 3. Ленты 3 и ЗП обкладок нерабочих поверхностей не имеют
Сопротивление (H) очистительных устройств конвейера FОЧ= wОЧB, (26)
где wОЧ– коэффициент сопротивления очистительного устройства, Н/м: для скребков и плужков wОЧ=300...500 Н/м, для вращающихся щеток wОЧ - 150...25O Н/м; В– ширина рабочего органа (ленты, настила и др.), м.
Общего назначения, морозостойкая, пищевая, негорючая для угольных шахт
До 10
До 5
Более 5
Более 10
До 5
Более 5
5,5
Теплостойкая
Любой
Любое
5,5
Повышенной теплостойкости
Любой
Любое
7,5
2,8
Примечание. При определении максимальной допустимой нагрузки ленты; учитывается допустимая нагрузка только тяговых тканевых прокладок.
Сопротивление (H) плужкового разгрузчика ленточного конвейера
Fnp≈ ( 27...36 )qB. (27)
Сопротивление (H) двухбарабанного разгрузочного устройства ленточного конвейера
FБР=(FР+ qgh)kП2 (28)
где FР – наибольшее натяжение ленты в конце разгрузочного устройства, H; h– высота подъема груза на разгрузочном устройстве, м; kП– коэффициент увеличения натяжения ленты от сопротивления на поворотных пунктах [см. (23)].
для ленточного конвейера Fmin≈ ( 50...100 )(q + qЛ)lР. (29)
Большие значения Fmin принимаются для быстроходных сильно нагруженных лент;
для пластинчатого конвейера Fmin = 1000... 3000 H;
для ленточного элеватора Fmin≈ 0,l FО> 1000, (30)
где FO– тяговая сила (окружное усилие) на приводном барабане, H.
Тяговая сила конвейера с тяговым органом определяется [2] методом обхода по контуру (трассе) конвейера, т.е. обхода по точкам сопряжений прямолинейных и криволинейных участков.
Эти точки нумеруются начиная от точки сбегания тягового органа с приводного элемента в направлении его движения (рис.1). Обход начинают от точки с наименьшим натяжением. Натяжение в каждой последующей точке равно сумме натяжения в предыдущей точке и сопротивления на участке между этими точками при обходе по ходу тягового органа [см. (31)] и их разности – при обходе против хода тягового органа [см. (32)];
Fi+1 = Fi-+ Fi...(i+1); (31)
Fi = Fi+1 - Fi...(i+1); (32)
где Fi, и Fi+1 – натяжение в i -й и (i +l)-й соседних точках контура; Fi...(i+1) – сопротивление на участке между i -й и (i +l)-й точками.
Рис.1. Контур конвейера с нумерацией точек сопряжений прямолинейных и криволинейных участков
Рис.2. График натяжений тягового органа (к контуру конвейера по рис.1)
Тяговая сила конвейера
F О= FНАБ– FСБ (33)
где FНАБ – натяжение в набегающей на приводной элемент ветви тягового органа (с учетом сопротивлений на поворотном пункте 8-1 (рис.1); FСБ – натяжение в сбегающей ветви тягового органа (в точке сбегания 1 с приводного элемента).
Натяжное усилие равно сумме натяжений набегающей и сбегающей ветвей тягового органа у натяжного барабана (звездочки).
Расчет тяговой силы может быть представлен графически. По оси абсцисс графика (рис.2) начиная от точки 1 в масштабе откладывают последовательно длины отдельных участков конвейера (длина участка на поворотном пункте на графике принимается равной нулю), а по оси ординат в масштабе – сопротивление на этих участках. Наименьшее допустимое натяжение тягового органа откладывается вниз от точки с наименьшим натяжением. Отрезки по оси абсцисс 1'–2', 3'–4'и далее на рис.2 соответствуют длинам участков конвейера 1–2, 3–4и далее на рис.1. Отрезки по оси ординат 2"–2, 3"–3и далее соответствуют сопротивлению на этих участках, отрезок 8–8'" – сопротивлению на поворотном пункте привода 8‑1,отрезок 1–1' – наименьшему натяжению (в данном случае в точке 1),отрезки по оси ординат 1'–1, 2'–2и далее – натяжению в точках контура 1, 2и т.д. Отрезок по оси ординат 8""–8'",равный разности отрезков 8'–8"'(FНАБ) и 8'–8""(FСБ) и есть тяговая сила FО.
