Глава 3. Базовые стандарты управления корпорацией
Новая экономическая ситуация ставит перед предприятиями ряд задач, которые ранее ими не рассматривались. Среди наиболее важных задач, стоящих перед промышленными предприятиями в современных условиях, можно выделить: * повышение конкурентной борьбы; * требование выпускать продукцию в соответствии с текущими заказами покупателей, а не с долгосрочными перспективными планами; * необходимость оперативного принятия решений в сложной экономической ситуации; * укрепление связей между поставщиками, производителями и покупателями. В конкурентной борьбе побеждает только тот, кто быстрее других реагирует на изменения в бизнесе и принимает более верные решения. Именно информационные технологии помогают руководителям промышленных предприятий в решении этих сложных задач. Страны рыночной экономики имеют большой опыт создания и развития информационных технологий для промышленных предприятий. Одним из наиболее распространенных методов управления производством и дистрибуции в мире является стандарт MRPII (Manufacturing Resourse Planning), разработанный в США и поддерживаемый американским обществом по контролю за производством и запасами American Production and Inventory Control Society (APICS). В наши дни КИС строятся на стандартах ERP, CSRP и ERPII. Основной целью этого раздела является рассмотрение базовых стандартов управления предприятием, которые представляют собой фундамент любой КИС. § 3.1. Эволюция информационных систем управления предприятием
Эволюция информационных систем прошла путь длиной более чем в 40 лет. С развитием компьютерной техники, программных средств, методов управления информацией менялся и смысл, вкладываемый в это понятие теперь уже никто не назовет электронную таблицу с калькулятором таким громким именем, как информационная система. Современные информационные системы являются сложными интегрированными комплексами, которые включают в себя модули, отвечающие практически за все механизмы работы современного предприятия. Информационная система - это набор механизмов, методов и алгоритмов, направленных на поддержку жизненного цикла информации и включающих три основных u1087 процесса: обработку данных, управление информацией и управление знаниями. С точки зрения программных технологий, информационная система это не один, и даже не несколько программных комплексов. Можно построить структурную модель информационной системы (рис.2), выделив ее основные компоненты, которые содержат программные модули определенного класса.
Самым нижним уровнем информационной системы является хранилище, в котором содержится вся интеллектуальная собственность предприятия. Это могут быть документы, справочники, структурные таблицы, деловые правила, описание процессов. Прямого доступа к хранилищу быть не должно, как для пользователей, так и для различных систем предприятия. Прямой доступ имеет лишь система управления знаниями, которая служит своего рода шлюзом для остальных систем и формирует информационное окружение предприятия. Система управления знаниями объединяет идеи, знания, содержание документов и деловые правила, автоматизируя процессы, базирующиеся на знаниях, как внутри предприятия, так и между разными организациями. Для этого нужен шлюз, позволяющий производить обмен данными с внешними системами. Это необходимое условие, так как современные процессы направлены на объединение предприятий в крупные концерны и очевидно, что передача знаний очень важна. Например, системы планирования ресурсов предприятия ERP (Enterprise Resource Planning – планирование ресурсов предприятия) не могут работать независимо - процессы, связанные с управлением финансами, складами, человеческими ресурсами, используют уже накопленные знания и приносят новые. Также важно выделить класс систем анализа и принятия решений DSS (Decision Support System - система поддержки принятия решений), без которого жизненный цикл информации не будет завершен. В современных организациях интеллектуальный анализ данных становится все более важной задачей. Связано это с необходимостью аналитической обработки больших объемов информации, накопившейся в хранилищах. Такие системы помогают найти новые знания, выявить недостатки и слабые места информационной системы, оценить эффективность тех или иных процессов, установить новые информационные взаимосвязи. Очень часто говорят, что такой класс систем должен работать непосредственно с хранилищем, поскольку обработке подлежат содержащиеся в нем данные. Теоретически это верно, но на практике такое невозможно - любые изменения в содержимом хранилища, процессах, правилах и взаимосвязях могут и должны производиться системой управления знаниями. Тогда DSS - системам не придется задумываться над тем, в каком формате хранятся данные, и главное, что любое изменение информации будет немедленно влиять на взаимосвязи и процессы, в которых она принимает участие. Информационные системы, представляющие собой набор интегрированных приложений, которые комплексно, в едином информационном пространстве поддерживают все основные аспекты управленческой деятельности предприятий - планирование ресурсов (финансовых, человеческих, материальных) для производства товаров (услуг), оперативное управление выполнением планов (включая снабжение, сбыт, ведение договоров), все виды учета, анализ результатов хозяйственной деятельности называются корпоративными информационными системами (КИС). К КИС или, как их еще называют, к корпоративным управленческим системам EAS (Enterprise Application Suite – набор приложений масштаба предприятия) относятся системы стандартов MPS, MPR, MPR II, ERP, ERP II и CSRP. Эволюционный путь этих базовых стандартов представлен на рис. 3.
