Назначение, классификация и область применения станков фрезерной группы
Фрезерный станок в металлообработке, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, резьб, зубьев зубчатых колёс и т.п. По назначению фрезерные станки разделяют на универсально-, горизонтально-, вертикально-, продольно-, копировально-, резьбо-, шпоночно-, карусельно-, барабанно-фрезерные и др. По конструкции фрезерные станки могут быть консольные и бесконсольные. Главное движение у фрезерных станков (вращательное) осуществляется фрезой, движение подачи (поступательное) — заготовкой; в некоторых случаях (например, при обработке крупных изделий) движение подачи может сообщаться фрезе. В основу классификации станков фрезерной группы положены следующие признаки: положение оси шпинделя, выполняемая работа, конструктивные особенности стола, траверсы, наличие программного управления и некоторые другие. Вертикально-фрезерные консольные станки; предназначены для выполнения широкого круга фрезерных работ, выполняемых торцовыми, концевыми и другими фрезами, которые крепятся в цанговых патронах и на оправках, оставляющих свободными цилиндрическую и торцовую по-, верхности фрезы. Отличительной приметой этих станков является вертикальное расположение шпинделя и наличие консоли — выступающей корпусной детали, поддерживающей стол с заготовкой и осуществляющей их подъем и спуск. Станки позволяют использовать режущие свойства быстрорежущего и твердосплавного инструмента. Заготовки устанавливаются на прямоугольные столы размером от 200 х 800 до 630 х 1600 мм или круглый накладной стол диаметром 320 мм и более. На ряде этих станков возможно как встречное, так и попутное фрезерование, что обеспечивается специальным механизмом, поддерживающим постоянный натяг между винтом и гайкой механизма продольной подачи. Подача может выключаться от упоров и вручную. Ряд станков имеет преселективные устройства для включения новой подачи или новой частоты вращения шпинделя, автоматизированные циклы обработки заготовок в серийном производстве, поворот шпинделя в пределах ± 45° относительно горизонтальной оси и т. п. Станки этого вида удобны для перевода на числовое программное управление. Некоторые станки имеют повышенную быстроходность, что позволяет производительно обрабатывать заготовки из легких сплавов.
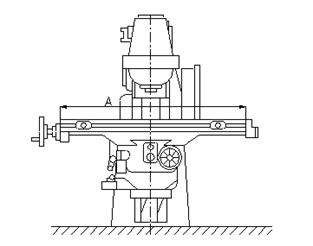
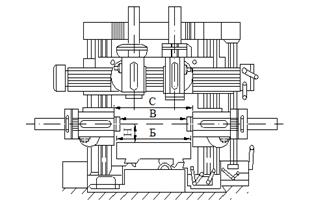
Рисунок 12 – Компоновочная схема вертикально-фрезерного станка Рассматриваемые станки относятся к первому типу фрезерных станков, что находит отражение в обозначении модели: 6Н11, 6А12Р, 6С12Ц и т. д. Станки непрерывного фрезерования бывают карусельно-фрезерные, у которых стол с заготовками (карусель) поворачивается относительно вертикальной оси, и барабанно-фрезерные, с горизонтальной осью поворота барабана (стола) также при круговой подаче. Станки применяют в условиях серийного и массового производства, причем часто загрузка-выгрузка заготовок на карусель или барабан осуществляется на ходу, без. их остановки. Отдельные станки имеют больше одного шпинделя. Коробка скоростей таких станков зачастую включает сменные колеса, которые подбираются для обработки конкретной заготовки. Есть станки и с обычной коробкой скоростей.
