ДЖЕРЕЛА ОПЕРАТИВНОГО СТРУМУ
Рис. 2. Горизонтальні складки під переднім швом брюк
Фіксована різко виражена складка на спинці супроводиться деформацією структури тканини, добре помітною в тканинах з малюнком. Розташовуючись у верхній частині спинки, складка може переходити і на пілочку. Дефект погано піддається спробам усунення за рахунок вертикальних переміщень. Розтягуючі зусилля, прикладені до спинки в області виступаючих головок плечових кісток рук. Якщо розглядати половинку спинки, то утримуючі зусилля можна докласти до середнього шва спинки. Дефект може посилюватися тиском коміра і утримуючим впливом верхніх ділянок спинки в області лопаток. Причина виникнення напруженої горизонтальної складки верхньої частини спинки — недостатня ширина деталі на рівні розміщення дефекту (недостатня опуклість середнього зрізу спинки, надмірна угнутість пройми спинки у верхній частині, загальне звуження плечової частини спинки, а також зайвий нахил плечових зрізів). Конструктивні способи усунення дефекту пов'язані з розширенням деталі спинки на ділянці прояву дефекту. Після усунення напруженості ділянки спинки можливе деяке коректування у вертикальному напрямі для усунення м'якої горизонтальної складки під коміром. Горизонтальні напружені складки під переднім швом брюк (рис. 2.). Фіксовані різко виражені складки у верхній частині крокового шва слід відрізняти від напруженої горизонтальної складки по передньому шву брюк, бо вони викликаються різними причинами. Сили, що викликають появу даного дефекту, затягують тканину передньої половинки всередину, у бік задньої половинки брюк, а утримуючі сили прикладені до бічного шва. Причина — недостатня ширина виїмки передньої половинки брюк у вершини крокового зрізу або недостатня опуклість бічного зрізу деталей брюк. Спосіб усунення пов'язаний з розширенням дефектної ділянки. Вертикальні складки. На ділянках деталей одягу із зайвою шириною утворюються вертикальні м'які вільні складки. При недостатній довжині ділянки деталі унаслідок вертикальних розтягуючих зусиль утворюються вертикальні фіксовані складки або фалди. Так само, як і в попередній групі дефектів, напрям сил, що викликають появу дефекту, збігається з напрямом фіксованих складок при недостатніх розмірах деталі і перпендикулярно напряму м'яких складок при зайвій ширині деталі. При аналізі і виборі шляхів усунення дефектів цієї групи слід враховувати, що вертикальні вільні складки помірного розміру в області пройми слід розглядати як позитивне явище, оскільки вони покращують динамічну характеристику виробу. Величину погрішності рекомендується встановлювати відповідно до глибини допоміжної складки, в яку закладені надлишки тканини по ширині або довжині деталі. При уточненні контурів деталі розміри її зменшують на величину поперечних розмірів допоміжної складки. Прийоми непрямого перерозподілу ширини конструктивної ділянки щодо опорної ділянки деталі при усуненні дефектів цієї групи мають важливіше значення в порівнянні з прийомами по усуненню дефектів першої групи. При ліквідації непотрібних вертикальних складок або зменшенні їх розміру вершинну точку деталі слід переміщати у бік дефектної ділянки, тобто зменшувати його ширину щодо вершинної точки деталі. При виявленні причин виникнення дефекту важливе значення має правильне визначення напряму сил, що діють, і точок їх застосування. У існуючих методиках конструювання одягу не розглядається питання про розподіл припуску на вільне облягання по відношенню до опорної поверхні одягу, що іноді приводить до локальної концентрації припускуу на вільне облягання в одному якомусь місці замість його більш рівномірного розподілу по всій ширині виробу. В цьому випадку можна спостерігати нераціональний розподіл достатньої ширини деталі, тобто з одного боку деталі можуть виникати горизонтальні натягнення, а з іншої — непотрібне зосередження зайвої ширини. Для усунення цього дефекту слід проектувати оптимальну кривизну зрізів деталі. Ці питання найпростіше вирішуються під час примірки зразків швейних виробів на фігурі людини або манекені. Вертикальна вільна складка у середнього шва спинки (рис. 3.). М'яка вільна складка біля середнього шва спинки не супроводиться деформацією тканини і може зміщуватися в горизонтальному напрямі. Зовнішні сили, що стискують тканину, розташовані на дефектній ділянці, а утримуючі сили діють вище і нижче за місце появи складки. Дефект посилюється загальним розширенням спинки, але вертикальну складку, що утворюється, у пройми не можна вважати за дефект, оскільки вона необхідна для свободи рухів. Причина — зайва ширина середньої частини спинки із-за неправильного оформлення опуклості середнього зрізу спинки на рівні лопаток. Конфігурація середнього зрізу деталі спинки не відповідає конфігурації відповідного зрізу оптимальної розгортки. При усуненні дефекту слід враховувати не тільки випрямляння зрізу дефектної ділянки, але і можливе його розширення на рівні прикладання стримуючих сил.