Исходным стандартом, появившимся в конце 50-х – начале 60-х годов, был стандарт MPS (Master Planning Scheduling – управление календарным планированием), предназначенный для составления основного плана производства. На основании данных о состоянии спроса вырабатывались планы выпуска конечной продукции. С целью оптимального управления производством в середине 60-х годов были сформулированы принципы управления материальными запасами предприятия. Эти принципы легли в основу систем класса MRP (Material Requirement Planning - планирования материальных потребностей). Эти системы могут быстро подсчитать возможность выполнения нового заказа к нужному сроку при текущей загрузке производства. При условиях невозможности выполнения данного заказа к конкретному сроку, система способна ответить на вопрос, во что обойдется заказчику выполнение нового заказа, если он все же на сроке настаивает. Затем появились системы класса MRPII (Manufacturing Resource Planning - планирование производственных ресурсов), основная суть которых сводится к тому, что прогнозирование, планирование и контроль производства осуществляется по всему циклу, начиная от закупки сырья и заканчивая отгрузкой товара потребителю. В общем случае они обеспечивают решение задач планирования деятельности предприятия в натуральных единицах, финансовое планирование в денежном выражении. Следующим этапом в развитии КИС стало появление с конца 80-х годов систем класса ERP (Enterprise Resource Planning - планирование ресурсов предприятия). Эти системы охватывают всю финансово-хозяйственную и производственную деятельность предприятия. К ним предъявляются такие требования как: централизация данных в единой базе, режим работы близкий к реальному времени, сохранение общей модели управления для предприятий любых отраслей, поддержка территориально распределенных структур, работа в широком круге аппаратно-программных платформ и СУБД. Другими важными требованиями к ERP системам являются возможность применения графики, использования CASE-технологий для дальнейшего развития системы, поддержание архитектуры типа “клиент-сервер” и реализации их как открытых систем. При правильном внедрении и эксплуатации таких систем, эффективность бизнес-процессов предприятия повышается, что дает конкурентное преимущество для дальнейшего развития. Однако, занимаясь улучшением внутренней структуры, предприятие не повышает степени эффективности взаимодействия с контрагентами. Следующий этап развития КИС ориентирован на интеграцию деятельности заказчиков и партнеров предприятия в его внутреннюю систему и называется ERPII (Enterprise Resource and Relationship Processing – обработка данных по ресурсам и взаимоотношениям предприятия). Internet предоставляет возможность предприятию взаимодействовать со всеми его контрагентами в совершенно новой среде, позволяющей контактировать напрямую с потребителем по типу B2C (Business-to-Consumer – “бизнес–клиент”) или/и партнерами по бизнесу по типу B2B (Business-to-Business – “бизнес-бизнес”). Для того чтобы ERPII система была применима для электронной коммерции и бизнеса, необходимо создать приложения по управлению связями с заказчиком CRM (Customer Relationship Management – управление взаимоотношениями с клиентом), а также дополнительное программное обеспечение (ПО) промежуточного слоя. Такое ПО назвали EAI (Enterprise Application Integration - интеграция приложений масштаба предприятия). EAI обеспечивает следующие функции: * электронная коммерция; * управления цепочкой поставок; * услуги доступа к приложениям; * виртуальные торговые площадки. ERPII-система, снабженная CRM и EAI-продуктами получила название XRP-система, т.е. расширенная (Extended) ERP-система. С ее помощью можно в реальном режиме времени разделять данные, циркулирующие между различными корпоративными приложениями. По классификации эта система приближается к следующему поколению КИС - системам стандарта CSRP (Customer Synhronized Resource Planning – планирование ресурсов совместно с потребителем). Системы такого класса позволяют интегрировать процессы как внутри одной корпорации, так и за ее пределами.
