Примечание
При ремонте двигателя после снятия головки блока цилиндров следует заменить прокладку головки блока цилиндров и все болты головки блока цилиндров, повторное их использование недопустимо.
| Замена ремня ГРМ на Chery Very, Bonus
|
Установка шкива распредвала
Прежде всего надо проверить, что шпонка распредвала находится внизу, затем провернуть коленвал до верхней мертвой точки первого цилиндра. В это время шпонка обращена вверх.

Установить шайбу шкива коленвала на коленвал выпуклой стороной вверх, затем установить сам шкив на коленвал маркировкой «FRONT” вверх и меткой мертвой точки на шкиве также вверх.

Установка шкива распредвала
Установить шкив как показано на рисунке. Проверить, совместилась ли метка верхней мертвой точки шкива с меткой на крышке первого подшипника головки блока цилиндров. Метка на крышке первого подшипника находится не на ее верхней поверхности.
Установить шайбу шкива, затем наживить болт и затянуть его с усилием 95±5 Нм.
Распредвал должен быть заблокирован во время затяжки болта.
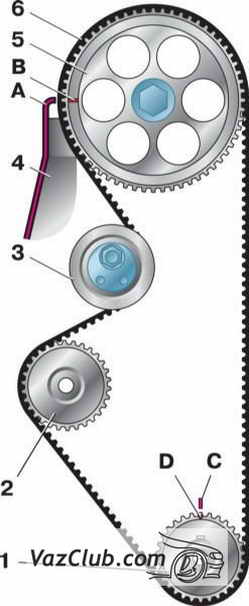
Установка ремня ГРМ и шкива натяжителя
1. С помощью ключа затянуть болт шкива натяжителя 16 — 20 Нм.
2. Проверить, что коленвал находится в верхней мертвой точке первого цилиндра и мета верхней мертвой точки на шкиве распредвала совмещена с маркировкой «FRONT” на головке блока цилиндров.
3. Установить ремень ГРМ. С помощью ключа на 15 поджать натяжитель и медленно протянуть ремень под ним. Шкив натяжителя подпружинен и возвращается в рабочее состояние автоматически.
4. Провернуть дважды коленчатый вал и проверить совпадение меток.
| Установка распредвала на Chery Very, Chery Bonus
| Установить сегментную шпонку распределительного вала. После установки проверить высоту выступающей части шпонки, которая должна составлять 1,64 — 2,11 мм.
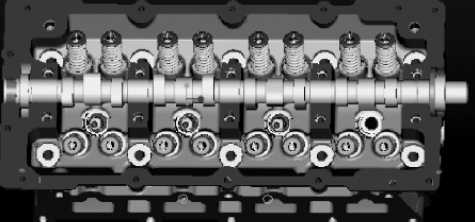
Протереть посадочное отверстие под распределительный вал куском ткани и слегка смазать моторным маслом, затем установить распределительный вал в сборе со шпонкой на гнезда подшипников в головке блока цилиндров.
Протереть каждое отверстие крышек подшипников распределительного вала и нанести герметик на поверхность сопряжения крышки первого подшипника толщиной до 1 мм.

Нанести небольшое количество моторного масла на поверхность кулачка и шейку вала, затем установить один за другим по порядку все пять крышек подшипников.Крышка и установочный штифт на головке блока цилиндров собираются по свободной посадке +0,005 — +0,028 мм

Для установки совместить посадочное отверстие на крышке подшипников распределительного вала с установочным штифтом, а затем осторожно надавить на крышку до ее плотного прилегания.
Провернуть распределительный вал вручную, он должен вращаться плавно. Крутящий момент должен быть менее 1 Нм, в противном случае следует снять крышку подшипников распределительного вала для проверки.
Использовать цифровой индикатор для проверки осевого зазора распределительного вала в сборе, перемещая его вперед и назад: зазор при этом должен составлять +0,095 — +0,153 мм.
| Установка коромысел на Chery Very, Chery Bonus
|  
1 — ось коромысел выпускных клапанов;
2 — ось коромысел впускных клапанов.
Примечание
Неправильная установка коромысел впускных и выпускных клапанов приведет к появлению постороннего звука и к повреждению коромысел из-за недостатка масла.
Ось коромысел впускных клапанов имеет четыре обработанные канавки (для установки гнезд свечей зажигания. Во время сборки необходимо проверить каждое смазочное отверстие и каждую смазочную канавку оси коромысел на наличие заусенцев. Проверить чистоту рабочих поверхностей коромысел и оси.