На рис.3показано расположение точек с максимальным и минимальным натяжением рабочего органа конвейера при различных схемах конвейеров.
Длиной участка L; трассы конвейера является расстояние между его начальной i -й и конечной i +1 точками. Номер участка соответствует номеру его начальной точки.
Необходимая мощность двигателя конвейера (кВт)
P=
F О
,
(34)
103 η
где FО – тяговая сила, H; υ – скорость движения тягового органа, м/с; η; – КПД механизма привода тягового органа (табл.7).
Высота подъема груза
Схема конвейеров
Расчетные формулы
H= 0
Fmax = F0 + Fmin
H≤qкхwLГ / q0
qкхwLГ
H> -------------
q0
Fmax = F0 + Fmin+
+q0gh-qкхgwLГ
Рис.3. Расположение точек с максимальным и минимальным натяжением рабочего органа конвейера
Таблица 7
КПД звеньев передач
Звенья передач
КПД при подшипниках
качения
скольжения
Передаточный вал с обработанными зубчатыми колесами, расположенными в масляной ванне
0,98
0,96
Передаточный вал с обработанными открытыми зубчатыми колесами
0,97
0,85
Передаточный вал с необработанными зубчатыми колесами
–
0,93
Редуктор зубчатый: одноступенчатый
0,97
0,94
двухступенчатый
0,96
0,90
трехступенчатый
0,94
0,85
Цепная передача, работающая в масляной ванне
0,96
0,94
Цепная передача открытая
0,95
0,93
Червячная передача с углом наклона зуба αи углом трения ρ
ПОСЛЕДОВАТЕЛЬНОСТЬ РАСЧЕТА КОНВЕЙЕРА
1. Уточняются основные исходные данные для проектирования (основные свойства транспортируемого материала; эксплуатационная производительность конвейеров; длина конвейера; длина проекции трассы на горизонтальную и вертикальную плоскости; длина отдельных участков конвейера, измеренная между точками пересечения прямолинейных участков; способ разгрузки груза и др.).
2. Устанавливаются нормативные значения расчетных величин: допустимый угол наклона конвейера, скорость рабочего органа, минимальные размеры рабочего органа исходя из гранулометрического состава груза и др.
3. Определяется необходимая расчетная производительность конвейера исходя из заданной эксплуатационной производительности.
4. Определяются предварительные основные параметры рабочего органа.
5. Выбираются основные конструктивные элементы конвейера (барабаны, звездочки, роликоопоры, натяжные устройства, разгрузочные устройства и др.).
6. Определяется приближенно тяговое усилие.
7. Проверяется прочность тягового органа.
8. При необходимости предварительно определяется мощность привода конвейера.
9. Уточняется тяговый расчет (методом обхода по контуру).
10. Производится расчет тягового органа на прочность и уточняются его основные размеры.
11. Определяется необходимая мощность привода конвейера и выбирается двигатель.
12. Производится кинематический расчет и выбираются элементы передач.
ОБЩИЕ СВЕДЕНИЯ
Ленточные конвейеры предназначаются для транспортирования преимущественно сыпучих или штучных (небольшой массы) грузов.
Эти конвейеры состоят из рабочего органа в виде замкнутой конвейерной ленты, являющейся грузонесущим и тяговым элементом, опор, приводного и хвостового барабанов, натяжного устройства, загрузочного устройства и рамы. При необходимости предусматриваются направляющие ролики и отклоняющие барабаны для ленты, разгрузочные устройства, устройства для очистки ленты.
Привод осуществляется от электродвигателя через редуктор. При необходимости предусматривается тормоз или останов для предотвращения самопроизвольного движения рабочего органа в обратном направлении. Схемы ленточных конвейеров см. рис.4.
Рис.4. Схемы ленточных конвейеров: а - горизонтального с разгрузочной тележкой; б ‑ наклонно-горизонтального; в - наклонного; г - горизонтально-наклонного; д ‑ горизонтально-наклонно-горизонтального; L — длина конвейера; Lг и Н - длины проекций трассы; L1, L2, L3 - длины отдельных участков; βо — угол наклона конвейера (участка конвейера)
Рекомендации к проведению практических занятий
по расчету ленточного конвейера с
резинотканевым тяговым органом
(нормативные и справочные материалы)
Угол наклона конвейера. Наибольший угол наклона принимается на 10...15° меньше угла трения груза о ленту (табл.8).