Рис. 3. Вертикальна вільна складка у середнього шва спинки.
Вертикальна вільна складка у бічного шва верхньої частини задньої половинки брюк (рис. 4.). М'яка вертикальна складка на задній половинці брюк може розташовуватися вище за коліна в результаті зосередження значної частки припуску на вільне облягання в одному місці в збиток іншим ділянкам брюк. Вона утворюється унаслідок дії зовнішніх стискуючих сил з боку передньої половинки і стримуючих сил у вершини задньої половинки брюк. Причина дефекту — зайва кривизна бічного зрізу задньої половинки брюк із-за неправильного добудовування опорної частини задньої половинки брюк до її нижньої частини. Спосіб усунення дефекту пов'язаний з випрямлянням бічного зрізу задньої половинки брюк і перерозподілом припуску на вільне облягання після перекладу вершинних точок деталі у бік бічного шва.
Рис. 4. Вертикальна вільна складка у бічного шва верхньої частини задньої половинки брюк
Похилі складки. Деталі одягу з перекошеними контурами зрізів при вільному укладанні на поверхні фігури або на манекені не стикуються одна з одною. З одного боку з'являються зазори, а з іншого боку зрізи перекриваються сусідніми. Після зшивання таких зрізів в готовому виробі, надітому на фігуру, виникнуть похилі складки. Кожна із сторін деталі може бути правильною по величині, але вони виявляються зміщеними відповідно одна до одної в горизонтальному і вертикальному напрямі. У виробах з дефектами цієї групи на окремих ділянках деталей виникає надмірно щільний контакт. На них зосереджується тиск всього одягу, а вільні від напруги ділянки втрачають рівноважний стан, опускаються і утворюють похилі складки. Інший різновид похилих складок виникає в результаті дії різноспрямованих сил тиску на звужені ділянки. Дефекти цієї групи, як і дефекти першої групи, викликаються порушеннями структури тканини. По величині кутів перекосу між нитками основи і піткання і ступеню вигину ниток можна судити про допущену погрішність визначення розмірів деталей одягу. У гладкофарбованих тканинах без малюнка величина допущеної погрішності (перекосу) характеризуватиметься шириною допоміжної складки на подовженій ділянці виробу. Для усунення дефекту слід повернути опорну ділянку деталі щодо нижньої її частини, що приведе до зміни положення всього верхнього контуру. При проектуванні лекал рекомендується змінювати довжину того контуру деталі, який найпростіше пов'язаний з відповідним контуром сусідньої деталі, тому при коректуванні найчастіше вибирають лінії середнього зрізу спинки і краю борту пілочки. Не бажано змінювати довжину бічного зрізу, пройми і горловини, оскільки після їх зміни в конструкцію даної деталі і зв'язаних з нею деталей необхідно вносити додаткові зміни. Похилі складки виникають в одязі при порушенні бічного і опорного балансу.Бічний баланс конструкції деталі визначається за різницею висот крайніх точок плечового ската, а опорний баланс — величиною зміщення відносно вертикальної осі деталі. При визначенні причин і виборі шляхів по усуненню дефектів рекомендується встановлювати не тільки напрям сил, що деформують тканину, але і кінцеві точки їх застосування, оскільки вони повинні збігатися з точками повороту при коректуванні контуру лекал. Напружені похилі складки на пілочці, направлені від бічного шва до горловини (рис. 5.). Вони супроводжуються деформацією тканини. Активні зміщуючі сили діють на опуклих ділянках на рівні лінії стегон, пасивні стримуючі — у горловини спинки. Наявність додаткових сил, що посилюють недолік, пов'язана з порушенням бічного балансу деталі пілочки, а саме, з недостатнім нахилом плечового зрізу. Причина — спотворення правильного контуру деталі пілочки, що не враховує кривизни бічного зрізу в області стегон, і порушення бічного балансу. Спосіб усунення дефекту пов'язаний з розширенням виробу по лінії стегон, зсувом горловини пілочки у бік напівзаходу і збільшенням нахилу плечового зрізу.
