Характеристика ПМС-88. Температуру рельсов определяют по головке специальным термометром
Температуру рельсов определяют по головке специальным термометром. Точность измерений температуры - ± 1 °С, пределы измерений – от – 65 °С до + 70 °С. Фактические температуры закрепления каждой рельсовой плети должны быть зафиксированы в Журнале учета службы и температурного режима рельсовых плетей и на шейке рельса, а длинных плетей – в Паспорте-карте и на шейке рельса коротких плетей.
. Закрепление рельсовых плетей производится при оптимальной температуре 35+/-5 0С. При температуре рельсов на момент производства работ ниже оптимальной, закрепление рельсовых плетей в оптимальную температуру выполняется путем удлинения плети гидравлическим натяжным ГНУ-70 или нагрева плети до заданной расчетной температуры рельсонагревательным устройством конструкции инженера Зубова В.И. 2.21. Удлинение плети определяется по разности температур между температурой рельса при укладке и расчетной температурой закрепления рельсовых плетей. Расчет удлинения плети производится в соответствии с «Инструкцией по устройству, укладке, содержанию и ремонту бесстыкового пути», утвержденной Распоряжением ОАО РЖД от 29.12.2012 № 2788р, раздел 4.7. 2.22. В процессе нагревания контроль за равномерностью температурного удлинения осуществляется по контрольным температурным рискам, наносимым на подошву рельса через каждые 50 м, по всей длине рельсовых плетей. На подошве рельсовой плети от кромки анкера, противоположной направлению удлинения, откладывают величину, соответствующую величине удлинения плети в данном месте и закрепляют ее меловой риской, которая служит контрольной меткой. При окончании нагрева контрольная риска должна совместиться с кромкой анкера. 2.23. С целью уменьшения величины трения между растягиваемой рельсовой плетью и подрельсовыми прокладками на каждой 15-й шпале укладывают полиэтиленовые прокладки. Места их укладки отмечаются руководителем работ заранее. 2.24. Сварка рельсовых стыков производится машиной ПРСМ методом подтягивания и должна соответствовать Технологическим указаниям по восстановлению дефектных рельсовых плетей. 2.25. Перемещение рельса при сварке контролируется по относительному смещению рисок, нанесенных на подошве, и анкеров не менее чем в трех местах. 2.26. Обработанная поверхность сварных стыков должна быть чистой, без раковин и заусенцев. Поверхность катания и боковые грани головки рельса должны быть прямолинейными. 2.27. Для обеспечения нормальной работы сварочной головки при сварке стыков и последующей обработки, балласт из стыковых и предстыковых шпальных ящиков вырезается, шпалы сдвигаются. 2.28. Переезд по сварному стыку допускается не ранее чем через 15 мин после окончания режима сварки. 2.29. Перед открытием перегона, после основных работ, путь приводится в состояние, обеспечивающее безопасный пропуск первых двух поездов по месту работ со скоростью согласно п.2 Инструкции по обеспечению безопасности движения поездов при производстве путевых работ (. Распоряжение ОАО РЖД от 29.12.2012. № 2790р)..
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ЖЕЛЕЗНОДОРОЖНОГО ТРАНСПОРТА Федеральноегосударственное бюджетное образовательное учреждение высшего профессионального образования «Петербургский государственный университет путей сообщения Императора Александра I» (ФГБОУ ВПО ПГУПС)
Факультет Транспортное строительство Кафедра «Железнодорожный путь» ОТЧЕТ ПО ПРОИЗВОДСТВЕННОЙ ПРАКТИКЕ Полякова Полина Михайловна ________________________________________________________________ Фамилия, имя, отчество обучающегося
Санкт-Петербург 2014
