Рекомендации по построению схемы управления станком
В данной курсовой работе строится комбинированная схема управления агрегатным станком. Она содержит в себе элементы кинематики, пневматики или гидравлики всех исполнительных узлов и механизмов. Таким образом она базируется на схемах, которые отдельно не разрабатываются, а берутся из каталогов, книг, и других источников информации, где они приводятся с достаточной степенью подробности. Таким образом, на листе формата А2 размещаем в произвольном порядке схему стола и схемы силовых головок. Если выбраны однотипные силовые головки, то достаточно привести схему для одной из них, а остальные показать контуром в требуемом количестве по компоновке станка. В пределах этого контура надо только изобразить электродвигатель, как основной исполнительный элемент, а также датчик конечного положения, который сигнализирует об окончании цикла обработки.
Пульт управления показывается упрощенно – в виде обычной кнопочной станции с кнопками «ПУСК» и «СТОП». Начиная с кнопки «ПУСК», проводятся линии связи между всеми исполнительными элементами управления, электродвигателями, электромагнитами и т.п. устройствами с соответствующими командными элементами (датчиками конечных положений подвижных узлов головок и стола). Эти связи (сигналы управления) надо показать тонкими линиями красного цвета. Сверху над линией сигнала управления в виде сокращенной надписи приводится обозначение команды. Таких обозначений всего три: · ВКЛ. – включение; · ВЫКЛ. – выключение; · Реверс – изменение направления движения. Далее указывается порядковый номер команды по последовательности срабатывания схемы управления. При этом команды на «Включение» и «Выключение» нумеруются независимо, по своему порядку. В конце записи, в скобках, дополнительно указывается объект управления, т. е. то устройство, на которое подается команда. Линии связи заканчиваются стрелками, входящими или выходящими, в зависимости характера элемента схемы управления и выполняемой им функции. Например, в условное обозначение электродвигателя или электромагнита будут всегда входящие сигналы (так как это исполнительные механизмы). Напротив, их датчика конечного положения, конечного выключателя и т.п. команды всегда будут выходящими. Перед проведением сигналов управления необходимо пронумеровать все элементы схемы. При этом можно воспользоваться такими обозначениями с соответствующим порядковым номером: ЭД (или М) – электродвигатель; Э – электромагнит; ЭМ – муфта электромагнитная; ВК – выключатель конечный (датчик конечного положения).
Правильность схемы, проверяется по числу сигналов, подаваемых на каждый исполнительный элемент. Оно должно быть четным, в противном случае элемент останется постоянно включенным. Таким образом, объединяя между собой в заданной последовательности линиями связи – управляющими сигналами командные элементы и исполнительные устройства, получаем комбинированную схему управления агрегатного станка. Главное ее назначение заключается в том, что она служит основой для получения электрических, пневматических и гидравлических принципиальных схем, разрабатываемых специалистами соответствующего профиля.
При построении схемы можно воспользоваться приведенными ниже, наиболее часто встречающимися условными обозначениями. В целях большей наглядности рекомендуется воспользоваться цветом: управляющие сигналы провести красной линией толщиной 0, 5 – 1 мм., пневмомагистрали выделить голубым, а гидромагистрали – желтым цветом (толщиной 2 –3 мм.).
Черный цвет Выкл. 12 (….) ВК 5
«ПУСК» «СТОП» а б в
г д Рисунок 30 – Примеры условных обозначений в схеме управления станком: а – упрощенное обозначение пульта управления; б – упрощенное обозначение реле времени (таймера); в – общее обозначение датчика конечного положения (выключателя конечного) и электромагнита; г – обозначение трехпозиционного гидравлического распределителя с электромагнитным управлением, имеющего нейтральное положение золотника; д – двухпозиционный пневмораспределитель
Рисунок 31 – Пример построения принципиальной гидравлической схемы агрегатного станка
Рисунок 32 – Пример принципиальной пневматической схемы агрегатного станка
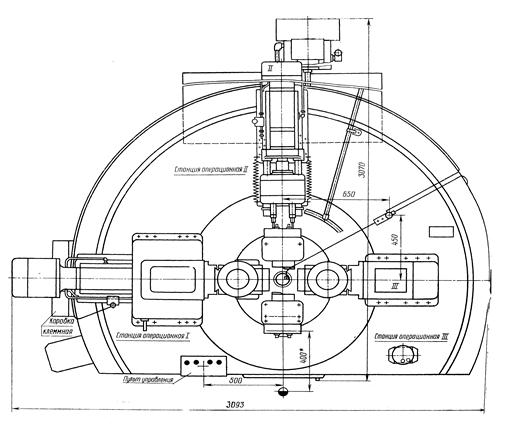
Рисунок 33 – Пример чертежа общего вида агрегатного станка
Основные требования по оформлению чертежа общего вида станка: · чертеж выполняется на формате А2; · обязательно приводятся два вида станка: вид сверху и вид спереди (от рабочего); · проставляются габаритные размеры станка; · указываются размеры от пола до плоскости планшайбы стола, размеры привязки инструмента к станку в исходном положении; изображается условным обозначением рабочее место оператора (кру- жок с зачерненной половиной, диаметром 700 мм в натуре); · так как это чертеж общего вида (обозначение в штампе – ВО), то допускается указать типы стандартных узлов на выносных линиях с указанием их количества, не составляя спецификации; · разрезы стандартных узлов (силовых головок, стола и т.п.) не выполняются; · на виде станка спереди допускается не изображать расположенные сзади силовые головки, показывая, по возможности, разнообразные головки из имеющихся на станке.
В Технической характеристике необходимо указать: – производительность станка, дет/мин или дет/ час, – длительность рабочего цикла, с., – количество установленных на станке силовых головок, шт, – общую потребляемую мощность, кВт, – рабочее давление воздуха или рабочей жидкости, если они используются, МПа, – другие специфические характеристики.
В Технических требованиях формулируются требования двух видов: – требования по точности сборки и монтажа узлов станка (в количестве не менее 2 – 3), – вид применяемой смазки и периодичность замены смазки, – другие требования в соответствии с условиями эксплуатации. В качестве дополнения, ниже приводятся примеры оформления циклограммы, технологического эскиза обрабатываемой детали, а также эскизов технологических наладок по переходам агрегатной операции (по рабочим позициям станка). Эти технологические и конструкторские документы целесообразно оформить на соответствующих бланках (формат А4 или А3) и поместить в приложения к пояснительной записке. Туда же следует поместить спецификацию сборочного чертежа разрабатываемого устройства.
Рисунок 34 – Пример построения циклограммы работы агрегатного станка, состоящего из трех силовых головок (лимитирующая – головка в позиции N2) и круглого поворотного стола
Рисунок 35 – Технологический эскиз обрабатываемой на станке детали
Рисунок 36 – Пример изображения эскиза технологической наладки
(образец титульного листа)
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет автоматизации машиностроения
Кафедра технологии автоматизированного машиностроения
______________________________________________________________________________________________________________________________________________________________________________________________________ (тема курсовой работы в соответствии с бланком ЗАДАНИЕ)
|

 ЭД 3
ЭД 3

 Вкл. 1 (ЭД 3)
Вкл. 1 (ЭД 3)













































 Э1 Э2
Э1 Э2





 атм
атм





 От ГС Желтый цветГолубой цвет
От ГС Желтый цветГолубой цвет