Резка на ножницах с параллельными ножами
Схема резки представлена на рисунке 1.11.
Рис.1.11. Схема резки на ножницах с параллельными ножами: 1- разрезаемый материал; 2- регулируемый упор; 3 - ножи; 4 - стол; 5- ползун; 6 - упор; P – усилие реза; Q – усилие прижима
Рис. 1.12. Схема внедрения ножей в металл: С – величина пластического внедрения
Три стадии резки: 1) упругая деформация; 2) пластическое внедрение на глубину С (на поверхности среза виден блестящий поясок); 3) хрупкое разрушение с момента зарождения трещин (шероховатая поверхность на срезе). При зазоре Z = Zопт. трещины от ножей встречаются. При Z > Zопт или Z < Zопт на срезе может быть заусенец. Zопт. = f(s, σ s). Настроечный зазор Z0 < Zопт , т.к. действует горизонтальная сила Т, которая распирает ножи: Т ≈ 0, 1Р. Усилие реза: Р = к*Fср* τ ср, где сопротивление срезу τ ср зависит от марки стали; τ ср ≈ 0, 7 *σ В; площадь среза Fср = B*s, здесь B – ширина полосы; к = 1, 1 – 1, 3; это коэффициент, учитывающий затупление ножей. Геометрия ножа для резки показана на рисунке.
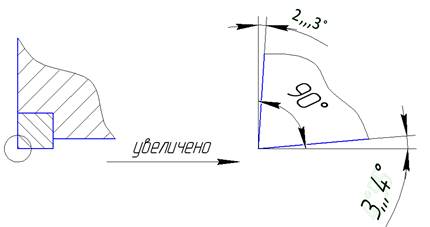
Рис. 1.13. Геометрия ножа для резки металла
Ножи изготавливаются из сталей марок У8А…У10А. Это инструментальные стали. Их твердость после термообработки 58…60 HRC. Термообработка: закалка с отпуском.
|