Рис. 5. Напружені похилі складки на пілочці, направлені від бічного шва до горловини.
Похилі складки на задній частині спідниці (рис. 6.). На бічній поверхні стегон виріб щільно прилягає до тіла людини, а від стегон донизу на задній частині утворює м'які вільні складки. Активні сили, що зміщують тканину, діють в зоні щільного приляганні, а зайва довжина ззаду виявляється в провисанні по середній лінії задньої частини спідниці. Окрім порушення бічного балансу деталі в даному випадку можлива невідповідність кривизни бічного зрізу деталі, відповідному зрізу оптимальної розгортки опорної поверхні виробу. При такому поєднанні дефектів насамперед рекомендується усунути неправильну кривизну шляхом розширення деталі на рівні лінії стегон, а потім виправити бічний баланс, піднявши вершину бічного зрізу деталі.
Рис. 6. Похилі складки н а задній частині спідниці
Кутові заломи. Дефекти цієї групи займають особливе положення серед дефектів інших груп, оскільки вони пов'язані з неправильним утворенням об'ємної форми деталі з плоского матеріалу. Відомо, що плоскі тонкі матеріали добре піддаються деформації вигину. Тому поєднання таких матеріалів з лінійчатими поверхнями, що розгортаються, не викликає труднощів. Значно складніше проходить процес поєднання плоских матеріалів з поверхнями подвійної кривизни, що не розгортаються. Розкроєні з пласкої тканини або іншого плаского матеріалу деталі одягу неможливо сумістити без деформацій з об'ємними опуклими або увігнутими поверхнями фігури людини. При одяганні опуклої поверхні плоским матеріалом виникають натягнення в середині деталі і слабина у вигляді кутових заломів біля краю деталі, а якщо в середині деталі зробити розріз, то його сторони розійдуться один від одного на величину, залежну від об'ємної характеристики опуклої форми При щільному поєднанні плоского матеріалу з увігнутою формою слабина утворюється в середині деталі. Цю слабину.можна забрати у виточку. Найбільш простий спосіб утворенні об'ємної форми в деталях одягу полягає у використанні конструктивних розрізів у вигляді виточок або рельєфних швів, що проходять через екстремальну точку формованої поверхні. У тканинах об'ємну форму можна утворити також технологічним шляхом за допомогою волого-теплового оброблення. До цього способу вдаються при формуванні крупних деталей, що не мають конструктивних перетинів поблизу екстремальних точок формованої поверхні. Ігнорування питань формування деталей одягу приводить до появи дефектів, що отримали назву кутових заломів. На відміну від похилих складок вони розташовуються на одній стороні деталі, а не по всій її ширині. У сітчастих матеріалах, до яких відноситься тканина, об'ємну форму можна отримати шляхом вигинання ниток основи і піткання і зміни довжини діагоналей елементарних чарунок тканини кутових периферійних ділянок деталі. Скорочення діагоналей тангенціального напряму і подовження діагоналей радіального напряму дозволяє отримати опуклі форми, при цьому нитки тканини згинаються у напрямі до центру деталі. Подовження тангенціальних діагоналей з скороченням радіальних і вигинання ниток тканини у бік периферійних ділянок дозволяє отримати увігнуту форму. Слід підкреслити, що геометричне визначення опуклих і увігнутих поверхонь відрізняється від повсякденних уявлень про увігнуту форму як зворотну сторону опуклої форми, наприклад сфери. Тілесний кут опуклих форм завжди менше 360°, а увігнутих більше 360°, складена ж удвічі сформована деталь утворює по лінії згину плоскі кути відповідно менше і більше 180°. Процес утворення об'ємної форми можна розглядати як результат примусового з'єднання зрізів, що мають кривизну протилежного напряму. У деталях без конструктивних розчленовувань утворення об'ємних форм відбувається в основному за рахунок змін структури тканині після вигинання ниток і зміни довжини діагоналей елементарних чарунок (ячеек) тканини. Для досягнення хорошої посадки одягу на фігурі слід проектувати утворення об'ємних форм опорних поверхонь в області лопаток, грудних залоз, стегон і виступаючого живота. Спотворення форми деталей одягу викликає поява дефектів невідповідності просторових форм одягу фігури людини (кутових заломів). При усуненні дефектів даної групи особливу увагу слід приділяти операціям формування. Недостатня опуклість верхньої частини спинки (рис. 7.). Натягнення в середині деталі спинки утворення слабини і кутових заломів біля пройми часто зустрічаються в спинках без конструктивних розрізів. У середній частині деталі опуклі ділянки лопаток тиснуть на плоску тканину, яка, переміщаючись, утворює у верхній частині