Накатывание резьбы двумя роликами при тангенсальной подаче заготовок
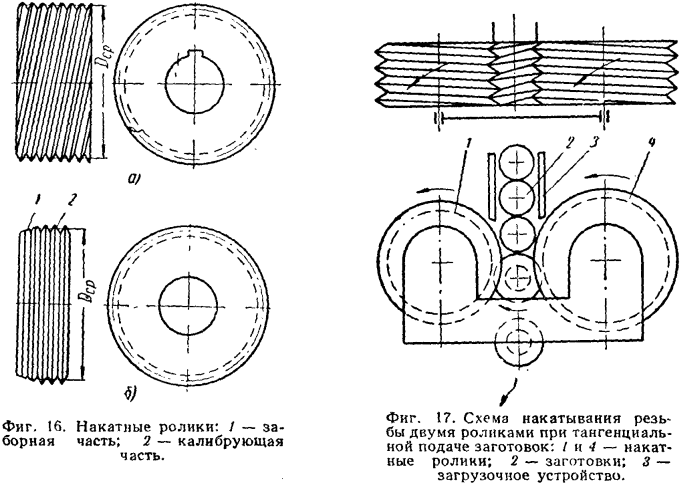
Накатывание резьбы двумя роликами при тангенциальной подаче заготовок применяется для получения цилиндрических коротких резьб треугольного, круглого и трапецеидального профилей на специальных или обычных двух-роликовых станках с загрузочно-приемными устройствами. Накатные ролики (фиг. 16). Ролик представляет собой круглый цилиндр, на наружной поверхности которого образована многозаходная резьба (фиг. 16,а) или кольцевые витки (фиг. 16, б) в зависимости от способа накатывания. Профиль резьбы или кольцевых витков ролика соответствует профилю накатываемой резьбы, а направление витков резьбы ролика противоположно направлению витков накатываемой резьбы. Головка резьбы или витка на ролике увеличивается по высоте на величину 0‚008—0‚045 мм (запас на износ ролика), а ножка увеличивается на 0‚01—0‚04 мм (гарантированный зазор во впадине резьбы). Средний расчетный диаметр резьбы ролика определяется по формуле:
где n - число заходов резьбы на ролике;
Ширина роликов для накатывания резьбы методом радиальной и тангенциальной подачи принимается больше длины резьбы на 2—З шага. При накатывании резьбы с тангенциальной подачей ролики принудительно вращаются в одну сторону (фиг. 17). Заготовка из загрузочного устройства падает и затягивается в зазор между роликами со скоростью подачи. Скорость подачи определяется при заданной скорости накатывания разностью окружных скоростей накатных роликов. Ведущий накатной ролик имеет большую окружную скорость и осуществляет тангенциальную подачу заготовок. Обычно точность получаемой резьбы не превышает 10-12 мм; точность резьбы 2-3 класс. Производительность 300-500 штук в минуту.
Планетарные способы накатывания резьбы Планетарное накатывание резьб сегментными плашками (фиг. 18) или двумя кольцами (фиг. 19) применяется для изготовления винтов, болтов, шпилек и рифлений диаметрами 2-12 мм на специальных резьбонакатных автоматах или универсальном оборудовании с использованием специальных приспособлений. При любом из этих способов расположение оси заготовки может быть горизонтальное или вертикальное. Производительность при ручной загрузке заготовок составляет 20-30 штук в минуту. Производительность автоматов 100-200 штук в минуту.
|

 - средний диаметр накатываемой резьбы.
- средний диаметр накатываемой резьбы.