Таблица 8
Наибольший угол наклона стационарных ленточных конвейеров с гладкой прорезиненной лентой при рекомендуемых для данных грузов скоростях ленты
Наименование груза
Допустимый угол наклона конвейера к горизонту, град
Примечания:
1. При более высоких скоростях ленты и для передвижных (переносных) конвейеров допустимые углы наклона уменьшаются.
2. При ленте с поперечными выступами угол наклона принимается на 10...15° меньше угла естественного откоса груза.
3. При транспортировании штучных грузов с рифленой обкладкой допускается угол наклона 26...30°.
Номинальная производительность ленточных конвейеров с резинотканевой лентой по ГОСТ 22644—77 приводится в табл.11.
Антрацит
Гипс порошкообразный
Глина: сухая кусковая
сухая пылевидная
Гравий: мытый
несортированный
Земля рыхлая сухая:
влажная
Известь порошкообразная:
Камень сортированный
несортированный
Песок: сухой чистый
в смеси с гравием
рядовой из карьера
влажный
Уголь каменный:
сортированный крупный
рядовой
Цемент
Шлак каменноугольный влажный
Щебень
Скорость ленты. Номинальные скорости (м/с) по ГОСТ 22644—77 должны выбираться из ряда: 0,250, 315; 0,4; 0,5; 0,63; 0,8; 1,0; 1,25; 1,6; 2,0; 2,5; 3,15; 4,0; 5,0; 6,3; 8,0; 10,0. Допускается отклонение скорости в пределах ±10%. Ориентировочные значения предельных скоростей резинотканевых лент приводятся в таблицах 9 и 10.
Минимальная ширина ленты. При транспортировании насыпных грузов минимальная ширина ленты (мм) принимается:
а) для рядового груза B = 2 а ' + 200; (50)
б) для сортированного груза B = 3,3 а ' + 200, (51)
где а' — размер типичного куска, мм.
Толщину обкладок прорезиненной ленты принимают согласно рекомендациям табл.12.
Таблица 9
Ориентировочная скорость резинотканевой ленты при транспортировании насыпных грузов и
разгрузке через приводной барабан, м/с
Транспортируемый груз
Ширина ленты, мм
Неабразивный и малоабразивный, крошение которого не понижает его качества (уголь рядовой, соль, песок, торф и др.)
1,0...1,6
1,25...2,0
1,6...3,5
2,5...1,0
5,0...6,0
Абразивный мелко- и средне-кусковой с размером кусков до 160 мм (гравий, руда, камень и др.)
1,0...1,25
1,0...1,6
1,6...2,0
2,0...3,15
3,15...4,0
Абразивный крупнокусковой с размером кусков более 160 мм (порода, руда, камень и др.)
1,0...1,6
1,0...1,6
1,6...2,0
2,0...3,5
Хрупкий, крошение которого понижает его качество (кокс, уголь сортированный, уголь древесный и др.)
1,0...1,25
1,0...1,6
1,25...1,6
1,6...2,0
Сильно пылящий (цемент, апатит и др.)
0,8...1,25
0,8...1,25
Примечание. Предельные скорости ленты (м/с): при барабанной разгрузочной тележке - 2; при плужковом разгрузчике для мелкозернистых грузов - 1,6; при плужковом разгрузчике для кусковых грузов - 1,25.
Таблица 10
Скорость (м/с) резинотканевой ленты при транспортировании штучных грузов
Транспортируемый груз
Скорость ленты
рекомендуемая
предельная
Цемент и известь в мешках
0,3...0,5
1.6
Ящики, бочки
0,2...0,4
1,0
Размеры барабанов. Наименьший диаметр приводного барабана (мм) для резинотканевой ленты DПБmin = kz, (52)
где k — (см. табл.13); z — число прокладок в ленте.