бічних швів і пройми кутові заломи. Вони виникають там, де є повітряні зазори між поверхнею фігури людини і одягом, тобто у бічної частини спинки Причина дефекту — невідповідність об'ємної форми деталі формі ділянки поверхні спини. Особливо помітний такий дефект на сутулій фігурі з низькими плечима. Опис зовнішнього вигляду цього недоліку посадки одягу можна доповнити підійманням низу спинки і відставанням коміра від заднього контуру шиї. Якнайкращі результати дають технологічні заходи щодо формування деталей спинки в області лопаток для досягнення об'ємної форми відповідно до об'ємної форми поверхні спини людини. Конструктивні рішення можливі за наявності додаткових членувань на деталі, що проходять через екстремальну точку лопаток.
Рис. 7. Недостатня опуклість верхньої частини спинки. Недостатня опуклість верхньої частини пілочки (рис. 8.). Розглянемо цей недолік на прикладі жіночого жакета з вертикальним рельєфним швом, що проходить поблизу екстремальної точки грудних залоз. Якщо на деталь пілочки виявляється тиск у вершини розхилу виточки, то кутові заломи спостерігаються біля нижньої частини пройми. Механічне збільшення розхилу виточки виявляється малоефективним, оскільки при цьому змінюється нахил верхньої частини пройми. Надійне усунення дефекту досягається після збільшення ширини деталі в місці найбільшого тиску тіла на одяг, при цьому нахил пройми майже не змінюється, а розхил збільшується.
Рис. 8. Недостатня опуклість верхньої частини пілочки.
Балансові порушення. На відміну від дефектів попередніх груп дефекти даної групи спотворюють зовнішній вигляд всього виробу. Порушення рівноважного стану, або балансу, одяг приводить до утворення дефекту, що нагадує похилі складки по всій ширині виробу, закручені навколо фігури людини. Деталі, що не відбалансували, можна вільно укласти на поверхні фігури людини, не сполучаючи один з одним. Такі деталі не будуть співпадати по верхніх зрізах, а після їх з'єднання маса всього виробу зосередиться на одній з деталей. Можливий і інший варіант, коли в результаті неправильного з'єднання подовжніх швів одна з деталей зрушується щодо іншої. Нерівномірне натягнення ділянок виробу приводить до його закручування навколо фігури людини. Верхні зрізи натягнутої деталі відстають від фігури, а низ підіймається і відхиляється від спокійного вертикального положення, тягне за собою решту ділянок виробу. Інша ненавантажена деталь виявляється надмірно довгою. На ній утворюються горизонтальні складки, а за наявності розрізів вона переміщається вниз, при цьому сторони розрізів розходяться. Загальне переміщення точок низу відбувається по спіралі з підйомом у бік укороченої деталі. У виробах, що добре відбалансували, нитки піткання деталей на рівні екстремальних точок розташовуються в горизонтальній площині, а нитки основи, що проходять через ту ж точку, займають вертикальне положення. У виробах з втраченим балансом спостерігається помітний зсув горизонтальних конструктивних рівнів сполучених деталей, а вертикальні лінії відхиляються від нормального положення. Для визначення величини погрішності балансового показника у виробах з гладких тканин без малюнка використовується прийом закладання допоміжної складки на подовженій деталі. Балансування виробу виконується після урівноваження кожної окремої деталі, тому розрізняють різні види балансів, їх поєднання складає балансову характеристику виробу. Опорний баланс визначається зсувом вершини горловини щодо середньої лінії деталі з урахуванням ширини горловини. При оптимальному опорному балансі нитки основи вище за рівень екстремальної точки розташовуються по найкоротших вертикальних напрямах. Бічний баланс визначається різницею висот крайніх точок плечового зрізу з урахуванням кута зпрасування. Оптимальний бічний баланс забезпечує відмінну врівноваженість кожної деталі. Після з'єднання бічних і плечових швів у виробі встановлюється передньозадній баланс, рівний сумі верхнього і нижнього балансів, оскільки реальна лінія талії при відображенні її на площину креслення не залишається горизонтальною. Отже, характеристика балансу виробу тільки з позиції різниці висот вершинних точок деталі не може бути достатнього для урівноваження плечового одягу. В процесі примірки ми бачимо результат складної взаємодії всіх чинників, що впливають на врівноваженість виробу, і тому стає можливим коректування балансу шляхом зміни положення однієї з точок, наприклад вершини горловини або надсічки бічного шва. У даній групі дефектів розглядаються порушення рівноважного положення всього виробу, тобто передньозадній баланс.
