МЕХАНИЗИРОВАННАЯ ФАЛЬЦОВКА ЛИСТОВ
Фальцовка в настоящее время полностью механизирована и выполняется на фальцевальных машинах различной конструкции, а также в фальцевальных аппаратах рулонных ротационных машин. Все фальцевальные машины по характеру образования фальца подразделяются на два основных вида ножевые и кассетные. Есть и комбинированные фальцевальные машины, в которых использованы ножевой и кассетный принципы фальцовки. В ножевых фальцевальных машинах сгиб получается при помощи двух - вращающихся навстречу друг другу фальцевальных валиков и тупого ножа. Лист, двигаясь по столу 1, поступает под нож 2, останавливается и выравнивается по упорам. Спускающийся нож ударяет по листу, сгибает и направляет его между двумя фальцевальными валиками 3 и 4, непрерывно вращающимися в направлениях, показанных стрелками. Валик 3 закреплен жестко, валик 4 подпружинен, что обеспечивает упругое проглаживание сгиба.
Принцип образования сгиба в ножевых машинах
В кассетных фальцевальных машинах прогиб листа по месту будущего фальца образуется с помощью двух подающих валиков и кассеты. В этом случае лист 1, перемещаемый роликами, поступает между подающими валиками 2 и 3, которые передвигают лист 1 в кассету 4 (для более надежного направления листа в кассету оси вращения валиков расположены не на одной вертикали). Движение листа в кассете ограничено упором 5. Как только передняя кромка листа дойдет до упора, он останавливается. Подающие валики вращаются непрерывно. Поэтому лист сгибается, образуя в средней своей части петлю, которая захватывается фальцевальными валиками 3 и 6. Валики прижимаются друг к другу силой пружин 7 и обжимают полученный сгиб тетради.
Принцип образования сгиба в кассетных машинах
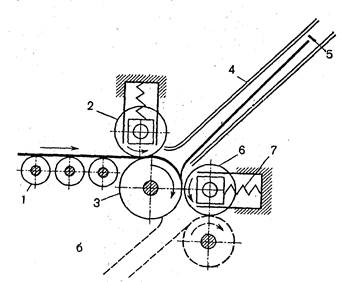
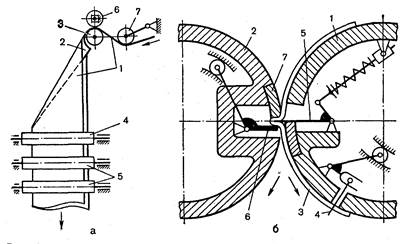
В комбинированных машинах одна часть фальцевальных секций работает по принципу ножевой, а другая — по принципу кассетной фальцовки. Первый сгиб, вдоль бумажного полотна, получается на воронке. Бумажное полотно 1 с помощью валиков 3 и 6 подается на воронку 2, которая представляет собой треугольную наклонную плоскость с закругленными ребрами. Направляющие валики 4 захватывают сложенное пополам бумажное полотно и подают его к двум парам тянущих валиков 5, которые обжимают полученный сгиб и подают сфальцованное бумажное полотно на рубку по установленному формату. Второй и третий сгибы образуются в клапанно-барабанных фальцевальных устройствах. При непрерывном вращении подающего 1 и фальцующего 2 барабанов середина листа 3, который огибает подающий барабан и удерживается на нем графейками 4, вводится тонким стальным ножом 5 в открытую щель между подвижным клапаном 6 и неподвижной колодкой 7 фальцующего барабана. При дальнейшем вращении барабанов клапан закрывается, графейки освобождают переднюю кромку листа, а фальцующий нож выскальзывает из образовавшейся петли сгиба. Клапанно-барабанные фальцевальные устройства позволяют фальцевать одновременно два листа (при фальцовке с подборкой), а ротационный принцип их действия обеспечивает высокую скорость работы. Однако сам принцип клапанно-барабанного образования фальца технологически несовершенен по сравнению с ножевым и кассетным. Клапанно-барабанные фальцевальные устройства не могут обеспечить четкого сгиба с плотной затяжкой фальцев, что объясняется самим принципом образования сгиба. В момент образования сгиба внутри фальца находится толстый фальцевальный нож 5, а силу обжима фальца клапаном 6 после выскальзывания ножа трудно отрегулировать и невозможно проконтролировать. Кроме того, сгиб всегда расположен поперёк направления движения бумаги.
Образование сгибов в фальцаппаратах рулонных ротационных печатных машин: а - на воронке; б — в клапанно-барабанном фальцаппарате
|