Таблица 11
Номинальная производительность ленточных конвейеров с резинотканевой лентой по ГОСТ 22644 — 77 (форма рабочей ветви ленты желобчатая, скорость ленты 1 м/с, разгрузка через головной барабан)
Ширина ленты, мм
Производительность, м3/ч, не менее
Ширина ленты, мм
Производительность, м3/ч, не менее
_
Примечание. Производительность конвейеров при рабочей ветви ленты плоской формы составляет 40% приведенных значений. При ширине ленты 300мм она равна 12,5 м3/ч
Таблица 12
Рекомендуемая минимальная толщина обкладки с рабочей (грузовой) стороны резинотканевых лент
Диаметры барабанов (мм) должны соответствовать ряду по ГОСТ 22644—77: 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1400; 1600; 2000; 2500. Диаметры концевых и натяжных барабанов принимают равными 0,8 DПБ, отклоняющего барабана — 0,65 DПБ.
Правильность выбора диаметра приводного барабана проверяется по давлению между конвейерной лентой и барабаном для резинотканевых из условия
;
(53)
где DПБ - диаметр приводного барабана, м; FО - тяговая сила см. (33), Н; В - ширина ленты, м; [ р ] ‑ допустимое среднее давление между лентой и барабаном, Па: для резиновых лент [ р ]=105...1,1-105Па; для стальной ленты и футерованного барабана [ р ] = 4·105Па; α ‑ угол обхвата барабана лентой, град; f - коэффициент сцепления между лентой и барабаном (табл.14).
Длина барабанов принимается согласно ГОСТ 22644—77 (табл.15).
Таблица 13
Наименьшие значения коэффициента k для определения диаметра приводного барабана при угле обхвата барабана лентой 180...240° [к формуле (52)]
Наименование ткани тяговых прокладок прорезиненной ленты
k
БКНЛ-65; БКНЛ-65-2
БКНЛ-100; ТА- 100; ТК-100
БКНЛ-150; ТА- 150; ТК-150
ТК-200; ТЛК-200
ТА-300; ТК-300; ТЛК-300; МЛ К -300
ТА-400; ТК-400; МК-400/120; МЛК-400/120
Таблица 14
Значения коэффициента сцепления между прорезиненной лентой и барабаном
Материал наружного слоя барабана
Влажность окружающего воздуха
Коэффициент сцепления
Чугун, сталь
Очень влажный
0,1
Влажный
0,2
Сухой
0,3
Дерево, резина (футерованные барабаны)
Очень влажный
0,15
Влажный
0,25
Сухой
0,4
Таблица 15
Длина барабана для резинотканевых конвейерных лент (ГОСТ 22644 — 77)
Ширина ленты В, мм
Длина барабана, мм
300...650
В +100
800; 1000
В +150
1200... 2000
В +200
2500; 3000
В +300
Рис.5. Схема барабана с центрирующей выпуклостью
Стрела центрирующей выпуклости профиля барабана (рис.5) принимается по табл.16.
Роликоопоры. Типы роликоопор для поддержания резинотканевой конвейерной ленты (рис.6) выбираются согласно табл.17 и 18.
При транспортировании сыпучих грузов диаметры роликов роликоопор принимают в зависимости от насыпной плотности груза и ширины ленты (табл.19), их количество в роликоопоре - по табл.20. Расстояние между роликоопорами рабочей ветви ленточного конвейера принимают по табл.21.
Таблица 16
Стрела выпуклости барабана
Длина барабана, мм
Стрела выпуклости, мм
Длина барабана, мм
Стрела выпуклости, мм
1,5
3,5
1,5
4,5
2,5
5,5
Рис.6. Схемы роликоопор
Таблица 17
Типы и обозначения роликоопор ленточных конвейеров (ГОСТ 22645—77)
Тип
Обозначение ролика
Обозна-чение
Назначение
Область применения
Верхняя прямая
Г
П
Для поддержания рабочей ветви ленты
В конвейерах с плоской лентой шириной 0...2000 мм
Верхняя желобчатая
Ж
В конвейерах с желобчатой лентой шириной 400...3000 мм
Верхняя желобчатая центрирующая
ЖЦ
В конвейерах с желобчатой лентой шириной 400...3000 мм для центрирования хода ленты
Верхняя желобчатая амортизирующая
А
ЖА
В конвейерах с желобчатой лентой шириной 400...3000 мм для смягчения ударов материала о ленту при его загрузке