а б Рис. 9. Балансові порушення в плечовому одязі: а — «довга» спинка; б — «коротка» спинка
При виборі шляхів усунення балансових порушень слід враховувати, як впливає на баланс зміна конфігурації зрізів середньої лінії спинки, напівзаходу, бічних швів, шва пришивання відрізної бічної частини і тому подібне Порушення балансу усуваються в основному конструктивними способами, а технологічні способи грають допоміжну роль. Довга спинка (рис. 9, а). Балансове порушення під назвою «довга спинка» викликає появу дефектів на деталях спинки і пілочки. Тиск маси всього виробу виявляється зосередженим на верхніх зрізах пілочки. Борти заходять один за одного, бічні шви зміщуються у бік бортів, на відрізній бічній частині пілочки з'являються перекоси, низ спинки щільно прилягає до сідниць і ніг, на спинці виникають поперечні складки і слабина від коміра до лінії стегон. Величину допущеної погрішності у визначенні балансу зазвичай встановлюють за допомогою закладання допоміжної складки по всій ширині спинки. Всі відмічені недоліки зникають, якщо правильно вибрана глибина закладеної складки. При невеликих відхиленнях недолік можна усунути укороченням деталі спинки або подовженням деталі пілочки. Для усунення значних порушень перебудовуються всі верхні зрізи деталей спинки, пілочки і відрізної бічної частини. Добрі результати дає прийом відсікання і переміщення верхніх ділянок деталей спинки і пілочки і зміщення верхньої частини відрізного бочка у бік спинки. Корисно відмітити, що всі конструктивні точки верхніх зрізів уточнюваних деталей переміщаються для правої половини виробу проти руху годинникової стрілки. Коротка спинка (рис. 9, б). Укорочення спинки щодо пілочки на ділянці від лінії грудей до вершинних крапок приводить до виникнення дефектів на всіх деталях виробу. Натягнення верхньої частини спинки направлені до лопаток, а нижня частина відстає від фігури, бічний шов зміщується назад, борти розходяться, біля пройми з'являються слабке місце і кутові заломи. У тканинах з помітною ниткою качка величину погрішності можна зміряти кутом вигину ниток піткання на рівні лопаток. У гладких тканинах цю ж величину можна встановити при закладанні допоміжної складки в області пройми пілочки, щоб забезпечити рівноважний стан виробу. Зміщення переднього згину брюк у бік бічного шва (рис. 10, а). Цей дефект виникає при подовженні крокової частини брюк щодо його бічної частини. Спіралеподібне переміщення низу брюк і переднього згину у бік бічного указує на порушення балансу. Втрачену рівновагу можна відновити переміщенням будь-якої з монтажних точок на швах брюк, але краще починати з переміщення точок передньої половинки брюк, використовуючи прийом повернення переднього згину в нормальне положення. Для підтягання згину брюк всередину слід опустити надсічку крокового зрізу передньої половинки і зрівняти довжину всіх зрізів, що сполучаються. Зміщення переднього згину брюк у бік крокового шва (рис. 10, б). Спіралеподібне переміщення низу брюк і переднього згину у бік крокового шва указує на порушення балансу, яке виникає при укороченні крокових зрізів або подовженні бічних зрізів передньої половинки брюк. Відновлення втраченої рівноваги рекомендується виконувати переміщенням надсічки крокового зрізу передньої половинки брюк вгору. У рекомендованих способах усунення вказаних дефектів (див. рис. 10) не порушується положення бічних кишень брюк щодо верхніх зрізів.
