
Глава 5.6. Неразъемные соединения
Находят широкое применение при изготовлении обтекателей, экранов, п\ящиков, АПУ, АКУ, отдельных узлов и т.п. Эти соединения характеризуются неизменным положением собранных деталей и узлов относительно друг дуга. К таким соединениям относятся клёпка, сварка, пайка и склеивание. Выбор того или иного вида соединений зависит от конструкции устройства, применяемых материалов и условий работ изделия. Качество неразъёмных соединений в значительной степени зависит от совершенства техпроцесса, оборудования и инструмента. Лучшие показатели получаются при механизации техпроцесса и его автоматизации (постоянство режимов). 5.6.1. Клёпанные соединения. Процесс клепки широко применяется в авиационной промышленности и относится к трудоёмким процессам. Характеризуется большим объёмом ручных работ и состоит из следующих операций: 1)сверление отверстий, 2) зенкование или штамповка гнезда под потайную головку, 3)установка заклёпки 4) формирование замыкающей головки заклёпки, 5)контроль Рис.5.41.
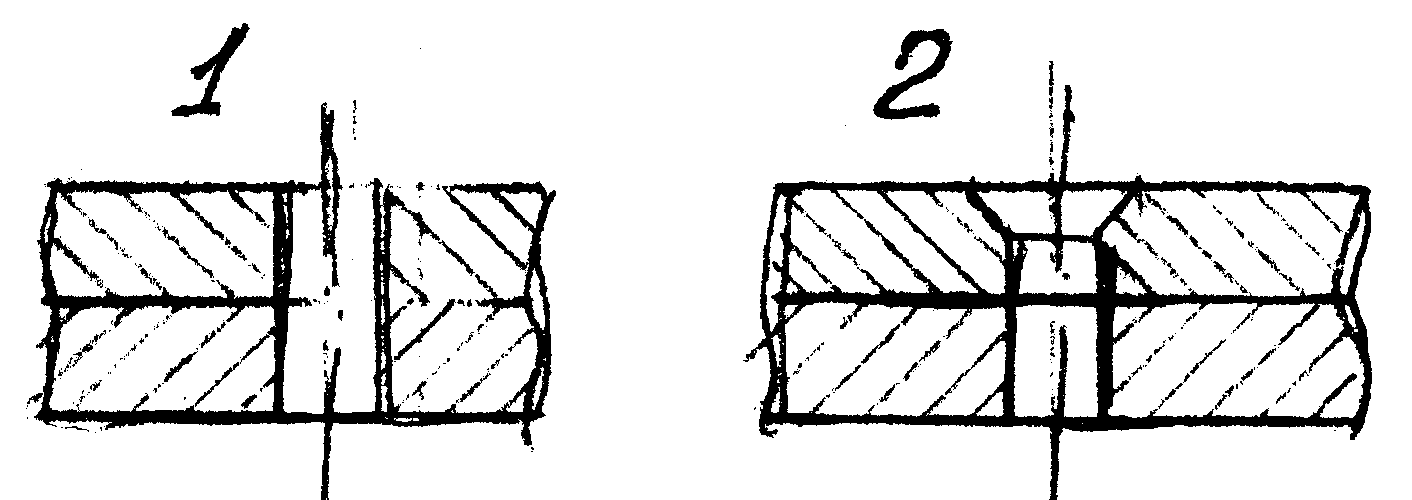
Рис.5.41 Соединяемые детали плотно прижимают друг к другу усилием Q и формируют замыкающую головку. Величина выступающей части заклёпки Заклепки изготавливают из алюминиевых сплавов, сплавов на основе меди и сталей с выступающей, полупотайной или потайной головками. Обычно применяется холодная клёпка, которая обеспечивает лучшее заполнение отверстия стержнем заклёпки и не снижает механических свойств материала, а также облегчает производство самих работ. Как правило, в конструкции, заклёпки работают на срез. Заклепки с потайной головкой применяют в соединениях находящихся в воздушном потоке, что позволяет снизить аэродинамическое сопротивление.
