
ShopTurn
1. Габриелян, О.С. Химия. 9 класс: Учеб. для общеобразоват. учреждений / О.С. Габриелян. – М.: Дрофа, 2004. – 224 с.: ил. 2. Зуева, М.В. Школьный практикум. Химия. 8-9 кл / М.В. Зуева, Н.Н. Гара. – М.: Дрофа, 1999. – 128 с.: ил. 3. Маршанова, Г.Л. Техника безопасности в школьной химической лаборатории: Сборник инструкций и рекомендаций / Г.Л. Маршанова. – М.: АРКТИ, 2003. – 80 с. 4. Назарова, Т.С. Карты-инструкции для практических занятий по химии. 8-11 классы / Т.С. Назарова, В.Н. Лаврова. – М.: Гуманитар. изд. центр ВЛАДОС, 2005. – 95 с.: ил. 5. Диккерсон Р., Грей Г., Хейт Дж. Основные законы химии. – М.: Мир, Т1, 1982, 652 с.,Т2, 1982, 620 с. 6. Коттон Ф., Уилкинсон Дж. Основы неорганической химии. – М.: Мир, 1979, 677 с. 7. Некрасов Б.В. Основы общей химии: в 2т. М.: Химия, Т.1, 1973, 656с., Т. 2, 1973, 688 с. 8. Карапетьянц М.Х, Дракин С.И. Общая и неорганическая химия. – М.: Химия, 1994, 592 с. 9. Глинка Н.Л. Задачи и упражнения по общей химии. – Л.: Химия, 1985 10. Практикум по общей и неорганической химии. / Под ред. Карапетьянца М.Х., Дракина С.И. – М.: Высш.шк., 1969, 288 с. 11. Практикум по неорганической химии. / Под ред. Зломанова В.П. – М.: изд-во МГУ, 1994, 320 с.
Основные понятия
Рисунок 1. Станок NEF 400 Токарный станок NEF 400 используется как для обработки одиночных деталей, так и целой серии металлических заготовок. Высокая точность и эффективность токарной обработки достигается за счет наличия высокотехнологичных компонентов в конструкции станка. Корпус машины закреплен на массивной платформе из литейного чугуна. Стандартная модель станка оснащена 12-позиционной револьверной головкой и задней бабкой с гидравлическим приводом. Основные технические данные станка
Рисунок 2. Компоновка станка NEF 400. 1 - главный шпиндель-двигатель ISM; 2 - инструментальный суппорт VDI 30 на 12 инструментов и задняя бабка с автоматическим управлением и гидравлическим; 3- задняя бабка; 4 - привод подачи по оси X; 5 - привод подачи по оси Z; 6 - привод главного шпинделя; 7 - станина станка
Точение – это комбинация двух движений – вращения заготовки и перемещения инструмента. Подача инструмента может быть направлена вдоль оси заготовки, что означает обработку диаметра заготовки. В случае, когда инструмент перемещается в поперечном направлении к центру детали, происходит подрезка торца на определенную длину детали. Иногда подача является комбинацией этих двух перемещений при обработке криволинейных поверхностей, что сегодня легко осуществляется на станках с ЧПУ, имеющих огромные возможности программирования траектории перемещения инструмента. Основными технологическими параметрами, используемыми при обработке, являются частота вращения шпинделя (n), скорость резания (V), и подача режущего инструмента (f). В программе ShopTurn они обозначаются как S, V и F соответственно. Есть два варианта выбора этих параметров – расчет по справочным таблицам и определение точного значения из каталога производителя инструмента. ShopTurn ShopTurn – это программное обеспечение для удобного управления токарным станком и простого программирования обработки деталей. Для облегчения работы с ShopTurn все клавиши разбиты на группы. Непосредственный выбор функций в ShopTurn осуществляется с помощью клавиш, расположенных вокруг дисплея. Они по большей части напрямую согласованы с отдельными пунктами меню. Так как содержания меню изменяются в зависимости от ситуации, то речь идет о программируемых клавишах.
Рисунок 3 – Программируемые клавиши: 1 – вспомогательные клавиши; 2 – главные функции Все главные функции могут быть вызваны через горизонтальные программируемые клавиши. Главное меню всегда может быть вызвано клавишей
|


 Основные узлы станка NEF 400:
Основные узлы станка NEF 400: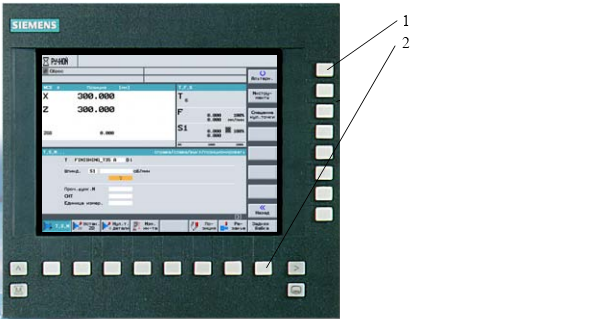
 - независимо от того, в какой области управления находится пользователь.
- независимо от того, в какой области управления находится пользователь.
 Здесь осуществляется наладка станка, перемещение инструмента в ручном режиме, изменение инструмента и установка нулевой точки детали.
Здесь осуществляется наладка станка, перемещение инструмента в ручном режиме, изменение инструмента и установка нулевой точки детали. Здесь осуществляется управление технологическими картами. Кроме этого, здесь можно выгружать или загружать технологические карты.
Здесь осуществляется управление технологическими картами. Кроме этого, здесь можно выгружать или загружать технологические карты. Здесь создается технологическая карта со всей последовательностью обработок для соответствующей детали. Условием оптимальной последовательности являются профессиональные знания специалиста.
Здесь создается технологическая карта со всей последовательностью обработок для соответствующей детали. Условием оптимальной последовательности являются профессиональные знания специалиста. Здесь индицируются все актуально имеющиеся сообщения и аварийные сигналы с соответствующим номером ошибки, временем возникновения ошибки и прочими пояснениями.
Здесь индицируются все актуально имеющиеся сообщения и аварийные сигналы с соответствующим номером ошибки, временем возникновения ошибки и прочими пояснениями. Обработка резанием без инструмента невозможна. Инструменты могут управляться в списке инструментов и группироваться в магазин.
Обработка резанием без инструмента невозможна. Инструменты могут управляться в списке инструментов и группироваться в магазин.