Рис. 10. Балансові порушення в поясних виробах: а — зміщення передніх згинів брюк у бік бічних швів; б — те ж у бік крокових швів Динамічна невідповідність. Деякі дефекти одягу непомітні на фігурі людини, поки вона знаходиться в спокійному стані, тобто в статиці, але будь-які рухи викликають більший або менший опір одягу. Найбільш важливе значення для хорошої динамічної характеристики одягу мають правильне положення і розміри пройми і рукава. Зміщення пройми у бік спинки утрудняє рух рук. Її зайва глибина утрудняє підйом рук. Великі незручності заподіює вузький рукав. Незручні коміри з дуже високою стійкою, вузькі спідниці, глибокий виріз середнього зрізу брюк і так далі. Показники динамічної невідповідності виробу даної конструкції умовам експлуатації залежать також від припусків на вільне облягання по лініях грудей, талії і стегон. Ці припуски повинні розраховуватися з урахуванням зміни розмірів тіла людини при виконанні побутових рухів, а також з урахуванням розтягування матеріалів для виготовлення одягу. Задовільний зовнішній вигляд одягу з такими дефектами зберігається тільки в самому початковому періоді експлуатації, а потім великі навантаження для подолання опору одягу приводять до появи неусувних зморшок та зминання. При усуненні відмічених дефектів найчастіше доводиться повністю перекроювати виріб, що приводить до його укорочення і обуження. Повне усунення таких дефектів досягається при виготовленні скоректованих повторних зразків. Для виявлення дефектів динамічної невідповідності виробу на фігурі людини рекомендується виконати підйом рук до горизонтального положення, нахил корпусу і присідання. У разі неможливості виконання цих рухів слід дати негативну оцінку динамічної відповідності одягу. Зміщення пройми у бік спинки (рис. 11). Необґрунтоване переміщення меж спинки і пілочки утрудняє виконання рухів рук і погіршує самопочуття людини, одягненої в такий одяг. До деталі спинки прикладаються розтягуючі зусилля, а до зрізу пройми пілочки — що стискують. Через незначний термін експлуатації на пілочці можуть утворитися подовжні зминання. Рукав втратить нормальний вигляд, можливі пошкодження шва пройми спинки. При значному зміщенні пройми усунути такий дефект не можна. Для усунення дефекту при повторному виготовленні зразка слід уточнити ширину ділянки виробу від середнього шва спинки до контуру пройми пілочки.
Рис. 11. Зміщення пройми у бік спинки
Укорочення середнього шва задньої частини брюк (рис. 12). Пониження вершинної точки середнього зрізу задньої половинки брюк на фігурі людини в статиці не погіршує зовнішнього вигляду брюк, але утрудняє рухи ніг. В процесі експлуатації на передньому шві брюк утворюються поперечні заминання і складки, важко присідати і підійматись по сходах, передня частина брюк постійно відчувається на нозі. Для усунення дефекту рекомендується окрім підйому вершинної точки середнього зрізу задньої половинки брюк збільшити його відхилення від вертикального напряму.
Рис. 12. Укорочення шва задньої частини брюк ДЖЕРЕЛА ОПЕРАТИВНОГО СТРУМУ Пристрої автоматики, управління, сигналізації, а також релейного захисту для роботи потребують живлення від зовнішніх джерел електричної енергії. Ці джерела називають джерелами оперативного струму. На практиці застосовують джерела змінного та постійного оперативного струму. Оскільки джерела оперативного струму визначають працездатність пристроїв автоматики, управління, релейного захисту до них пред‘являють підвищені вимоги щодо надійності функціонування. Найбільш надійними джерелами оперативного струму є джерела постійного оперативного струму. Як правило, джерелами постійного оперативного струму є акумуляторні батареї. Основною перевагою цього оперативного струму є незалежність їх від режиму роботи силового обладнання електричних станцій та підстанцій, тобто навіть при повному зникненні змінної напруги на електричній станції чи підстанції, пристрої автоматики, управління, а також релейного захисту продовжуватимуть функціонувати. Крім цього, акумуляторні батареї можуть витримувати значні короткочасні перевантаження, що особливо важливо при виникненні аварійних ситуацій, коли одночасно працює декілька пристроїв захисту, автоматики та систем управління, які сумарно споживають значну кількість електроенергії. Принципова схема організації постійного оперативного струму наведена на рис. 6.1.
