Общие сведения
1. В порядке самостоятельной подготовки к выполнению работы: · изучить конструкцию шлифовального станка; · изучить изменение пути (l) и скорости стола (υСТ) за один цикл; · изучить схему управления ЭП стола продольно-строгального станка по системе Г-Д с МУ; · изучить схему питания системы Г-Д с МУ; · Изучить циклограмму движений станка 2. Подготовить отчет следующего содержания: · цель и задачи работы; · схема (по заданию преподавателя) и краткое описание ее работы; · расчет параметров строгального станка (по заданию преподавателя) · вывод. Контрольные вопросы 1. Назначение строгальных станков? Как они классифицируются? 2. Какие вы знаете органы управления, применяемые в этих станках? 3. Назовите основные элементы схемы. 5. Какие защитные аппараты имеется в схеме? 6. Как рассчитать мощность электродвигателей? 7. Какие требования предъявляют к электроприводам строгальных станков? ОБЛИСПОЛКОМА ГОМЕЛЬСКИЙ ГОСУДАРСТВЕННЫЙ ПРОФЕССИОНАЛЬНО-ТЕХНИЧЕСКИЙ КОЛЛЕДЖ МАШИНОСТРОЕНИЯ
СПЕЦИАЛЬНОСТЬ 2-36 03 31 «Монтаж и эксплуатация электрооборудования» Дисциплина: «Электрооборудование предприятий и гражданских зданий»
ПРАКТИЧЕСКАЯ РАБОТА №6
Исследование электрооборудования и схемы управления строгального станка модели 7242Б
Г Электрооборудование предприятий и гражданских зданий Методические указания по выполнению практической работы № 6 Разработал преподаватель ГГПТК «машиностроения» Осадчий В.А.
Методические указания обсуждены и утверждены на заседании методической комиссии колледжа_____________ ПРАКТИЧЕСКАЯ РАБОТА №6 Исследование электрооборудования и схемы Управления строгального станка модели 7242Б Цель работы:Изучитьпринцип работы электрооборудования и схемы управления строгального станка модели 7242Б,методику расчета и выбора электродвигателя главного движения. Задачи работы 1. Изучить электрооборудование строгального станка, их характеристики, принципы пуска и регулирования, режимы работы. 2. Изучить принципы выбора электрооборудования строгального станка. 3. Изучить схему устройства и управления строгального станка.
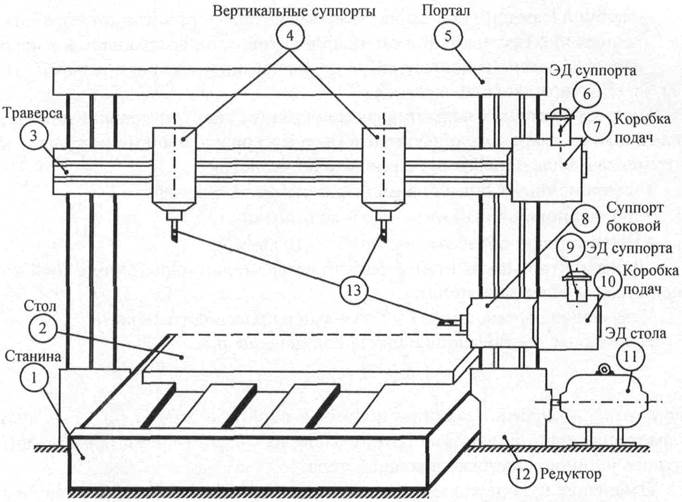
Методические указания Общие сведения Предназначены для обработки горизонтальных и вертикальных плоских поверхностей у крупных деталей большой длины. Детали средних размеров устанавливаются на столе рядами и обрабатываются одновременно. Кроме основной операции (строгание) на этих станках можно прорезать прямолинейные канавки различного профиля, пазы и т.п. Конструктивное исполнение. По конструкции продольно-строгальные станки разделяются на одностоечные (с консольной траверсой) и двухстоечные (портальные). На рис. 6.1 представлено расположение основных узлов двухстоечного продольно-строгального станка. Станина (1) станка имеет направляющие (плоские пазы, V-образные), по которым совершает возвратно-поступательное движение стола (2) с обрабатываемой закрепленной деталью. Главное движение (перемещение стола) обеспечивается от электродвигателя стола (11) через редуктор (12) и реечную передачу. Реечная передача состоит из рейки (прямозубой, косозубой или червячной), прикрепленной снизу к столу по всей его длине, и реечного колеса (или расположенного под углом червяка). Снятие стружки с обрабатываемой детали (строгание) производится при ходе стола «вперед» (прямой или рабочий ход) со скоростью резания. Ход стола «назад» (обратный ход) совершается без снятия стружки (холостой ход) при поднятом резце (13) и с повышенной скоростью. Резцы отводятся и подводятся к обрабатываемой поверхности автоматически.