Рис 5.42. Для сверления и зенкования отверстий в панелях больших габаритов, с большим количеством отверстий, используют специальные сверлильно-зенковальные станки. Длина заклёпки определяется толщиной пакета соединяемых деталей и выступающей части Для образования замыкающей головки применяется ударная или прессовая клёпка. При ударной клёпке в качестве рабочего инструмента применяют пневматические молотки и поддержки, при прессовой - пресс и специальные приспособления. На схеме Рис 5.43. приведена схема основных методов клёпки.
Рис.5.43.
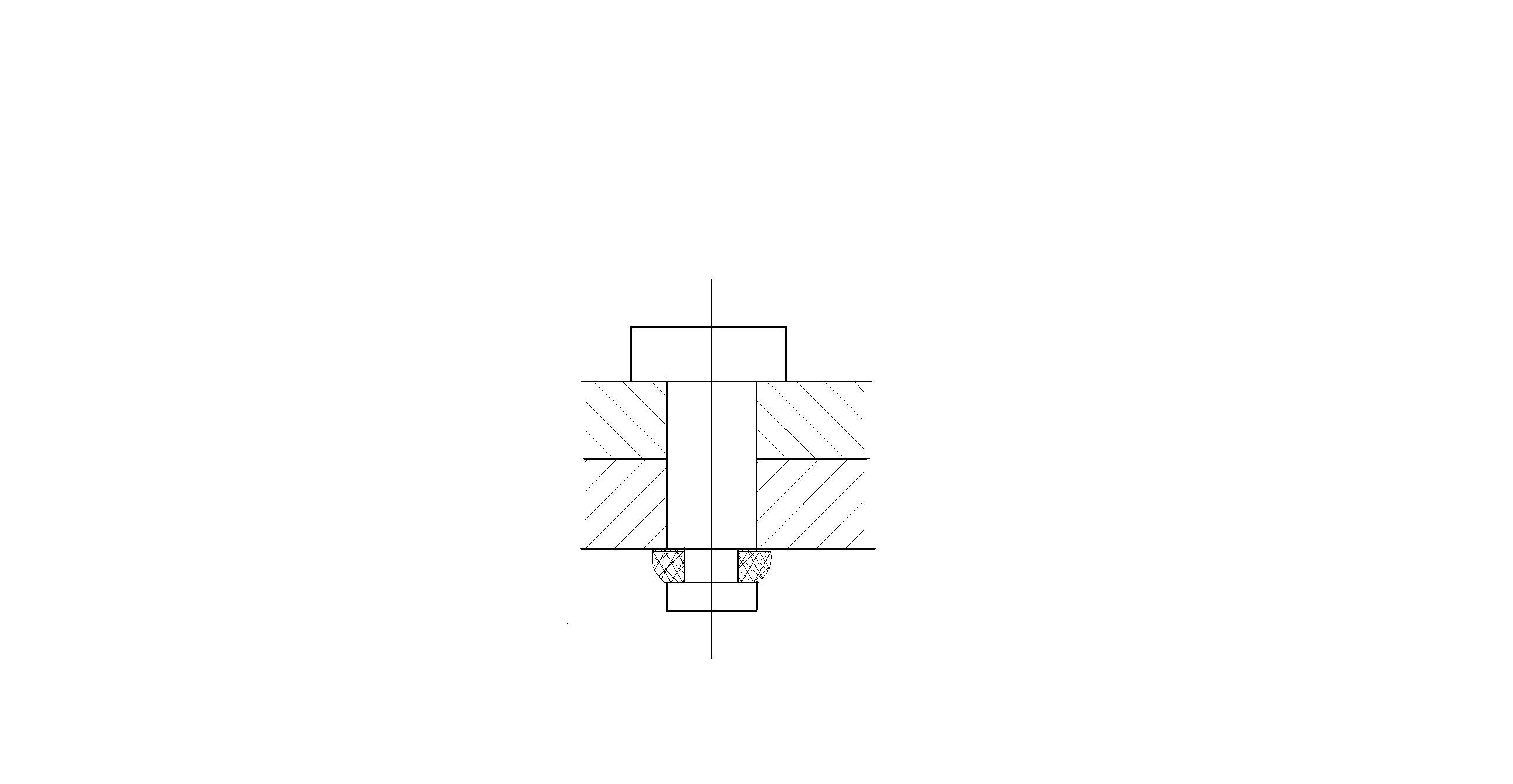
Применение обычных заклёпок требует создание конструкций, которые позволяют обеспечить двухсторонний подход к заклёпке. С одной стороны должен быть обеспечен свободный доступ поддержки, формирующей замыкающую головку, с другой подвод инструмента. В случае, если конструкция не обеспечивает указанных условий, применяются специальные заклёпки к ним относятся: 1) Стержневые; 2)Взрывные; 3)Закладные. Стержневые заклёпки применяются в высоконагруженных соединениях. Стержень заклёпки выполняют из высокопрочной стали и устанавливают в отверстие с натягом, а замыкающую головку формируют завальцовкой колец из пластичного материала Рис.5.44.