Рис. 6.1. Принципова схема постійного оперативного струму
Джерелом оперативного струму є акумуляторні батареї Б1 та Б2. Для підзарядки акумуляторних батарей призначені спеціальні зарядні пристрої ЗП1 та ЗП2, які живляться від джерел змінного струму. На схемі (рис. 6.1) зображене джерело постійного оперативного струму з двома акумуляторними батареями, які підвищують надійність функціонування джерела в цілому. При допомозі перемикача SA здійснюється перемикання на живлення від батареї Б1 чи Б2. Від шинок оперативного струму (+) та (–) здійснюється живлення пристроїв автоматики, управління, релейного захисту (на схемі А1 – AN). Поряд з очевидними перевагами джерела постійного оперативного струму мають ряд недоліків, основними з яких є: – висока вартість акумуляторних батарей; – потреба в спеціальному приміщенні для розміщення акумуляторних батарей; – складність організації мережі постійного струму на значній території електричної станції чи підстанції; – необхідність в висококваліфікованому обслуговуючому персоналі.
Тому схеми постійного оперативного струму застосовують на об‘єктах з постійно присутнім оперативним персоналом - на електричних станціях та потужних підстанціях. Як правило, застосовують схеми постійного струму на напруги ± 220 В, ±110 5, зрідка ± 24 В або ± 48 В. На потужних електростанціях та підстанціях застосовують дві однакові акумуляторні батареї, а на підстанціях меншої потужності встановлюється одна батарея. Цей вид оперативного струму недоцільно застосовувати на підстанціях напругою 110 кВ та нижче, де, як правило, відсутній оперативний персонал. На цих підстанціях у більшості випадків застосовують джерела змінного або випростованого оперативного струму. Для отримання випростуваного оперативного струму застосовують спеціальні випростувальні пристрої, які можуть живитись від вторинних кіл трансформаторів струму, вторинних кіл трансформаторів напруги або від мережі власних потреб підстанції. Принципова схема організації випростуваного оперативного струму наведена на рис. 6.2. Випростуваний оперативний струм отримується від випрстувальних блоків UGA, UGV, які випростують змінний струм, отриманий відповідно від вторинних кіл трансформаторів струму TA1, ТА2 та від вторинних кіл трансформаторів напруги або власних потреб підстанції.
Рис. 6.2. Принципова схема організації випростуваного оперативного струму Блоки живлення UGA, які приєднуються до вторинних кіл трансформаторів струму, складаються з проміжного швидконасичувального трансформатора TLA (рис. 6.3а), двохпівперіодного випростувача VD. Для забезпечення ферорезонансної стабілізації послідовно до вторинної обмотки проміжного трансформатора приєднаний дросель L та ємність С. Ферорезонанс виникає в контурі: вітка намагнічення проміжного трансформатора TLA – дросель L – ємність С. Вхідна характеристика блоку UGA з врахуванням ефекту ферорезонансу наведена на рис. 6.3б. Як видно з рис. 6.3б за рахунок ферорезонансу напруга блоку змінюється незначно при зміні струму (крива 1). Якщо б в схемі не використовувався ефект ферорезонансу, то залежність напруги від струму мала б вигляд 2, тобто в залежності від навантаження напруга б змінювалась в значному діапазоні.
6.3. Принципова схема а) та вхідна характеристика струмового випростуваного блоку UGA Напруговий блок живлення UGV (рис. 6.2) під‘єднується до вторинних кіл трансформатора напруги TV або до мережі власних потреб підстанції. Принципова схема напругового випростуваного блоку наведена на рис. 6.4.