1 — торец с большой фаской;
2 — левое коромысло впускного клапана;
3 — правое коромысло впускного клапана;
4 — коромысло выпускного клапана.
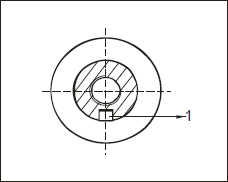
1 — шпоночный паз распределительного вала.
Убедиться, что шарообразные головки и втулки ограничительные коромысел впускных и выпускных клапанов находятся в нормальном состоянии. Нанести небольшое количество моторного масла на ось коромысел клапанов. Для установки оси коромысел впускных/выпускных клапанов торцы с большой фаской должны быть обращены ккрышке первого подшипника распределительного вала, иначе невозможно установить ось коромысел.

1 — торцы осей коромысел с большой факсой;
2 — фиксирующие втулки.
Убедитесь, что шпоночный паз распределительного вала повернут вниз, затем установить ось коромысел впускных клапанов в сборе. Далее отрегулировать положение каждого коромысла таким образом, чтобы правильно установить ось коромысел.
Проверить осевой зазор коромысел впускных клапанов, нет ли заедания и помех. Надавить на втулку ограничительную коромысла впускного клапана между левым и правым коромыслами клапанов.
Установить ось коромысел выпускных клапанов с коромыслами в сборе. Отрегулировать положение каждого коромысла таким образом, чтобы установить ось коромысел надлежащим образом на крышке распределительного вала.
Наживить болты осей коромысел. Затем затянуть болты дважды. Сначала с моментом 15 плюс минус 1,5Нм от центра в обе стороны, а после того как головка цилиндров в сборе и блок цилиндров установлены, затянуть болты с усилием 30 плюс минус 1,5 Нм в порядке, указанном выше.
После предварительной затяжки болтов осей коромысел затянуть их по обе стороны первой крышки распределительного вала с усилием 9,5 плюс минус 1 Нм.
| БОЛТЫ - МАРКИРОВКИ И ПРЕДЕЛЬНЫЕ МОМЕНТЫ ЗАТЯЖКИ
|
| БОЛТЫ - МАРКИРОВКИ И ПРЕДЕЛЬНЫЕ МОМЕНТЫ ЗАТЯЖКИ
|
Крутящие моменты затяжки болтов
В данной таблице представлены крутящие моменты затяжки болтов в зависимости от класса прочности.
| Резьба/шаг мм
| Класс прочности болтов
| | 4.6
| 5.8
| 8.8
| 10.9
| 12.9
| | 5/0.8
| 2,1
| 3,5
| 5,5
| 7,8
| 9,3
| | 6/1.0
| 3,6
| 5,9
| 9,4
| 13,4
| 16,3
| | 8/1.25
| 8,5
| 14,4
| 23,0
| 31,7
| 38,4
| | 10/1.5
| 16,3
| 27,8
| 45,1
| 62,4
| 75,8
| | 12/1.75
| 28,8
| 49,0
| 77,8
| 109,4
| 130,6
| | 14/2.0
| 46,1
| 76,8
| 122,9
| 173,8
| 208,3
| | 16/2.0
| 71,0
| 118,1
| 189,1
| 265,9
| 319,7
| | 18/2.5
| 98,9
| 165,1
| 264,0
| 370,6
| 444,5
| | 20/2.5
| 138,2
| 230,4
| 369,6
| 519,4
| 623,0
| | 22/2.5
| 186,2
| 311,0
| 497,3
| 698,9
| 839,0
| | 24/3.0
| 239,0
| 399,4
| 638,4
| 897,6
| 1075,2
| | 27/3.0
| 345,6
| 576,0
| 922,6
| 1296,0
| 1555,2
| | 30/3.5
| 472,3
| 786,2
| 1257,6
| 1766,4
| 2121,6
| | 33/3.5
| 636,5
| 1056,0
| 1699,2
| 2380,8
| 2860,8
| | 36/4.0
| 820,8
| 1363,2
| 2188,8
| 3081,6
| 3696,0
| | 39/4.0
| 1056,0
| 1756,8
| ---
| 3955,2
| 4742,4
| Приведенные крутящие моменты являются допустимыми, уровень нагрузки при этом соответствует примерно 60-70% предела текучести.
Маркировка – что указано на головках болтов.
Для изделий из углеродистой стали класса прочности - 2 на головке болта указаны цифры через точку. Пример: 3.6, 4.6, 8.8, 10.9, и др.
Первая цифра обозначает 1/100 номинальной величины предела прочности на разрыв, измеренную в МПа. Например, если на головке болта стоит маркировка 10.9 первое число 10 обозначает 10 х 100 = 1000 МПа.