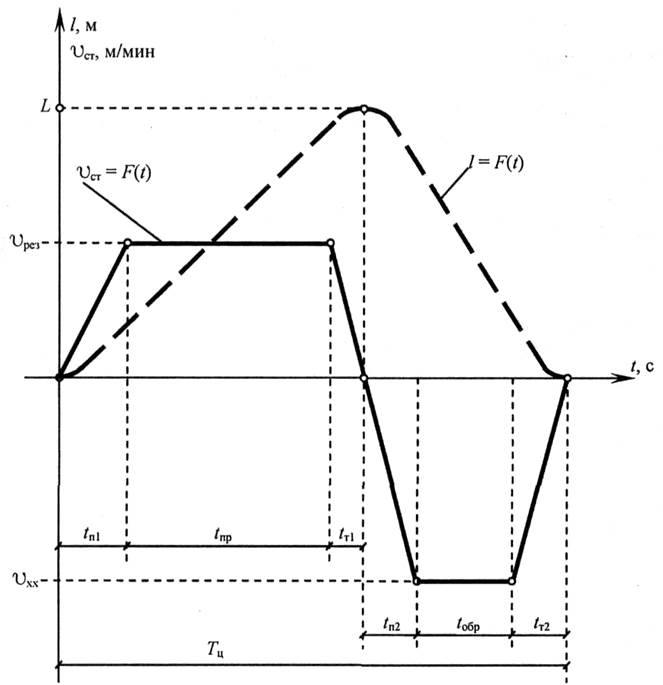
Рис. 6.1. Расположение основных узлов продольно-строгального станка Портал (5) станка образован двумя вертикальными стойками и верхней балкой. По вертикальным направляющим стоек портала перемещается траверса (3) и боковой суппорт (8). Некоторые станки имеют два боковых суппорта. Траверса (поперечина) имеет горизонтальные направляющие, по которым перемещаются вертикальные суппорты (4). Движение вертикальным суппортам (4) обеспечивается от отдельного ЭД (6) через коробку подач (7). Движение боковому суппорту (8) обеспечивается от отдельного ЭД (9) через коробку подач (10). Суппорты станка с закрепленными в них резцами осуществляют прерывистую периодическую подачу за время реверса стола с обратного хода на прямой. Технологические возможности продольно-строгальных станков определяются: - ходом стола (L) — наибольшей длиной строгания (от 1,5 до 12 м), - наибольшей шириной (В) обработки (от 0,7 до 4 м), - наибольшим тяговым усилием (Fт) на рейке стола (до 70 кН и более). Особенности работы. На таких станках процесс обработки - циклический. Каждый цикл включает: - рабочий (прямой) ход стола, во время которого происходит обработка; - холостой (обратный) ход стола, при котором он возвращается в исходное положение и производится подача резцов (в период реверса стола с обратного хода на прямой). Скорость резания (нормативная при прямом ходе) устанавливается в зависимости от твердости обрабатываемого материала, свойств режущего инструмента и вида обработки (черновая или числовая). В современных станках наименьшая скорость резания: • при черновой обработке — от 4 до 6 м/мин, • при чистовой обработке — от 75 до 100 м/мин. Производительность станка зависит от времени цикла (одного двойного хода стола — вперед и назад). Чем меньше время цикла (Тц), тем выше производительность. Временные составляющие цикла показаны на рис. 6.2.
где tП1 и tП2 — время пуска при прямом и обратном ходе; tТ1 и tT2 — время торможения при прямом и обратном ходе; tПР и tОБР— время прямого и обратного установившегося движения стола. Изменение пути и скорости стола за один цикл показывает, что при неизменной скорости резания (υРЕЗ) для конкретных условий, уменьшить время цикла (ТЦ) можно за счет времени пуска (tП1 и tП2), торможения (tТ1 и tT2) и увеличения скорости холостого хода (υХХ), которая всегда больше скорости резания. На практике производительность станка оценивается количеством двойных ходов в минуту (Nдв.х/мин), которое может быт определено по формуле
где υПР, υОБР — скорости прямого и обратного хода стола, м/мин; L — длина хода стола, м; tРЕВ— время реверсирования стола, с. Из этого выражения видно, что увеличить производительность (число двойных ходов) станка можно следующими способами: - увеличением скорости обратного хода (υОБР), но до определенного предела; - уменьшением времени реверсирования tРЕВ). Примечание — Скорость прямого хода (υПР) для конкретного изделия неизменна и определяется технологическим процессом. При малых длинах строгания эффективным средством повышения производительности станка является уменьшение времени реверса.
