Микрометры гладкие с величиной отсчета 0,01 мм при настройке на нуль по установочной мере.
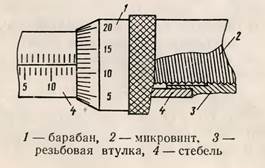
Стоячая волна – наложение 2-х когерентных волн, которые распространяются навстречу друг друга, частоты и амплитуды одинаковые. S1=Acos(wt-kt) S2=Acos(wt+kt) S=S1+S2=Accoswt, Ac=2Acos2Пx/ 1) 2) При переходе через узел фаза меняется на П. У стоячей волны переноса энергии нет. Наличие на отлаж. Поверхности узла или пучка определяется плотностью сред. Если в бегущей волне все токи колебания с одинаковой амплитудой, но с разными фазами, то в стоячей волне между 2-я узлами колебания в одинаковой фазе, но с разной амплитудой. Микрометры гладкие с величиной отсчета 0,01 мм при настройке на нуль по установочной мере. Микрометр – измерительное средство с корпусом в виде скобы и двухточечной схемой измерения, в котором перемещение одной из точек определяется с помощью резьбовой пары – винта и гайки. Микрометр (рис.) состоит из скобы 1,снабженной с одной стороны неподвижной измерительной пяткой 2. С другой стороны в отверстие скобы запрессован стебель 3, в котором закреплена резьбовая гайка 4. Микровинт 5, перемещающийся в резьбе гайки, имеет направляющую для своей гладкой части в виде соосного с резьбой отверстия в стебле и снабжен на конце второй измерительной пяткой 11. Микровинт имеет посадочную поверхность для барабана 6 в виде цилиндрического пояска с буртиком (рис.а) или конуса (рис. б). Для обеспечения постоянства измерительного усилия микрометр снабжается специальным храповым механизмом 8 (рис. б) или фрикционной муфтой 7 (рис. а), отрегулированными на определенное усилие проворота или проскальзывания. Фиксация измерительной пятки вместе с микровинтом может быть обеспечена с помощью винтового стопора 10 или с помощью цангового зажима, сжимаемого накатной гайкой. Аналогичная конусная гайка 9, стягивающая цанговую часть микрогайки, позволяет периодически компенсировать износ резьбы.
В микрометрических инструментах используется винтовая пара, где продольное перемещение винта прямо пропорционально шагу резьбы и углу поворота винта. За один оборот микрометрический винт перемещается вдоль оси на шаг резьбы (0,5мм).
Чтение показаний. Целое число миллиметров и половину миллиметра отсчитывают краем скоса барабана по шкале стебля. Сотые доли миллиметра определяют по порядковому номеру штриха барабана, совпадающего с продольным штрихом стебля. Скос на барабане для шкалы сотых долей миллиметра приближает ее к шкале стебля и тем предохраняет от искажений при чтении показаний.
Цена деления микрометра 0,01 мм. При повороте на одно деление микрометрический винт 2, соединенный с барабаном 1, перемещается вдоль оси на 1/50 шага, т.е. 0,5 мм:50=0,01 мм, являющейся ценой деления микрометра.
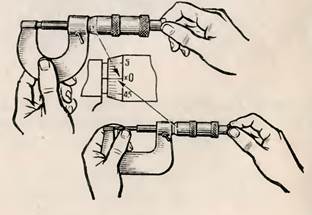
Проверка нулевого положения микрометра. При соприкосновении измерительных поверхностей микрометра с измерительными поверхностями установочной меры или непосредственно между собой (при пределах измерения 0-25 мм) нулевой штрих барабана должен совпадать с продольным штрихом стебля, а скос барабана дожжен открывать нулевой штрих стебля.
Номенклатура микрометров для измерения наружных размеров самая разнообразная. Изготавливаются микрометры для измерения резьбы и зубчатых колес. Наибольшее распространение получили гладкие микрометры. Типоразмеры микрометров в основном предопределяются длиной резьбы микровинта, обеспечивающего диапазон измерений. Практикой установлена оптимальная длина резьбы микровинта 25 мм. Обычно типоразмеры микрометров устанавливают через 25 мм, т. е. 0 – 25; 25 – 50; 50 – 70 и т. д. Наибольший предел измерения обычно 600 мм, но практическое применение имеют типоразмеры до 100 мм. Для больших типоразмеров диапазон измерения часто составляет 100 мм, что достигается или переставной или сменной пяткой. Микрометры для размеров свыше 25 мм снабжаются установочной мерой для установки на нуль, соответствующий нижнему пределу измерения (рис. 3,в). У специальных микрометров обычно диапазон измерения меньше.
Все микрометры, кроме тех, у которых измерение начинается от нуля, снабжаются так называемыми установочными мерами, представляющими собой цилиндр, у которого размер между торцовыми поверхностями равен нижнему пределу измерения микрометра (например, микрометр с диапазоном измерения 75 – 100 мм имеет установочную меру размером 75 мм). С помощью этой меры микрометр устанавливают на начало отсчета (на нуль). В принципе, можно настраивать микрометры по концевым мерам длины и не только на начало отсчета, но и непосредственно на значение измеряемого размера. Этим приемом можно повысить точность измерения по сравнению с обычным использованием микрометра, так как значительно уменьшается погрешность микрометра.
|
 Вкаждой точке происходит колебания с одинаковой частотой w, а амплитуда различна, она зависит от координаты х.
Вкаждой точке происходит колебания с одинаковой частотой w, а амплитуда различна, она зависит от координаты х. Амах=2А Хпучности=
Амах=2А Хпучности= 
 Амin=0 Хузла=
Амin=0 Хузла=