Вторая цифра - отношение предела текучести к пределу прочности, умноженному на 10. В указанном выше примере 9 - предел текучести / 10 х 10. Отсюда Предел текучести = 9 х 10 х 10 = 900 МПа.
Предел текучести это максимальная рабочая нагрузка болта!
Для изделий из нержавеющей стали наносится маркировка стали - А2 или А4 - и предел прочности - 50, 60, 70, 80, например: А2-50, А4-80.
Число в этой маркировке означает - 1/10 соответствия пределу прочности углеродистой стали.
Перевод единиц измерения: 1 Па = 1Н/м2; 1 МПа = 1 Н/мм2 = 10 кгс/см2.
Предельные моменты затяжки для болтов (гаек).
Таблица крутящих (закручивающих) моментов для затяжки болтов (гаек). В таблице ниже приводятся закручивающие моменты для затяжки болтов и гаек. Не превышайте эти величины.
| Резьба
| Прочность болта
| | 8.8
| 10.9
| 12.9
| | М6
| 10 Нм
| 13 Нм
| 16 Нм
| | М8
| 25 Нм
| 33 Нм
| 40 Нм
| | М10
| 50 Нм
| 66 Нм
| 80 Нм
| | М12
| 85 Нм
| 110 Нм
| 140 Нм
| | М14
| 130 Нм
| 180 Нм
| 210 Нм
| | М16
| 200 Нм
| 280 Нм
| 330 Нм
| | М18
| 280 Нм
| 380 Нм
| 460 Нм
| | М20
| 400 Нм
| 540 Нм
| 650 Нм
| | М22
| 530 Нм
| 740 Нм
| 880 Нм
| | М24
| 670 Нм
| 940 Нм
| 1130 Нм
| | М27
| 1000 Нм
| 1400 Нм
| 1650 Нм
| | М30
| 1330 Нм
| 1800 Нм
| 2200 Нм
| | М33
| 1780 Нм
| 2450 Нм
| 3000 Нм
| | М36
| 2300 Нм
| 3200 Нм
| 3850 Нм
| | М39
| 3000 Нм
| 4200 Нм
| 5050 Нм
| | М42
| 3700 Нм
| 5200 Нм
| 6250 Нм
| Выше перечисленные величины даются для стандартных болтов и гаек, имеющих метрическую резьбу. Для нестандартного и специального крепежа смотрите руководство по ремонту ремонтируемой техники.
Моменты затяжки стандартного крепежа с дюймовой резьбой стандарта США.
В следующих таблицах приведены общие нормативы моментов затяжки для болтов и гаек SAE класса 5 и выше. (Для нестандартного крепежа смотрите руководство по ремонту ремонтируемой техники.)
| Размер резьбы, дюймы
| Момент затяжки стандартных болтов и гаек
| | Н м'
| фунт фут
| | 1/4
| 12± 3
| 9±2
| | 5/16 3/8
| 25 ± 6 47± 9
| 18± 4,5 35 ± 7
| | 7/16
| 70± 15
| 50± 11
| | 1/2
| 105± 20
| 75±15
| | 9/16
| 160 ± 30
| 120± 20
| | 5/8
| 215± 40
| 160 ± 30
| | 3/4
| 370 ± 50
| 275 ± 37
| | 7/8
| 620± 80
| 460 ± 60
| |
| 900 ± 100
| 660 ± +75
| | 11/8
| 1300 ± 150
| 950 ± 100
| | 1 1/4
| 1800 ±200
| 1325 ±150
| | 1 3/8
| 2400 ± 300
| 1800 ± 225
| | 1 1/2
| 3100 ± 350
| 2300 ± 250
| 1 ньютон-метр (Н.м) равен примерно 0,1 кГм.
ISO — Международная организация стандартов
Моменты затяжки метрического крепежа
Моменты затяжки стандартных ленточных хомутов с червячным зажимом для шлангов
В приводимой ниже таблице даются моменты затяжки хомутов при их начальной установке на новом шланге, а также при повторной установке или подтягивании хомутов на шлангах, бывших в употреблении,
Момент затяжки для новых шлангов при начальной установке
| Ширина хомута
| Нм
| фунт дюйм
| | 16 мм (0,625 дюйма)
| 7,5 ± 0,5
| 65± 5
| | 13,5 мм (0,531 дюйма)
| 4,5 ± 0,5
| 40± 5
| | 8 мм (0,312 дюйма)
| 0,9 ± 0,2
| 8 ± 2
| | Момент затяжки для повторной сборки и подтягивания
| | Ширина хомута
| Нм
| фунт дюйм
| | 16 мм (0,625 дюйма)
| 4,5 ± 0,5
| 40± 5
| | 13,5 мм (0,531 дюйма)
| 3,0 ± 0,5
| 25± 5
| | 8 мм (0,312 дюйма)
| 0,7 ± 0,2
| 6 ± 2
| (Использована информация полученная из руководств по ремонту фирм Тармрок, Катерпиллер и др.)
| |