§ 3.2. Зарождение методологий MPS и MRP
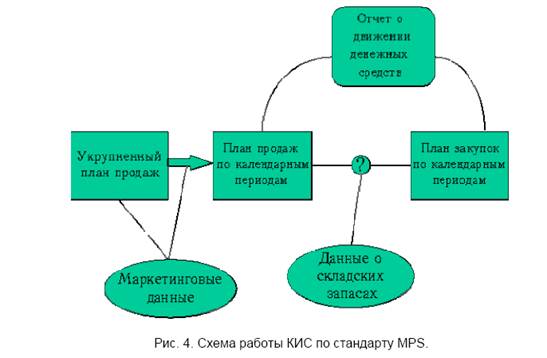
В конце 50-х – начале 60-х годов, в связи с ростом популярности вычислительных систем, возникла идея использовать их возможности для планирования деятельности предприятия, в том числе для планирования производственных процессов. Необходимость планирования обусловлена тем, что основная масса задержек в процессе производства связана с запаздыванием поступления отдельных комплектующих, в результате чего, как правило, параллельно с уменьшением эффективности производства, на складах возникает избыток материалов, поступивших в срок или ранее намеченного срока. Кроме того, вследствие нарушения баланса поставок комплектующих, возникают дополнительные осложнения с учетом и отслеживанием их состояния в процессе производства, т.е. фактически невозможно было определить, например, к какой партии принадлежит данный составляющий элемент в уже собранном готовом продукте. Первым стандартом управления бизнесом был MPS (Master Planning Scheduling), или объемно-календарное планирование. Идея была проста (рис. 4) – вначале формировался план продаж, т.е. устанавливался объем продаж с разбивкой по календарным периодам. Опираясь на план продаж, формировался план пополнения запасов за счет производства или закупки, и оценивались финансовые результаты по периодам, в качестве которых используются периоды планирования или финансовые периоды.
Пока производство было мелким и простым все было относительно неплохо. Если предприятие быстро развивалось, то возникали проблемы. Первые проблемы начались с логистики. Действительно, сформировать заказ на товар просто, но даже в лучших торговых домах не удается полностью избежать проблем с доставкой и ассортиментом. Одной из наиболее сложных проблем, возникших при формировании заказа, была проблема прогнозирования необходимого объема и срока поставки. Например, чай из Индии не доставляется мгновенно, да и собирают определенные сорта в определенное время, то же с тканями и т.д. Следовательно, нужно было прогнозировать спрос на длительное время вперед, учитывать длительность (а часто и сезон) производства и потребности в складских площадях. При этом объем заказа тоже часто не может быть выражен в произвольных цифрах (вспомните хотя бы - “вагонная норма”, “в объеме одного контейнера” или просто - “один корабль”). Это проблемы крупного опта. Мелкий опт и розница тоже имеют свои особенности. Например, часто просто недопустимо отсутствие в продаже “товаров повседневного спроса”, так как это может привести к уходу клиента в соседний магазин (оптовый склад), где ему вполне может понравиться. В результате возникает “страховой запас” (Safety Stock) в размере, например, суточной потребности. Понятие страхового запаса широко используется и в производстве, с целью гарантировать ритмичный производственный процесс, кроме того, оно может быть использовано для обеспечения потребностей замены вышедшей из строя и предъявленной к гарантийному ремонту техники в торговле, и во многих других случаях. Дальнейшее изучение динамики запасов с использованием статистических методов SIC (Statistical Inventory Control - статистическое управление запасами) приводит к появлению еще двух понятий - “точка заказа” (Reorder Point), которая определяет уровень складских запасов, при снижении планового запаса ниже которого необходимо сделать или спланировать заказ поставщику, и “уровень пополнения” (Max Stock) запаса товара на складе, то есть то количество товара, выше которого не рекомендуется повышать уровень складского запаса конкретного товара. На рис. 5 показаны три основных параметра, влияющих на динамику запасов.
