Сварка металлов
Сварка является одним из ведущих технологических процессов изготовления и упрочнения деталей, изготовления строительных конструкций, трубопроводов и судов, ремонта деталей и конструкций. Эффективно использование технологических приемов сварки и при резке металлов. Исторически сварка известна человечеству со времен использования, меди, серебра, золота и, особенно, железа, при получении которого выполнялась проковка, т.е. сваривание криц (кусочков технически чистого железа). Это и есть первый способ сварки -кузнечная сварка металла. Наиболее распространена в производстве электродуговая сварка, являющаяся чисто российским изобретением. Впервые электрический дуговой разряд был выявлен петербургским профессором физики Петербургской медико-хирургической академии Петровым Василием Владимировичем в 1802 году, но только через 80 лет (1882 г.) российский инженер Бенардос Николай Николаевич, работая со свинцовыми аккумуляторными батареями, открыл способ сварки не плавящим угольным электродом. Он освоил технологию сварки свинцовых пластин. Далее он разработал способы сварки металла в среде защитного газа и электродуговой резки металла. Бенардос Н.Н. назвал свое изобретение «Электрогефест». По греческой мифологии Гефест — бог, покровитель кузнецов, поэтому в этом названии представлено новое –электричество и старое (Гефест), представляющее первый известный способ сварки (кузнечная сварка). Через 6 лет в 1888 году инженер Славянов Николай Гаврилович разработал способ сварки плавящим электродом. Дальнейшую работу Славянов Н. Н. и Бенардос Н. Г. выполняли вместе. Внедрение сварки в производство проходило очень интенсивно, так в России с 1890 по 1892 года было по их технологии отремонтировано с высоким качеством 1631 изделие, общим весом свыше 17 тыс. пудов, это в основном чугунные и бронзовые детали. Они даже разработали проект ремонта российского памятника литейного производства «Царь-колокола», но работа не была разрешена, и мы сейчас можем любоваться на российские нетленные символы: колокол, который не звонил, и на пушку, которая не стреляла. Известный мостостроитель академик Патон Евгений Оскарович, предвидя огромное будущее электросварки в мостостроении и в других отраслях хозяйства, резко сменил поле своей научной деятельности и в 1929 году организовал сначала лабораторию, а позднее первый в мире институт электросварки (г. Киев). Им было разработано и предложено много новых и эффективных технологических процессов электросварки. В годы войны в короткий срок под его руководством были разработаны технология и автоматические стенды для сварки под слоем флюса башен и корпусов танков. самоходных орудий, авиобомб.
Кроме головного, в этой отрасли, института сварки имени Е.О. Патона, вопросами сварки успешно занимаются многие учебные институты (УПИ, ЧИМЭСХ, ЛГАУ и др.), институты объединения «Ремдеталь». Преимущества использования сварки перед заклепочными и резьбовыми соединениями деталей при изготовлении строительных конструкций следующие: -рациональность конструкций; -экономия металла (до 15…20 %); -более высокая производительность (на 15...20 %).; -более низкая себестоимость(снижение на 20...45 %); -высокая надежность соединения.
2.1. Общие вопросы сварки. Сваркой называется процесс получения неразъемного соединения деталей местным сплавлением или пластической деформацией. Наплавка — это разновидность сварки, заключающаяся в том, что на поверхность детали наносят слой металла, предназначенный для восстановления размеров изношенной детали или для повышения её износостойкости.
При восстановлении деталей сваркой и наплавкой можно получать долговечность их сопоставимой или даже более высокой с долговечностью новых деталей, использовать механизацию и автоматизацию процессов. Сварка происходит при молекулярном или атомном взаимодействии металлов (рис. 2.1), для чего необходимо расплавление или пластическая деформация деталей. Расплавление металла происходит при температурах выше Тпл. При сварке плавлением расплавленный металл образует сварочную ванну,, при кристаллизации которой происходит соединение поверхностей. При пластическом деформировании как предварительно нагретых так и холодных металлов разрушаются окисные пленки и поверхности сближаются до расстояний возникновения межатомных связей и поэтому происходит прочное соединение деталей. Из рис. 2.1. видно, что при увеличении температуры нагрева металла требуется меньшие усилия для сварки давлением. В настоящее время известны сотни и сотни различных способов сварки в зависимости от вида энергии, особенностей технологического процесса, защиты от воздуха и др. Самая приближенная классификация видов сварки представлена на рис 2.2. Расплавление металла происходит за счет энергии дуги при электродуговой сварке и электрического тока, проходящего через расплавленный флюс при электрошлаковой сварке, бомбардировки в вакууме свариваемых поверхностей электронами, энергии от горения газов при газовой сварке, энергии от горения порошковой смеси при термитной сварке и расплавлением кромок деталей перегретым расплавленным присадочным металлом при литейной сварке.
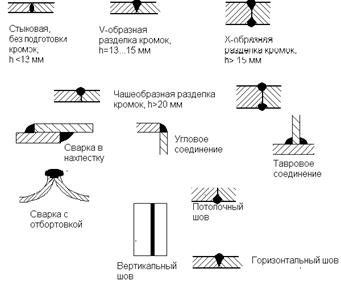
Виды сварных соединений различаются по взаимному положению деталей и по форме разделки сварного шва, а так же по положению сварного шва в пространстве (рис. 2.3). Рис. 2.3. Виды сварных соединений (h-толщина свариваемых деталей).
|