Теоретические положения
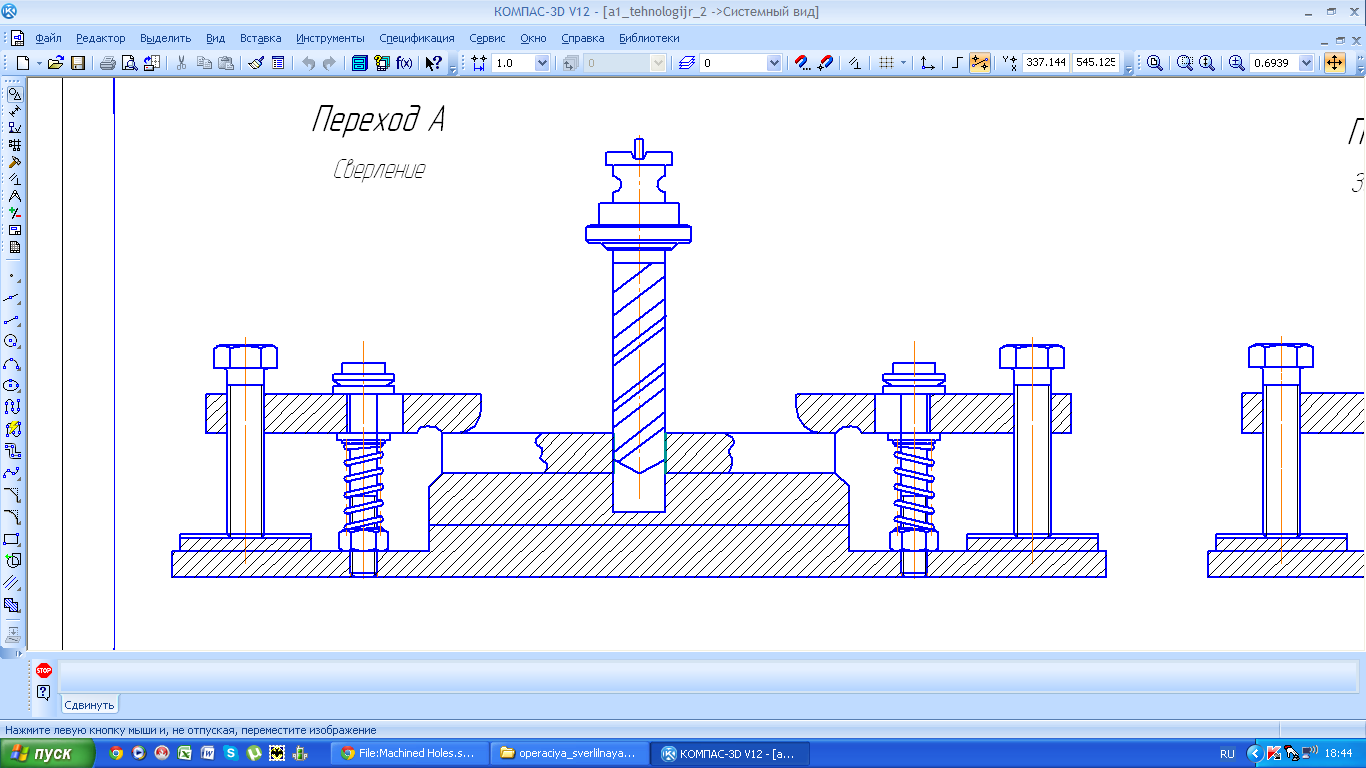
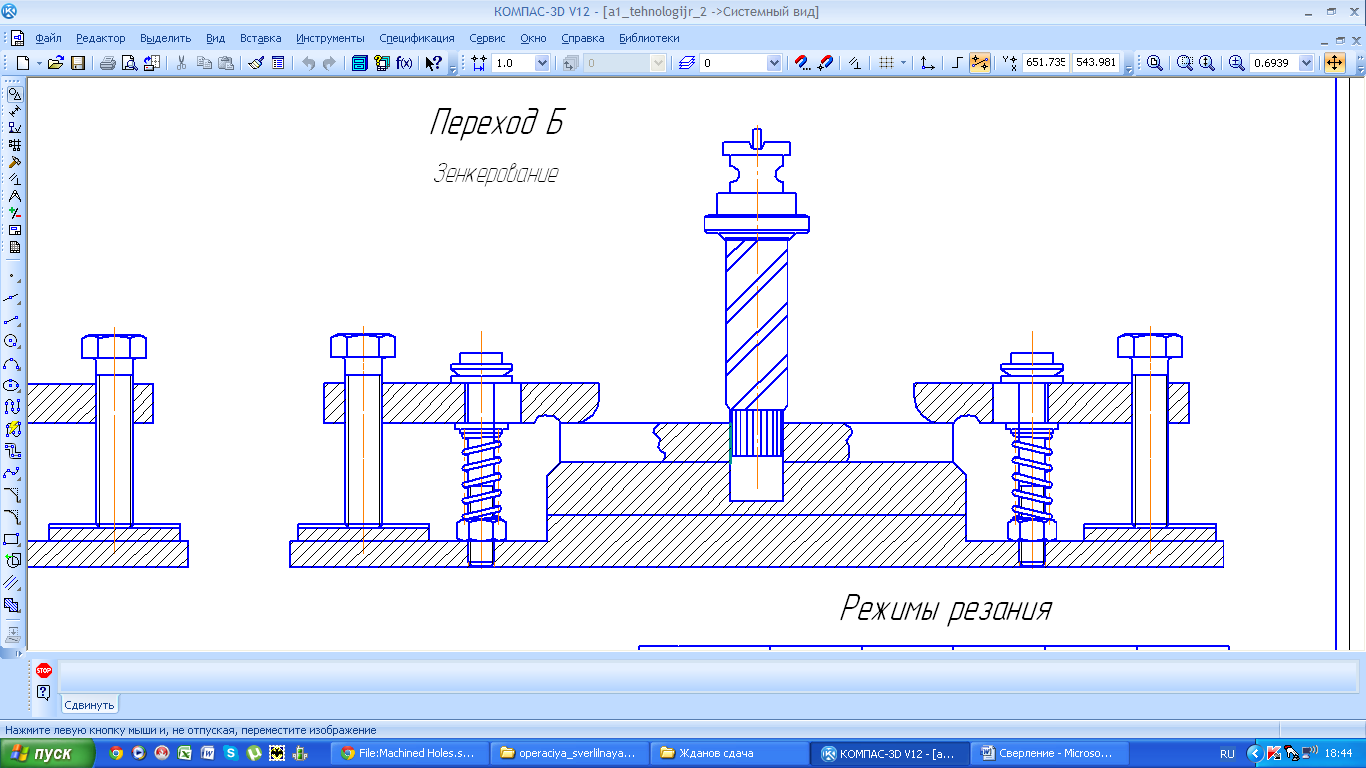
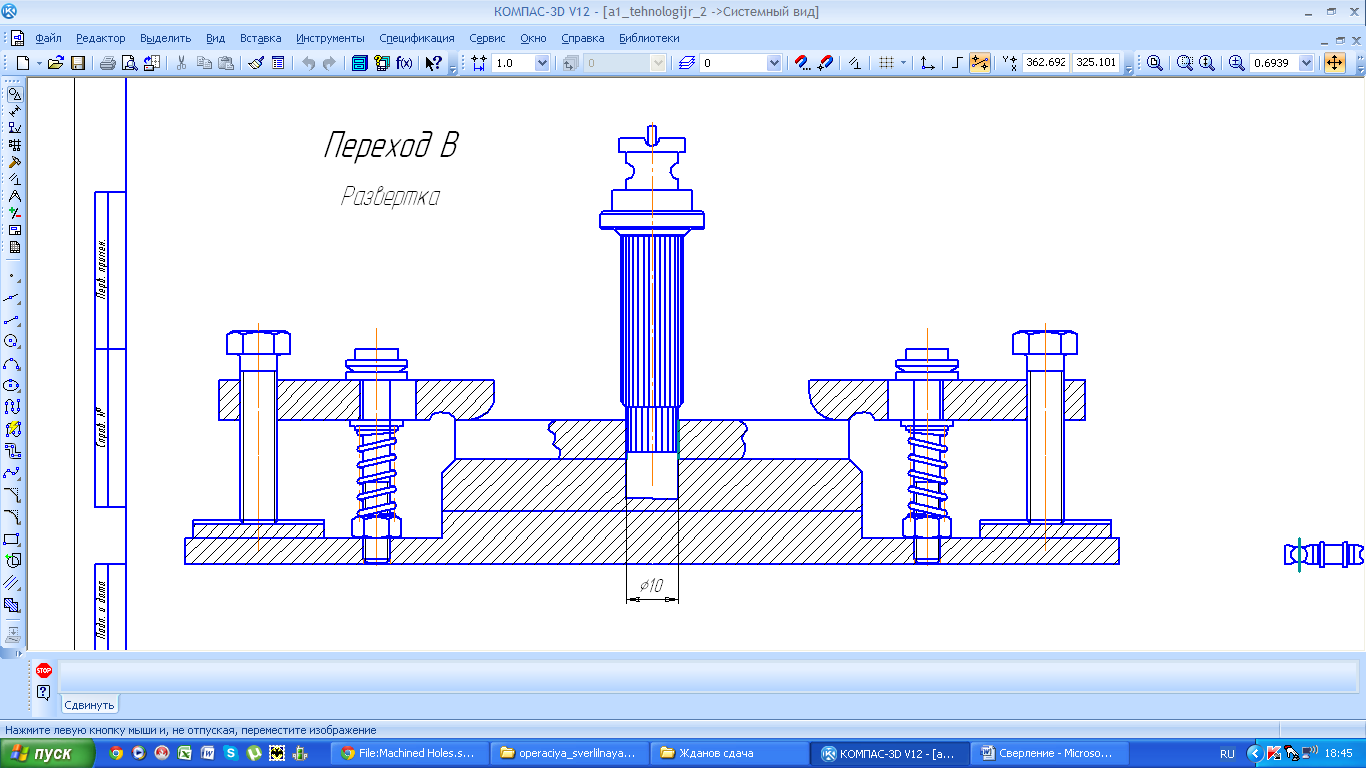
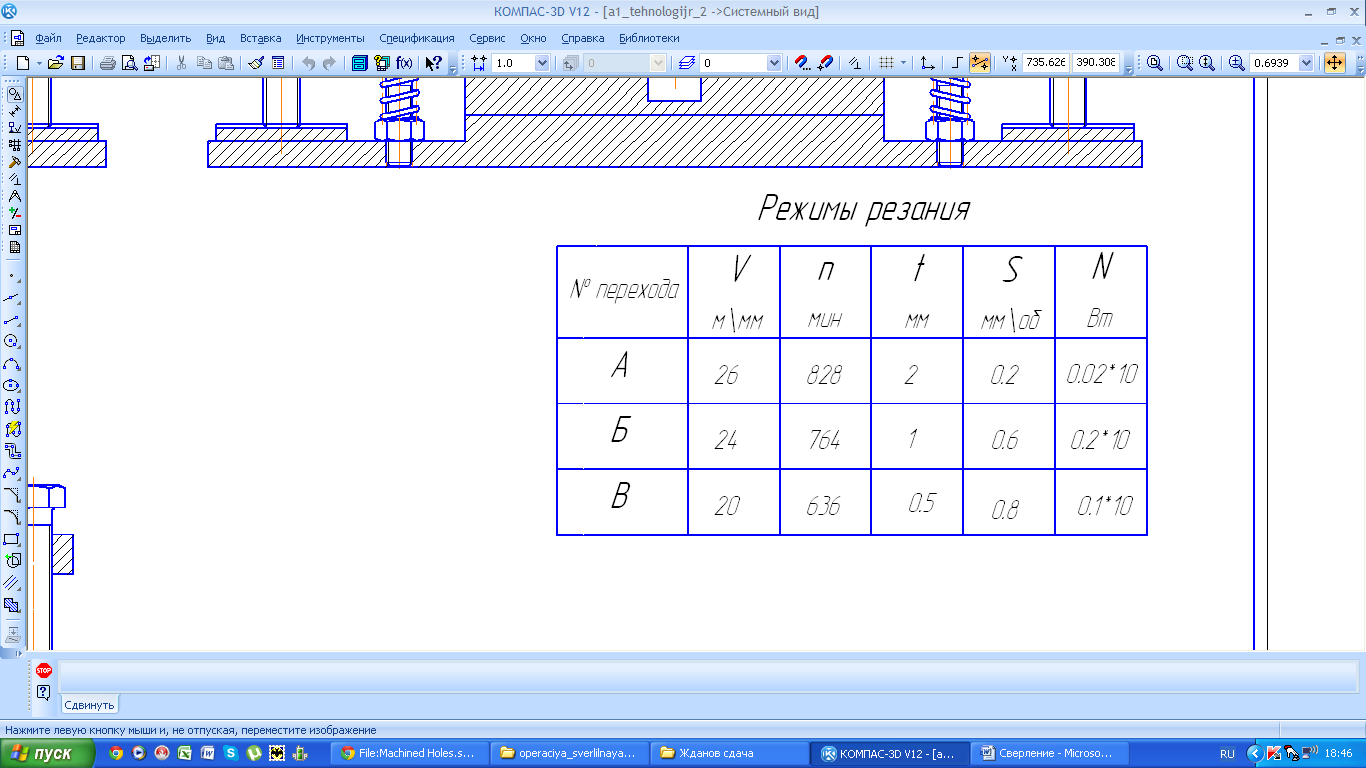
Лабораторная работа №4 Цель работы – разработка и изучение технологических операций обработки цилиндрических отверстий на сверлильном станке. Задание 1.Разработать технологические эскизы операций сверления, зенкерования и развертывания отверстий. 2.Подобрать оптимальные режимы работы. Теоретические положения Отверстия небольших размеров (диаметром до 25 мм) в различных деталях (корпусах, крышках, фланцам и т.