Рис. 5. Диаграмма статистического управления запасами. Важно подчеркнуть, что данные понятия являются существенно динамическими, так как уже говорилось, что заказ на пополнение нужно производить своевременно, с учетом времени доставки, а объем поставки может не вписываться в плановый уровень пополнения. Динамизм возникает и при учете, например, сезонных изменений основных параметров SIC - очевидно, что страховой запас обширного ассортимента прохладительных напитков летом весьма существенен, а вот зимой отсутствие полного ассортимента вряд ли приведет к заметным неприятностям, кроме наиболее популярных сортов. Опять же, предпраздничная торговля требует установления более высоких уровней точки заказа, чем в обычные периоды. Определение и фиксация подобных колебаний - иногда предмет серьезных статистических исследований. Современные компьютерные системы управления, как правило, имеют встроенные статистические анализаторы, хотя бы простейшего типа, либо автономные внешние подсистемы, позволяющие производить такой анализ. Еще более серьезные проблемы стали возникать при усложнении производства и возникновении сложных изделий, количество составных частей в которых измерялось тысячами, притом, что сборка производилась на нескольких сборочных конвейерах. В связи с этим возникло понятие “сборка” или “подсборка” - то есть компонента, деталь или просто какая-то часть конечного продукта, подготовленная на вспомогательном сборочном конвейере для инсталляции в готовый продукт на главном конвейере, типичными примерами, которых является двигатель, шасси и кузов в машиностроении, еще одно название - узел. Изделия, производимые в ходе такого рода сборочных операций, стали представляться в виде древовидных конструкций (рис. 6), получивших обобщающее название BOM (Bill Of Material - спецификация изделия). Обратите внимание на то, что на различных уровнях ВОМ могут находиться одинаковые товарные позиции, как, например, “Крепеж” на различных уровнях сборочной спецификации компьютера. При разузловании из приведенного выше древовидного списка получается линейный, служащий для формирования заказа на закупку, рис. 7. Обратите внимание, что в линейном списке “Крепеж” встречается только один раз, так как заказ на крепеж должен формироваться единым образом (для однородного крепежа, разумеется). В результате описанные выше проблемы управления запасами стали на порядок сложнее. Так как кроме окончательных комплектующих, появились проблемы и со сборками, которые, в свою очередь могли производиться в ходе единого сборочного процесса, на вспомогательных производствах с промежуточным складированием “незавершенки” или “сборок”, или на основе субподряда “на стороне”, причем одна и та же “сборка” или узел, например двигатель, может как заказываться, так и производиться. При этом требования к точности соблюдения сроков поставки такого рода компонент стали на порядок выше, чем ранее для “простых” комплектующих. В результате возникла методология планирования производств (в основном сборочных или дискретных), которая была призвана решить проблему формирования заказа на комплектующие и узлы, опираясь на потребности обьемно-календарного плана производства. Она получила название MRP.
Рис. 6. Иерархия уровней спецификации изделий.
Рис. 7. Линейная спецификация изделия.