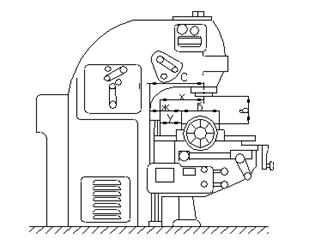
Рисунок 13 – Компоновочная схема фрезерного станка непрерывного фрезерования Эти станки относятся ко второму типу фрезерных станков, например, модели 621М, 6М23, 6А23 и др. Копировально-фрезерные станки выполняются универсальными и специализированными, для обработки конкретной детали (шинных пресс-форм, профиля плоских шаблонов, лонжеронов, лопаток турбин и т. п.). Универсальные копировальные станки позволяют делать гравировку или изготовлять штампы, матрицы, пресс-формы и другие детали с рельефными поверхностями и контурами. Собственно копирование осуществляется по разметке с ручным управлением, по плоскому шаблону, по объемной модели (из гипса, дерева, металла), по программе, записанной на магнитной пленке, или по копиру. Станки этого типа работают специальными или обычными стандартными фрезами. К этому типу станков относятся модели 6Л463, 6А426, 6М42К, 6441Пр и др. Продольно-фрезерные станки, одностоечные и двухстоечные, с одним или несколькими шпинделями позволяют фрезеровать вертикальные, горизонтальные и наклонные плоскости, пазы и т. п. на самых длинных и крупных заготовках (массой до 30 т) или группы заготовок одновременно в условиях серийного производства с применением быстрорежущих и твердосплавных цилиндрических, торцовых, концевых, дисковых, угловых и фасонных фрез. Некоторые станки позволяют вести встречное и попутное фрезерование, а также фрезерование по полуавтоматическому циклу: подвод фрезы — фрезерование — останов — разгрузка — возврат фрезы в исходное положение — загрузка и т. д. Оптимальные режимы фрезерования устанавливаются путем бесступенчатого регулирования частоты вращения шпинделя и величины подачи. Значительные припуски обрабатываемых заготовок приводят к образованию стружки, которая отводится вибротранспортером. Одной из главных характеристик станков этого вида является площадь стола; у серийных станков она определяется габаритами от 400 х 1250 мм (мод. 6304 одностоечная) до 2500 х 8000 мм (мод. 6625 двухстоечная).
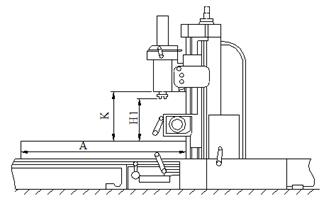
Рисунок 14 – Компоновочная схема продольно-фрезерного станка Это шестой тип фрезерных станков, он включает модели 6604, 6605, 6606, 6Г608 и другие двухстоечные станки (одностоечные стайки относят к третьему типу). Широкоуниверсальные фрезерные станки могут работать с горизонтальным, наклонным или вертикальным расположением одного или двух шпинделей при обработке средних по величине деталей различной формы цилиндрическими, дисковыми, торцовыми фрезами и набором фрез. Эти станки оснащаются большим набором принадлежностей: угловыми и круглыми столами, тисками, делительными головками и столами, быстроходными головками и т. п.. Стол станка имеет размеры от 200 х 500 мм (мод. 675) до 400 х 1600 мм (мод. 6М83Ш). Станки находят применение в условиях единичного и серийного производства. К этому типу станков относятся модели 675, 675П, 676П и др. Горизонтально-фрезерные консольные станки отличаются наличием консоли и горизонтальным расположением шпинделя при обработке цилиндрическими, угловыми и фасонными фрезами плоских и фасонных поверхностей заготовок из различных материалов. Могут также использоваться торцовые и концевые фрезы. Универсальные станки этого вида отличаются тем, что их стол может поворачиваться относительно вертикальной оси ±45°, что позволяет вести обработку винтовых канавок на цилиндрических поверхностях с использованием делительной головки. Столы этих станков имеют размер от 160 х 630 мм (мод. 6Н80Г) до 400 х х 1600 мм (мод. 6М83) и имеют продольные Т-образные пазы для установки различных приспособлений. Ширина этих пазов обычно 14—28 мм. Этот размер следует учитывать при подборе или конструировании приспособления.
Рисунок 15 – Компоновочная схема горизонтально-фрезерного станка
Это восьмой тип фрезерных станков. К нему относятся модели 6Н804Г, 6Н81Г, 6М83Г и др. Разные станки фрезерной группы включают металлорежущее оборудование, предназначенное для обработки конкретных заготовок или видов поверхностей: резьбофрезерные, шпоночно-фрезерные, шлицефрезерные, а также станки для обработки шлицев корончатых гаек, канавок спиральных и центровочных сверл, канавок шпоночных и дисковых фрез, плоскостей слитков и т. д.
|