Картограммы и картодиаграммы Картограммы и картодиаграммы применяются для изображения географической характеристики изучаемых явлений...
|

Практические расчеты на срез и смятие При изучении темы обратите внимание на основные расчетные предпосылки и условности расчета...
|

Функция спроса населения на данный товар Функция спроса населения на данный товар: Qd=7-Р. Функция предложения: Qs= -5+2Р,где...
|

Аальтернативная стоимость. Кривая производственных возможностей В экономике Буридании есть 100 ед. труда с производительностью 4 м ткани или 2 кг мяса...
|
Мелоксикам (Мовалис) Групповая принадлежность
· Нестероидное противовоспалительное средство, преимущественно селективный обратимый ингибитор циклооксигеназы (ЦОГ-2)...
Менадиона натрия бисульфит (Викасол) Групповая принадлежность
•Синтетический аналог витамина K, жирорастворимый, коагулянт...
Разновидности сальников для насосов и правильный уход за ними
Сальники, используемые в насосном оборудовании, служат для герметизации пространства образованного кожухом и рабочим валом, выходящим через корпус наружу...
|
Устройство рабочих органов мясорубки Независимо от марки мясорубки и её технических характеристик, все они имеют принципиально одинаковые устройства...
Ведение учета результатов боевой подготовки в роте и во взводе Содержание журнала учета боевой подготовки во взводе. Учет результатов боевой подготовки - есть отражение количественных и качественных показателей выполнения планов подготовки соединений...
Сравнительно-исторический метод в языкознании сравнительно-исторический метод в языкознании является одним из основных и представляет собой совокупность приёмов...
|
|