Реализация системы, работающей по методологии MRP представляет собой компьютерную программу, позволяющую оптимально регулировать поставки комплектующих в производственный процесс, контролируя запасы на складе и саму технологию производства. Главной задачей MRP является обеспечение гарантии наличия необходимого количества требуемых материалов и комплектующих в любой момент времени в рамках срока планирования, наряду с возможным уменьшением постоянных запасов, а, следовательно, разгрузкой склада. Прежде чем описывать саму структуру MRP, следует ввести краткий глоссарий основных ее понятий: * Материалами будем называть все сырье и отдельные комплектующие, составляющие конечный продукт. В дальнейшем мы не будем делать различий между понятиями “материал” и “комплектующий”. * MRP-программа - компьютерная программа, работающая по алгоритму, регламентированному MRP-методологией. Как и любая компьютерная программа, обрабатывает файлы данных (входные элементы) и формирует на их основе файлы-результаты * Статус материала является основным указателем на текущее состояние материала. Каждый отдельный материал, в каждый момент времени, имеет статус в рамках MRP-системы, который определяет, имеется ли данный материал в наличии на складе, зарезервирован ли он для других целей, присутствует ли в текущих заказах, или заказ на него только планируется. Таким образом, статус материала однозначно описывает степень готовности каждого материала быть пущенным в производственный процесс. * Страховой запас материала необходим для поддержания процесса производства в случае возникновения непредвиденных и неустранимых задержек в его поставках. По сути, в идеальном случае, если механизм поставок полагать безупречным, MRP-методология не постулирует обязательное наличие страхового запаса, и его объемы устанавливаются различными для каждого конкретного случая, в зависимости от сложившейся ситуации с поступлением материалов. Подробней об этом будет рассказано ниже. * Потребность в материале в компьютерной MRP-программе представляет собой определенную количественную единицу, отображающую возникшую в некоторой момент времени в течение периода планирования необходимость в заказе данного материала. Различают понятия полной потребности в материале, которая отображает то количество, которое требуется пустить в производство, и чистой потребности, при вычислении которой учитывается наличие всех страховых и зарезервированных запасов данного материала. Заказ в системе автоматически создается по возникновению отличной от нуля чистой потребности. Процесс планирования включает в себя функции автоматического создания проектов заказов на закупку и/или внутреннее производство необходимых материалов. Другими словами система MRP оптимизирует время поставки комплектующих, тем самым уменьшая затраты на производство и повышая его эффективность. Основными преимуществами использования подобной системе в производстве являются: * Гарантия наличия требуемых комплектующих и уменьшение временных задержек в их доставке, и, следовательно, увеличение выпуска готовых изделий без увеличения числа рабочих мест и нагрузок на производственное оборудование. * Уменьшение производственного брака в процессе сборки готовой продукции возникающего из-за использования “неправильных” комплектующих. * Упорядочение производства, ввиду контроля статуса каждого материала, позволяющего однозначно отслеживать весь его конвейерный путь, начиная от создания заказа на данный материал, до его положения в уже собранном готовом изделии. Также благодаря этому достигается полная достоверность и эффективность производственного учета. Все эти преимущества фактически вытекают из самой философии MRP, базирующейся на том принципе, что все материалы и комплектующие, составные части и блоки готового изделия должны поступать в производство одновременно, в запланированное время, чтобы обеспечить создание конечного продукта без дополнительных задержек. MRP-система ускоряет доставку тех материалов, которые в данный момент нужны в первую очередь и задерживает преждевременные поступления, таким образом, что все комплектующие, представляющие собой полный список составляющих конечного продукта поступают в производство одновременно. Это необходимо во избежание той ситуации, когда задерживается поставка одного из материалов, и производство вынуждено приостановиться даже при наличии всех остальных комплектующих конечного продукта. Основная цель MRP-системы формировать, контролировать и при необходимости изменять даты необходимого поступления заказов таким образом, чтобы все материалы, необходимые для производства поступали одновременно. В следующем параграфе будут детально рассмотрены входные элементы MRP-программы и результаты ее работы.
