AGW-LW ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ РЕЗЕРВУАРОВ
Краткая характеристика продукции, выпускаемая предприятием, цехом, участком, мастерской
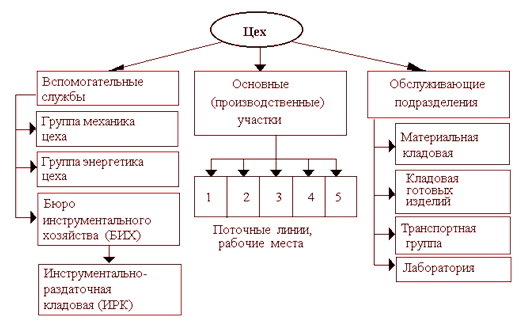
Цех предназначен для сборки и сварки горизонтальных резервуаров
Структура управления цехом, функциональная взаимосвязь подразделений
Назначение, устройство и правила эксплуатации сварочного оборудования и оснастки применяемых при изготовлении сварочной конструкции
AGW-LW ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ РЕЗЕРВУАРОВ AGW-LW производства Koike Aronsone/Ransome представляет собой облегченную версию AGW-I, систему автоматической сварки под флюсом тонкостенных резервуаров, собираемых в полевых условиях полистовым методом. Установка размещается на верхнем торце листа при помощи регулируемых по углу фланцевых роликов и перемещается со скоростью 10-267 см/мин. Толщина листа, по которому может перемещаться машина от 5 до 40 мм, а диаметр резервуара от 3,6м. Система поставляется укомплектованной сварочной головкой и источником производства Lincoln Electric, а также системой рециркуляции флюса, правильным устройством для проволоки. Новый регулируемый механизм поддерживающих флюс роликов обеспечивает гарантированное закрытие флюсом разделки и эффективную рециркуляцию. Установка построена на основе комплекта сварочного оборудования для сварки под флюсом компании Lincoln Electric: автоматическая головка NA-3, выпрямитель Idealarc DC 600. ВОЗМОЖНЫЕ МОДИФИКАЦИИ: Сварочная головка NA-5 (Lincoln Electric). AGW-LW ПОСТАВЛЯЕТСЯ ПОЛНОСТЬЮ ГОТОВОЙ К РАБОТЕ, В СОСТАВЕ:
Сварочная головка NA-3 (блок управления и подающий механизм). Источник питания Lincoln Electric Idealarc DC 600 или Lincoln Electric Idealarc DC 1000. Блок ручной регулировки положения сварочной горелки по вертикали и по горизонтали. Регулируемая система поддержки флюса. Система рециркуляции флюса. Горелки предварительного подогрева стыка. Закрытый фрейм с источником и электрическим шкафом. Защитные шторки на каретке. Кабель в сборе, 60м. Загрузочные ролики. Набор инструмента. Инструкция по эксплуатации. При использовании установок AGW для монтажа резервуаров из стали 09Г2С рекомендуется применять сварочные материалы компании Lincoln Electric: сплошную проволоку марки L-61 в комбинации с быстротвердеющим флюсом для многопроходной сварки марки FX 860. Все сварочное оборудование Lincoln Electric имеет высокую надежность, проверенную годами эксплуатации в тяжелых условиях. Регулировка горелки по высоте листа осуществляется изменением высоты жесткой телескопической рамы, сваренной из труб. Минимальный диаметр резервуара - 3.6 м, высота листа 1.8 - 3.0 м, скорость перемещения 0.10 - 2.67 м/мин
DC-1000
|