Нижняя прямая
Н и НЛ
Н;НЛ
Для поддержания холостой ветви ленты
В конвейерах с лентой шириной 300...2000 мм
Нижняя прямая центрирующая
НЦ; НЦЛ
В конвейерах с лентой шириной 400...2000 мм для центрирования хода ленты
Нижняя желобчатая
НЖ;
нжл
В конвейерах с лентой шириной 800...3000 мм
Нижняя прямая дисковая
Д и ДЛ
НД;
ндл
В конвейерах, транспортирующих налипающие материалы
с лентой шириной 400... 2000мм
Нижняя желобчатая дисковая
НЖД; НЖДЛ
с лентой шириной 800... 3000мм
Верхняя прямая футерованная
Ф
ПФ
Для поддержания рабочей ветви ленты конвейеров
В конвейерах с плоской лентой шириной 400...2000 мм
Верхняя желобчатая футерованная
ЖФ
транспортирующих налипающие, абразивные или агрессивные материалы
В конвейерах с желобчатой лентой шириной 400...3000 мм
Верхняя желобчатая центрирующая футерованная
ЖЦФ
В конвейерах с желобчатой лентой шириной 400...3000 мм для центрирования хода ленты
Нижняя прямая футерованная
НФ и НФЛ
НФ; НФЛ
Для поддержания холостой ветви ленты конвейеров, транспортирующих налипающие, абразивные или агрессивные материалы
В конвейерах с лентой шириной 400...2000 мм
Нижняя прямая центрирующая футерованная
НЦФ; НЦФЛ
В конвейерах с лентой шириной 400...2000 мм
Нижняя желобчатая футерованная
В конвейерах с лентой шириной 800...3000 мм
Таблица 18
Основные размеры роликоопор ленточных конвейеров по ГОСТ 22645-77 (рис.6)
Кардиналистский и ординалистский подходы Кардиналистский (количественный подход) к анализу полезности основан на представлении о возможности измерения различных благ в условных единицах полезности...
Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит. Multisim оперирует с двумя категориями...
Основные симптомы при заболеваниях органов кровообращения При болезнях органов кровообращения больные могут предъявлять различные жалобы: боли в области сердца и за грудиной, одышка, сердцебиение, перебои в сердце, удушье, отеки, цианоз головная боль, увеличение печени, слабость...
Дренирование желчных протоков Показаниями к дренированию желчных протоков являются декомпрессия на фоне внутрипротоковой гипертензии, интраоперационная холангиография, контроль за динамикой восстановления пассажа желчи в 12-перстную кишку...

 (16)
(16)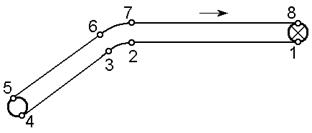 Рис.1. Контур конвейера с нумерацией точек сопряжений прямолинейных и криволинейных участков
Рис.1. Контур конвейера с нумерацией точек сопряжений прямолинейных и криволинейных участков
 Рис.2. График натяжений тягового органа (к контуру конвейера по рис.1)
Рис.2. График натяжений тягового органа (к контуру конвейера по рис.1)

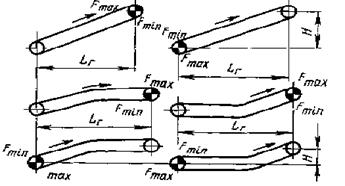

 Рис.4. Схемы ленточных конвейеров: а - горизонтального с разгрузочной тележкой; б ‑ наклонно-горизонтального; в - наклонного; г - горизонтально-наклонного; д ‑ горизонтально-наклонно-горизонтального; L — длина конвейера; Lг и Н - длины проекций трассы; L 1, L 2, L 3 - длины отдельных участков; β о — угол наклона конвейера (участка конвейера)
Рис.4. Схемы ленточных конвейеров: а - горизонтального с разгрузочной тележкой; б ‑ наклонно-горизонтального; в - наклонного; г - горизонтально-наклонного; д ‑ горизонтально-наклонно-горизонтального; L — длина конвейера; Lг и Н - длины проекций трассы; L 1, L 2, L 3 - длины отдельных участков; β о — угол наклона конвейера (участка конвейера)
 ;
;
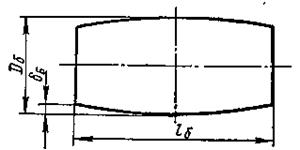 Рис.5. Схема барабана с центрирующей выпуклостью
Рис.5. Схема барабана с центрирующей выпуклостью

 Рис.6. Схемы роликоопор
Рис.6. Схемы роликоопор