п.) чаще всего обрабатываются на сверлильных станках. В сплошном металле отверстия получаются сверлением, дальнейшая обработка отверстия в зависимости от требуемой точности и шероховатости поверхности выполняется зенкерованием, развертыванием, раскатыванием и другими способами. При сверление и зенкерование наблюдается отклонение (увод) оси отверстия от заданного направления. Это происходит из-за малой жесткости технологической системы, неточной заточки режущих граней сверла и других причин. Дальнейшие операции зенкерования и развертывания не исправляют этого отклонения.,точность обработки заметно повышается при наличии приспособлений с кондукторными втулками для направления инструмента. Сверлением получаются отверстия по 11-12-му квалитетам и 3-4-му классам шероховатости, зенкерование (после сверления) – 8-11-му квалитетам и 4-5-му классам шероховатости, однократным развертыванием по 8-9-му квалитетам и 6-му классу шероховатости, при тонком развертывании достигается 6-й квалитет и 8-й класс шероховатости поверхности. При сверление и зенкерование отверстий в заготовках из стали 45 быстрорежущими инструментами скорость резания принимается 20-25 м/мин при развертывании 6-8 м/мин; подачи – при сверлении 0,2-0,3 мм/об и развертывании 0,5-0,8 мм/об. Припуски на зенкерование составляют 2-3 мм (на диаметр), на развертывание-0,15-0,25 мм.
Содержание работы
Вывод: В работе разработаны и изучены технологические операции обработки цилиндрических отверстий на сверлильном станке. Разработаны эскизы операций и соответствующими режимами работы.
|