Рис. 6.4. Принципова схема напругового випростуваного блоку UGA Цей пристрій складається з проміжного трансформатора TLV, селенового трифазного випростувального моста VS, з якого знімається випростувальна напруга. Для підвищення надійності на підстанціях застосовують комбіновані схеми отримання випростувального струму – одночасно використовують як струмові UGA, так і на пругові UGV випростувальні блоки. На стороні випростуваного струму ці блоки вмикаються паралельно (рис. 6.2). В залежності від потужності промисловістю виготовляються та знаходяться в експлуатації різні типи випростувальних блоків. Наприклад, БПТ-11 – випростувальний блок, який призначений для приєднання до вторинних кіл трансформаторів струму, навантаження, яке можна приєднувати на стороні випростуваного струму складає 20 – 25 Вт; БПН-11 випростуваний блок, який живиться від кіл напруги, потужністю 20 – 25 Вт. Аналогічні блоки БПТ-1001, БПН-1001 можуть живити навантаження потужністю 500 – 1200 Вт. На практиці досить часто застосовують разом з джерелами випростуваного оперативного струму конденсатори (рис. 6.5).
Рис. 6.5. Принципова схема з використанням енергії конденсатора В такій схемі в доаварійному режимі конденсатори С1 та С2 попередньо заряджаються від випростувального блоку UGV. Після виникнення пошкодження і спрацюванні пристроїв релейного захисту (наприклад, спрацювали вихідні реле захистів KL1 або KL2 (на схемі обмотки цих реле не показані), замикаються контакти вихідних реле захистів KL1 або KL2. Після цього конденсатори С1 або С2 розряджаються на електромагніти вимкнення вимикачів YAT1 або YAT2 – вимикач пошкодженого приєднання вимкнеться. Конденсатори підбираються таким чином, що їхньої енергії достатньо для спрацювання електромагнітів вимкнення YAT1, YAT2. Діоди VD1 та VD2 призначені для того, щоб конденсатори С1 та С2 розряджались тільки на свої елементи і не розряджались на суміжні. Суттєвою перевагою такої схеми є те, що навіть при повній втраті живлення на підстанції, управління обладнанням підстанції буде здійснюватись за рахунок енергії попередньо заряджених конденсаторів. Найбільш простими та дешевими джерелами оперативного струму є безпосередньо трансформатори струму, які встановлені на підстанції. На практиці знайшли застосування дві схеми отримання змінного оперативного струму: – схема безпосереднього живлення змінним струмом оперативних кіл від основних трансформаторів струму підстанції (рис. 6.6); – схема живлення змінним струмом оперативних кіл від проміжних трансформаторів струму TLT (рис. 6.7). YAT
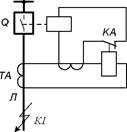
Рис. 6.6. Схема безпосереднього живлення змінним оперативним струмом Схема, наведена на рис. 6.6 працює наступним чином. В нормальному режимі електромагніт вимкнення вимикача YAT зашунтований нормально замкненими контактами реле KA – через нього струм практично не протікає. Після виникнення к.з на лінії струм в лінії різко зросте, зросте він і у вторинній обмотці трансформатора струму TA і, коли він зросте до величини, достатньої для спрацювання реле KA, останнє спрацює і розімкне свій контакт. Після цього вторинний струм від трансформатора струму буде протікати в колі послідовно з‘єднаних обмоток реле KA та електромагніту вимкнення YAT. Електромагніт спрацює – вимикач пошкодженої лінії Q вимкнеться. YAT
Рис. 6.7. Схема змінного оперативного струму з застосуванням проміжного трансформатора струму TLT Схема, наведена на рис. 6.7, працює наступним чином. Під час к.з. зростає струм в лінії і відповідно у вторинній обмотці трансформатора струму ТА. Коли він досягне значення, достатнього для спрацювання реле КА, реле спрацює і замкне коло живлення електромагніта вимкнення YAT від проміжного трансформатора струму TLT. Первинна обмотка проміжного трансформатора струму TLT обтікається тим самим струмом, що і обмотка реле КА – вторинним струмом трансформатора струму ТА. Електромагніт YAT спрацює і вимикач Q вимкнеться. Хоча схема, наведена на рис. 6.6 є більш простою у порівнянні з схемою, наведеною на рис. 6.7, вона має суттєвий недолік – потребує струмового реле КА з потужними контактами, здатними комутувати коло з значними струмами.
|