§ 3.3. Входные элементы и результаты работы MRP-программы
На практике MRP-система представляет собой компьютерную программу, которая логическое изображение которой представлено на рис. 8. На приведенном выше рисунке отображены основные информационные элементы MRP-системы. Итак, опишем основные входные элементы MRP-системы: * Описание состояния материалов (Inventory Status File) является основным входным элементом MRP-программы. В нем должна быть отражена максимально полная информация обо всех материалах и комплектующих, необходимых для производства конечного продукта. В этом элементе должен быть указан статус каждого материала, определяющий, имеется ли он на руках, на складе, в текущих заказах или его заказ только планируется, а также описания его запасов, расположения, цены, возможных задержек поставок, реквизитов поставщиков. Информация по всем вышеперечисленным позициям должна быть заложена отдельно по каждому материалу, участвующему в производственном процессе. * Программа производства (Master Production Schedule) представляет собой оптимизированный график распределения времени для производства необходимой партии готовой продукции за планируемый период или диапазон периодов. Сначала создается пробная программа производства, впоследствии тестируемая на выполнимость дополнительно прогоном через CRP-систему (Capacity Requirements Planning – планирование необходимых мощностей), которая определяет, достаточно ли производственных мощностей для ее осуществления. Если производственная программа признана выполнимой, то она автоматически формируется в основную и становится входным элементом MRP-системы. Это необходимо потому как рамки требований по производственным ресурсам являются прозрачными для MRP-системы, которая формирует на основе производственной программы график возникновения потребностей в материалах. Однако, в случае недоступности ряда материалов, или невозможности выполнить план заказов, необходимый для поддержания реализуемой с точки зрения CRP производственной программы, MRP-система в свою очередь указывает о необходимости внести в нее корректировки.
Рис. 8. Входные элементы и результаты работы MRP-программы * Перечень составляющих конечного продукта (Bills Of Material File) это список материалов и их количество, требуемое для производства конечного продукта. Таким образом, каждый конечный продукт имеет свой перечень составляющих. Кроме того, здесь содержится описание структуры конечного продукта, т.е. он содержит в себе полную информацию по технологии его сборки. Чрезвычайно важно поддерживать точность всех записей в этом элементе и соответственно корректировать их всякий раз при внесении изменений в структуру и/или технологию производства конечного продукта. Напомним, что каждый из вышеуказанных входных элементов представляет собой компьютерный файл данных, использующийся MRP-программой. В настоящий момент MRP-системы реализованы на самых разнообразных аппаратных платформах и включены в качестве модулей в большинство финансово-экономических систем. Мы не будем останавливаться на техническом аспекте вопроса и перейдем к описанию логических шагов работы MRP-программы. Цикл ее работы состоит из следующих основных этапов: 1. Прежде всего, MRP-система, анализируя принятую программу производства, определяет оптимальный график производства на планируемый период. 2. Далее, материалы, не включенные в производственную программу, но присутствующие в текущих заказах, включаются в планирование как отдельный пункт. 3. На этом шаге, на основе утвержденной программы производства и заказов на комплектующие, не входящие в нее, для каждого отдельно взятого материала вычисляется полная потребность, в соответствии с перечнем составляющих конечного продукта. 4. Далее, на основе полной потребности, учитывая текущий статус материала, для каждого периода времени и для каждого материала вычисляется чистая потребность, по указанной ниже формуле. Если чистая потребность в материале больше нуля, то системой автоматически создается заказ на материал.
