
Накатывание резьбы плашками
Накатывание плашками (фиг. 24) применяется для изготовления деталей типа винтов, болтов, шпилек, шурупов и других цилиндрических деталей с резьбой или рифлениями треугольного или трапецеидального профилей. Накатывание резьбы на деталях производится при поступательном движении накаткой подвижной плашки относительно неподвижной.
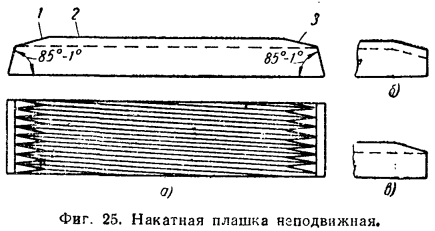
Плоские плашки (фиг. 25, а) работают комплекте из двух штук. Плашка представляет собой пластинку, на рабочей поверхности которой развернуты витки резьбы под углом подъема резьбы накатываемых изделий на среднем диаметре. Профиль резьбы плашки соответствует профилю резьбы детали. Рабочая часть плашки состоит из трех участков: заборной части 3, служащей для постепенного формирования профиля резьбы, калибрующей 2 и сбрасывающей 1частей. Заборная часть выполняется только на неподвижной плашке. Длина заборной части зависит от свойств обрабатываемых материалов и точности пол чаемой резьбы.
Для резьбы средней точности длину заборной части берут в пределах (1,0 ÷ 1,25)π Плашками с плоскосрезанной заборной частью (фиг. 20, в) можно накатать в 2-3 раза больше заготовок, чем плашками со скошенной заборной частью (фиг. 25, б), так как их стойкость выше. Точность резьбы, накатанной плашками с плоскосрезанной заборной частью, выше точности резьбы, полученной плашками со скошенной заборной частью. Длина калибрующей части должна быть такой, чтобы накатываемая деталь совершила несколько оборотов, и устанавливается в пределах (2‚3+3,0) пат. Чем длиннее калибрующая часть, тем точнее получаемая резьба. Длина сбрасывающей части равна длине заборной, это позволяет использовать ее вместо заборной части после износа последней. Чтобы исключить затягивание накатанной заготовки между плашками, при обратном ходе подвижная плашка делается длиннее неподвижной. Накатывание осуществляется на специальных резьбонакатных станках или на поперечно-строгальных станках и механических прессах. Точность накатанной плашками резьбы обычно соответствует З-му классу, однако при удлинении калибрующей части плашек может быть получена резьба и 1-го класса. Производительность накатывания при этом уменьшается в 1,5—2 раза. При ручной загрузке производительность способа составляет 30-50 деталей в минуту, при автоматической загрузке 60-120 деталей в минуту.
Список используемой литературы 1. Козин Б.Г., Третьяков В.Б. Резьбообработка. Справочник – М.: Машгиз, 1963. – 104 с. – Для рабочих-станочников. 2. Писаревский М.И. Накатывание точных резьб и шлицев. М.-Л.: Машгиз, 1963. — 176 с. 3. Санин С.Н. Методы механической обработки поверхностей в машиностроении. Белгород: изд-во БГТУ. – 2010. — 118 с. Учебное пособие для студентов спец. 200503 − «Стандартизация и сертификация» заочной формы обучения с применением дистанционных технологий.
|

 , а для резьб повышенной точности (2,0 ÷ 4,0)
, а для резьб повышенной точности (2,0 ÷ 4,0) 