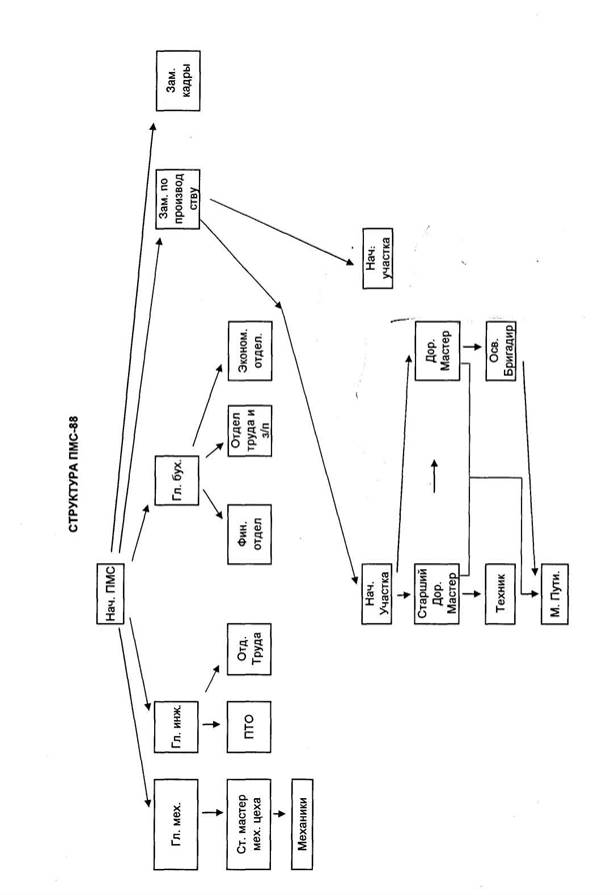
Характеристика ПМС-88 Путевая машинная станция №88 Дирекции по ремонту пути «Путьрем» Октябрьской железной дороги - филиала ОАО «Российские железные дороги». ПМС-88 является структурным подразделением, не имеет статуса юридического лица, выступает в гражданском обороте от имени ОАО «РЖД». Ответственность по обязательствам ПМС несет ОАО «РЖД». Производственная база ПМС-88 расположена в Ленинградской области на ст. Рябово Октябрьской железной дороги, а административный комплекс в городе С.- Петербург на ст. Навалочная Октябрьской железной дороги. Путевую машинную станцию № 88 возглавляет начальник. Назначение начальника на должность и освобождение его от должности производится начальником Филиала по представлению руководителя Дирекции. Начальник ПМС действует от имени ОАО «РЖД» на основании доверенности, выданной начальником Филиала в порядке передоверия. Общее руководство ПМС-88 обеспечивается начальником и главным инженером, аппаратом управления. ПМС-88 имеет путевую колонну № 1 для выполнения подготовительных, основных и отделочных работ на перегоне, путевую колонну №2 производственной базы. 3веносборочная база оснащена современными погрузочно-разгрузочными механизмами, механизированными поточными линиями по сборке новых и разборке старых звеньев путевой решетки. Комплекс зданий и сооружений производственной базы расположен вблизи железнодорожной станции и поселка Рябово. Территория комплекса ограждена забором из бетонных плит, вдоль забора и далее с выездом на трассу автомобильная дорога. Основная площадка заасфальтирована и освещена. Имеется административно-бытовой корпус. Для ремонта и обслуживания путевой техники предназначены металлический павильон и ангар. Для комплектации клеммных и закладных болтов построен отапливаемый цех комплектации. Для формирования хозяйственных поездов, приема и отправления грузов имеется 27,849 км подъездных путей и 56 стрелочных переводов. На участках сборки и разборки звеньев рельсошпальной решетки уложены подкрановые пути. Для ремонта и обслуживания автомобилей имеется пункт технического обслуживания автомобилей. Кроме того, имеются склады инвентаря и горюче-смазочных материалов. Сборка звеньев производится на пути-шаблоне длиной 750 погонных метров в два яруса. Этот путь и путь для погрузки звеньев и выгрузки материалов расположены под 10-тонными козловыми кранами. Между путем-шаблоном и подкрановым путем установлены специальные стеллажи для складирования инвентарных рельсов, накладок и стыковых болтов. Такое расположение рельсов ускоряет раскладку их на шпалы при сборке звеньев. В конце сборочных путей под консолью крана производится выгрузка и складирование рельсовых скреплений магнитной плитой. На базе имеются 8 двух консольных козловых крана грузоподъемностью по 10 тонн. Четыре таких крана обслуживают сборку звеньев путевой решетки на железобетонных шпалах. Ими же грузят звенья на спецсостав и выгружают материалы верхнего строения пути, прибывающие на базу. Четыре двух консольных козловых крана грузоподъемностью по 10 тонн используются на работах по переборке звеньев на железобетонных шпалах и, отгрузке рельсов и рельсовых скреплений. Краном КДЭ-151 грузят старогодные шпалы в полувагоны и выполняют погрузочно-выгрузочные работы, связанные с производственными и хозяйственными нуждами. Звеносборочная база производит сборку звеньев из рельсов типа Р65 со скреплениями КБ-65, АРС-4 и Пандрол-350 на железобетонных шпалах. Производительность звеносборочной базы по сборке новой рельсошпальной решетки доходит до 750 метров пути за смену.
|