5. И, наконец, все заказы созданные ранее текущего периода планирования, рассматриваются, и в них, при необходимости, вносятся изменения, чтобы предотвратить преждевременные поставки и задержки поставок от поставщиков. Таким образом, в результате работы MRP-программы производится ряд изменений в имеющихся заказах и, при необходимости, создаются новые, для обеспечения оптимальной динамики хода производственного процесса. Эти изменения автоматически модифицируют описание состояния материалов, так как создание, отмена или модификация заказа, соответственно влияет на статус материала, к которому он относится. В результате работы MRP-программы создается план заказов на каждый отдельный материал на весь срок планирования, обеспечение выполнения которого необходимо для поддержки программы производства. Основными результатами MRP-системы являются: * План Заказов ( Planned Order Schedule – запланированный график заказов ) определяет, какое количество каждого материала должно быть заказано в каждый рассматриваемый период времени в течение срока планирования. План заказов является руководством для дальнейшей работы с поставщиками и, в частности, определяет производственную программу для внутреннего производства комплектующих, при наличии такового. * Изменения к плану заказов ( Changes In Planned Orders – изменения к запланированным заказам ) являются модификациями к ранее спланированным заказам. Ряд заказов могут быть отменены, изменены или задержаны, а также перенесены на другой период. Также, MRP-система формирует некоторые второстепенные результаты, в виде отчетов, целью которых является обратить внимание на “узкие места” в течение планируемого периода, то есть те промежутки времени, когда требуется дополнительный контроль за текущими заказами, а также, для того чтобы вовремя известить о возможных системных ошибках возникших при u1088 работе программы. Итак, MRP-система формирует следующие дополнительные результаты-отчеты: * Отчет об “узких местах” планирования ( Exception Report – отчет при отклонениях ) предназначен для того, чтобы заблаговременно проинформировать пользователя о промежутках времени в течение срока планирования, которые требуют особого внимания, и в которые может возникнуть необходимость внешнего управленческого вмешательства. Типичными примерами ситуаций, которые должны быть отражены в этом отчете, могут быть непредвиденно запоздавшие заказы на комплектующие, избытки комплектующих на складах и т.п. * Исполнительный отчет ( Performance Report ) является основным индикатором правильности работы MRP-системы и имеет целью оповещать пользователя о возникших критических ситуациях в процессе планирования, таких как, например, полное израсходование страховых запасов по отдельным комплектующим, а также обо всех возникающих системных ошибках в процессе работы MRP-программы. * Отчет о прогнозах ( Planning Report ) представляет собой информацию, используемую для составления прогнозов о возможном будущем изменении объемов и характеристик выпускаемой продукции, полученную в результате анализа текущего хода производственного процесса и отчетах о продажах. Также отчет о прогнозах может использоваться для долгосрочного планирования потребностей в материалах. Таким образом, использование MRP-системы для планирования производственных потребностей позволяет оптимизировать время поступления каждого материала, тем самым значительно снижая складские издержки и облегчая ведения производственного учета. Однако, среди пользователей MRP-программ существует расхождение в мнениях относительно использования страхового запаса для каждого материала. Сторонники использования страхового запаса утверждают, что он необходим в силу того, что зачастую механизм доставки грузов не является достаточно надежным, и возникшее, в силу различных факторов, полное израсходование запасов на какой-либо материал, автоматически приводящее к остановке производства, обходится гораздо дороже, чем постоянно поддерживаемый его страховой запас. Противники использования страхового запаса утверждают, что его отсутствие является одной из центральных особенностей концепции MRP, поскольку MRP-система должна быть гибкой по отношению к внешним факторам, вовремя внося изменения к плану заказов, в случае непредвиденных и неустранимых задержек поставок. Но в реальной ситуации, как правило, вторая точка зрения может быть реализована для планирования потребностей для производства изделий, спрос на которые относительно прогнозируем и контролируем и объем производства может быть установлен в производственной программе постоянным в течение некоторого, относительно длительного периода. Следует заметить, что в российских условиях, когда задержки в процессах поставки являются скорее правилом, чем исключением, на практике целесообразно применять планирование с учетом страхового запаса, объемы которого устанавливаются в каждом отдельном случае.