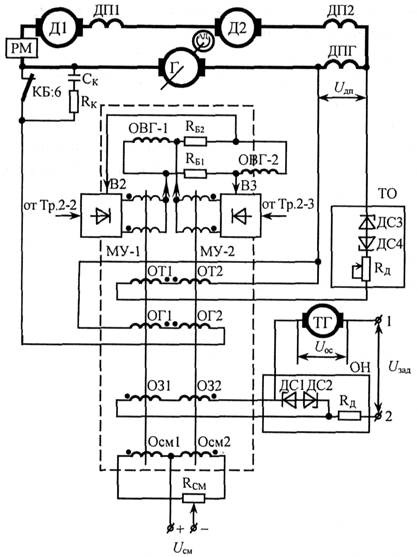
Рис. 6.2. Изменение пути (l) и скорости стола (υСТ) за один цикл Это достигается повышением быстродействия привода и выбором оптимальной скорости обратного хода. При больших длинах строгания эффективным является увеличение скорости обратного хода. Примечание — Чрезмерное увеличение скорости обратного хода при малых и средних длинах строгания может привести к росту tpeB, при котором повышения производительности не будет. Сокращение времени реверса (Урев) ограничено, так как производится подъем и опускание резцов, а также — поперечная подача суппортов. Кроме того, с уменьшением времени реверса возрастают динамические нагрузки в передачах станка. Время протекания переходного процесса при реверсировании зависит от момента инерции движущихся частей, поэтому решение должно быть оптимальным. Учитывая изложенное выше, можно сделать вывод, что производительность станка и качество обработки изделий зависит, в основном, от электропривода стола. Управление главным приводом Система Г-Д с МУ. Особенности такого электропривода можно рассмотреть на примере продольно-строгального станка модели 7242Б. Станок предназначен для обработки изделий размером 4000 х 1500 мм и имеет следующие основные показатели: • максимальное тяговое усилие при ипр = 5...25 м/мин — 90 кН, • диапазон регулирования скорости резания — от 5 до 75 м/мин, • привод стола — два последовательно соединенных двигателя постоянного тока мощностью по 32 кВт при напряжении 110 В, • генератор, питающий двигатели мощностью 70 кВт при напряжении 230 В, • регулирование скорости двигателей в диапазоне 15:1 производится только изменением напряжения генератора. Принципиальная электрическая схема управления ЭП стола в упрощенном варианте представлена на рис. 6.3.
Рис. 6.3. Принципиальная электрическая схема управления ЭП стола продольно-строгального станка по системе Г-Д с МУ
Замена одного двигателя полной мощности двумя двигателями половинной мощности уменьшает момент инерции привода стола, а значит, потери энергии уменьшаются, производительность может быть увеличена за счет повышения ускорения. Основные элементы схемы. ОВГ-1 и ОВГ-2 — обмотка возбуждения генератора, разделенная на две секции, которые включены в плечи уравновешенного моста; RБ1 и R Б2 — балластные резисторы плеч моста; МУ-1 и МУ-2 — магнитные усилители, включенные в диагональ моста, с внутренней обратной связью и выходом на постоянном токе; Примечание — Полярность напряжения на выходе обеспечивает суммирование токов (Iму-1 + Iму-2) на балластных (RБ1 и R Б2) сопротивлениях и вычитание (Iму-1 - Iму-2) в полуобмотках. ОТ1 и ОТ2 — обмотки ограничения тока якорной цепи генератора и Д1, Д2; ОГ1 и ОГ2 — обмотки генератора, управляющие; ОЗ1 и ОЗ2 — обмотки задающие магнитных усилителей; Осм 1, Осм2 — обмотки смещения. Примечание — Ограничение тока якорной цепи обеспечивается при перегрузках и переходных режимах (пуск, торможение, реверс). ТО — узел токовой осечки, выполненный на стабилитронах, для ограничения тока; ОН — узел ограничения напряжения, если резко изменяются значения задающего (U3) напряжения и напряжения обратной связи (UОС); ТГ — тахогенератор. Принцип действия. Управляющее напряжение (UУ) магнитных усилителей, поступающее в обмотки задающие (ОЗ1 и ОЗ2), от которого зависит ток возбуждения и напряжение генератора (Г), определяется выражением:
где UЗАД — напряжение задания, поступающее от регулятора скорости (точки 1 и 2); UОС — напряжение обратной связи по скорости, поступающее с тахогенератора; КОС — коэффициент обратной связи по скорости, величина которого определяется диапазоном регулирования скорости и требуемой жесткостью механической характеристики. Например, если при заданном значении UЗАД нагрузка на двигатели Д1 и Д2 увеличится, то угловая скорость кратковременно снизится. При этом, напряжение обратной связи (UОС) уменьшится, результирующий сигнал (U У) увеличится, что вызовет рост напряжения генератора (UТГ), а следовательно, и угловой скорости двигателей. Процесс стабилизируется. В переходных процессах и при перегрузках требуется ограничение управляющих сигналов по напряжению и току якоря. Узел ТО обеспечивает управляющий сигнал в обмотках (UTO) OT1 и ОТ2, который определяется выражением
где UДП — напряжение, снимаемое с дополнительных полюсов генератора (ДПГ); UПР— напряжение пробоя стабилитронов (ДСЗ и ДС4), которое выбирается согласно условию
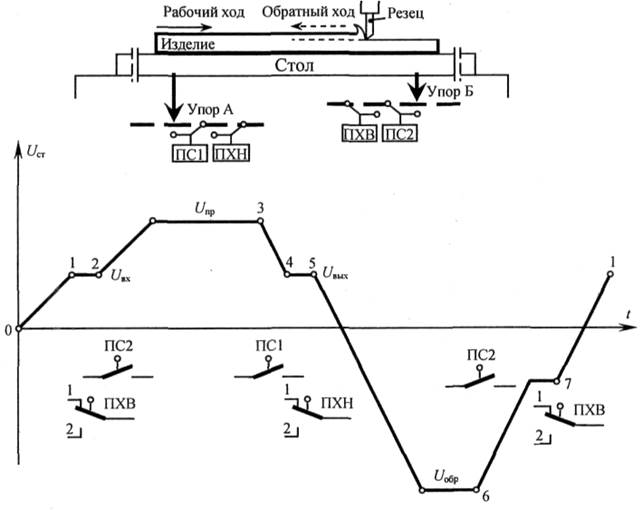
Если UДП > UПР, то в якорной цепи ток превышает величину тока отсечки (IОТС), стабилитроны (ДСЗ и ДС4) пробиваются и в обмотки (ОТ1 и ОТ2) поступает ток, обусловленный напряжением токовой отсечки ( UT0 ). Магнитодвижущая сила этих обмоток направлена встречно МДС задающих обмоток (ОЗ1 и ОЗ2), что вызовет снижение напряжения генератора и ограничение дальнейшего возрастания тока в якорной цепи. Если UДП < UПР, то стабилитроны заперты и узел токовой отсечки не действует. Узел ограничения напряжения (ОН) обеспечивает ограничение напряжения на задающих обмотках (031 и 032) магнитных усилителей с помощью стабилитронов (ДС1 и ДС2). Это возможно при переходных режимах, в случае резких изменений UЗАД и UОС, когда UУ > UПР стабилитронов. При этом стабилитроны пробиваются, а обмотки задания шунтируются. Коррекция системы осуществляется путем подключения обмоток генератора (ОГ1 и ОГ2) к якорю через корректирующую цепочку (RK - CK). Выбор рабочей точки усилителей производится с помощью обмоток смещения (Осм 1 и Осм2). Питание системы. На рис. 6.4 представлена схема питания системы Г-Д с МУ. При включении вводного выключателя (ВВ) подается напряжение: - на Тр.1, предназначенный для питания обмоток возбуждения (ОВД1 и ОВД2) и схемы управления через выпрямитель (В1), - на Тр.2, со вторичных обмоток которого получают питание через выпрямители магнитные усилители (МУ-1 и МУ-2); - на силовую часть схемы и в схему управления АД, приводящего во вращение генератор постоянного тока. Циклограмма движений стола. В автоматическом режиме управление приводом осуществляется в функции пути, контролируемого путевыми переключателями. На рис.6.5 показано расположение переключателей и упоров, с помощью которых производится их переключение нажатием на соответствующий рычаг. На столе установлены упоры А (рабочего хода) и Б (обратного хода) для переключения ходов стола «вперед» (ПХВ), «назад» (ПХН) и скоростей прямого (ПС1), обратного ходов (ПС2).
Рис. 6.4. Схема питания системы Г-Д с МУ
Рис. 6.5. Циклограмма движений станка Исходное положение (точка О): - нажаты ПС2 (замкнут) и ПХВ (ПХВ: 2), - освобождены ПС1 (разомкнут) и ПХН (ПХН:1). Разгон на пониженной скорости до входа резца в изделие (точка 2): - освобождается ПХВ (ПХВ: 1). Рабочий ход на установленной скорости резания (до точки 3): - освобождается ПС2 (разомкнут), - нажимается ПС 1 (замкнут). Торможение до выхода резца из изделия (точка 5): - освобождается ПС 1 (разомкнут), - нажимается ПХН (ПХН:2). Реверс до установленной скорости обратного хода и обратный ход с установленной скоростью (до точки 6): - освобождается ПХН (ПХН:1). В конце обратного хода упором Б: - нажимается ПС2 (замкнут), стол тормозится и перемещается с пониженной скоростью (до точки 7), - нажимается ПХВ (ПХВ:2), стол переходит с пониженной скорости обратного хода на пониженную скорость прямого хода (точка 1). В дальнейшем цикл работы станка повторяется.
|