§ 3.4. Стандарт MRPII
Системы планирования производства постоянно находятся в процессе эволюции. Первоначально MRP-системы фактически просто формировали на основе утвержденной производственной программы план заказов на определенный период, что не удовлетворяло вполне возрастающие потребности. С целью увеличить эффективность планирования, в конце 70-х годов Оливер Уайт и Джордж Плосл предложили идею воспроизведения замкнутого цикла (Closed Loop) в MRP-системах. Идея заключалась в предложении ввести в рассмотрение более широкий спектр факторов при проведении планирования, путем введения дополнительных функций. К базовым функциям планирования производственных мощностей CRP и планирования потребностей в материалах MRP было предложено добавить ряд дополнительных, таких как контроль соответствия количества произведенной продукции количеству использованных в процессе сборки комплектующих, составление регулярных отчетов о задержках заказов, об объемах и динамике продаж продукции, о поставщиках и т.д. Термин “замкнутый цикл” отражает основную особенность модифицированной системы, заключающуюся в том, что созданные в процессе ее работы отчеты анализируются и учитываются на дальнейших этапах планирования, изменяя, при необходимости программу производства, а, следовательно, и план заказов. Другими словами, дополнительные функции осуществляют обратную связь в системе, обеспечивающую гибкость планирования по отношению к внешним факторам, таким как уровень спроса, состояние дел у поставщиков и т.п. Теперь, казалось бы, все основные проблемы производства были решены, активно создавались и продавались компьютерные программы, реализующие ее нехитрые принципы. Однако в процессе дальнейшего анализа существующей ситуации в мировом бизнесе и ее развития, выяснилось, что всю большую составляющую себестоимости продукции занимают затраты напрямую не связанные с процессом и объемом производства. В связи с растущей от года к году конкуренцией, конечные потребители продукции становятся все более “избалованными”, ощутимо увеличиваются затраты на рекламу и маркетинг, уменьшается жизненный цикл изделий. Всё это требует пересмотрения взглядов на планирование коммерческой деятельности. Отныне нужно не “что-то производить и стараться потом продать”, а “стараться производить, то, что продается”. Таким образом, маркетинг и планирование продаж должны быть непосредственно связаны с планированием производства. Исходя из этих предпосылок, и зародилась новая концепция корпоративного планирования, концепция MRPII. Очевидно, на любом производственном предприятии существует набор стандартных принципов планирования, контроля и управления функциональными элементами. Такими элементами являются производственные цеха, функциональные отделы, аппарат руководства и т.д. Давайте на основании этих принципов, попытаемся создать замкнутую логическую систему, которая позволяет отвечать на следующие тривиальные вопросы: * Что мы собираемся производить? * Что для этого нужно? * Что мы имеем в данный момент? * Что мы должны получить в итоге? Эти, на первый взгляд простые вопросы всегда должны иметь ясные ответы для руководящего состава любого коммерческого (производственного и непроизводственного) предприятия. Одной из основ эффективной деятельности любого предприятия является правильно поставленная система планирования. Собственно, она и призвана содействовать ответам на эти вопросы. Эта система планирования должна чётко отвечать на вопрос: “Что нам конкретно нужно в тот или иной момент времени в будущем? ”. Для этого она должна планировать потребности в материале, производственные мощности, финансовые потоки, складские помещения и т.д., принимая во внимание текущий план производства продукции (или услуг - здесь и далее) на предприятии. Назовем такую систему системой планирования ресурсов предприятия, или же MRPII-системой. Индекс П подчеркивает второй уровень данной методологии, по сравнению с MRP. Таким образом, MRPII-система должна состоять из следующих функциональных модулей: 1. Планирование развития бизнеса 2. Планирование продаж 3. Планирование потребностей в сырье и материалах 4. Планирование производства 5. Планирование производственных мощностей 6. Выполнение плана производства 7. Выполнение плана потребности в материалах 8. Осуществление обратной связи * Модуль планирования развития бизнеса определяет миссию компании: её нишу на рынке, оценку и определение прибылей, финансовые ресурсы. Фактически, он утверждает, в условных финансовых единицах, что компания собирается произвести и продать, и оценивает, какое количество средств необход
|