Рис.5.45. Рис.5.46. Наиболее часто применяются закладные заклёпки с центральным стержнем или прошивкой. Чаще всего применяют вытяжные формирующие прошивки. Заклёпку вместе с заведённой в неё прошивкой вставляют в отверстие головкой наружу. Опираясь на головку специальными клещами вытягивают прошивку, формируя замыкающую головку. Прошивка имеет кольцевую канавку, по которой происходит её разрушение после формирования замыкающей головки Рис 5.46.
5.6.1.1. Виды заклёпочных соединений. Заклёпочные соединения целесообразно нагружать только на сдвиг, разгружая его от действия изгибающих моментов, вызывающих односторонний изгиб стержней заклёпок. Заклёпочные соединения выполняют в нахлёст, в стык с одной или двумя накладками. Для соединения листовых материалов применяют однорядные (рис 5.47 а), двухрядные (рис.5.47. б, г) и многорядные соединения (рис.5.47, д). В двухрядных и многорядных швах заклёпки, как правило,
Рис.5.47 располагают в шахматном порядке. При шахматном расположении более равномерно распределяются напряжения по заклёпкам. L = Н + L1 длина заклёпки. S = толщина листа. S1 = толщина накладки.d = диаметр заклёпки. Н - толщина пакета, L1 - длина выступающей части заклёпки, зависит от формы замыкающей головки и колеблется в диапазоне от 0, 6d до 1, 2d. Шаг между заклёпками t = (3 – 12) d Расстояние от края е1 = (1.5 – 2)d
5.6.1.2. Технологические требования к заклёпочным соединениям. 1. В каждом соединении должно быть использовано минимальное количество разновидностей заклёпочных соединений, а также типоразмеров заклёпок и их видов. 2. Должен быть обеспечен двухсторонний подход инструмента к заклёпке. 3. Конструкция соединения должна обеспечивать возможность применения прессовой клёпки, что обеспечивает снижение заболеваемости рабочих и повышение качества соединения. 4. Шаг между заклёпками должен соответствовать стандартным величинам (12, 5; 15; 17, 5; 20; 25; 30; 35; 40; 50; 60 и т.д.)
Рис.5.48. 6. Расположение замыкающей головки производить на более толстой детали или на детали изготовленной из более прочного материала. 7. При клёпке тонкостенных деталей замыкающие головки необходимо чередовать с закладными. Рис 5.49.
Рис. 5.49 8. При клёпке алюминиевых сплавов нельзя применять стальные заклёпки.
5.6.1.3. Герметизация заклёпочных соединений. Герметизация клёпанных швов достигается как за счёт качества выполняемого соединения, так и за счёт его герметизации: - плотной подгонкой сопрягаемых деталей; полным заполнением отверстия стержнем заклёпки; применением специальных уплотнителей. Герметизация с помощью уплотнителей бывает: - внутришовная; Рис.4.30а - поверхностная; Рис.4.30б - комбинированная. Рис.4.30 в В качестве герметизирующего уплотнения применяют упругие прокладки, липкие плёнки, жидкие герметики, ленты, замазки и т.п.
Рис.5.50
|

 = 1, 2d.
= 1, 2d.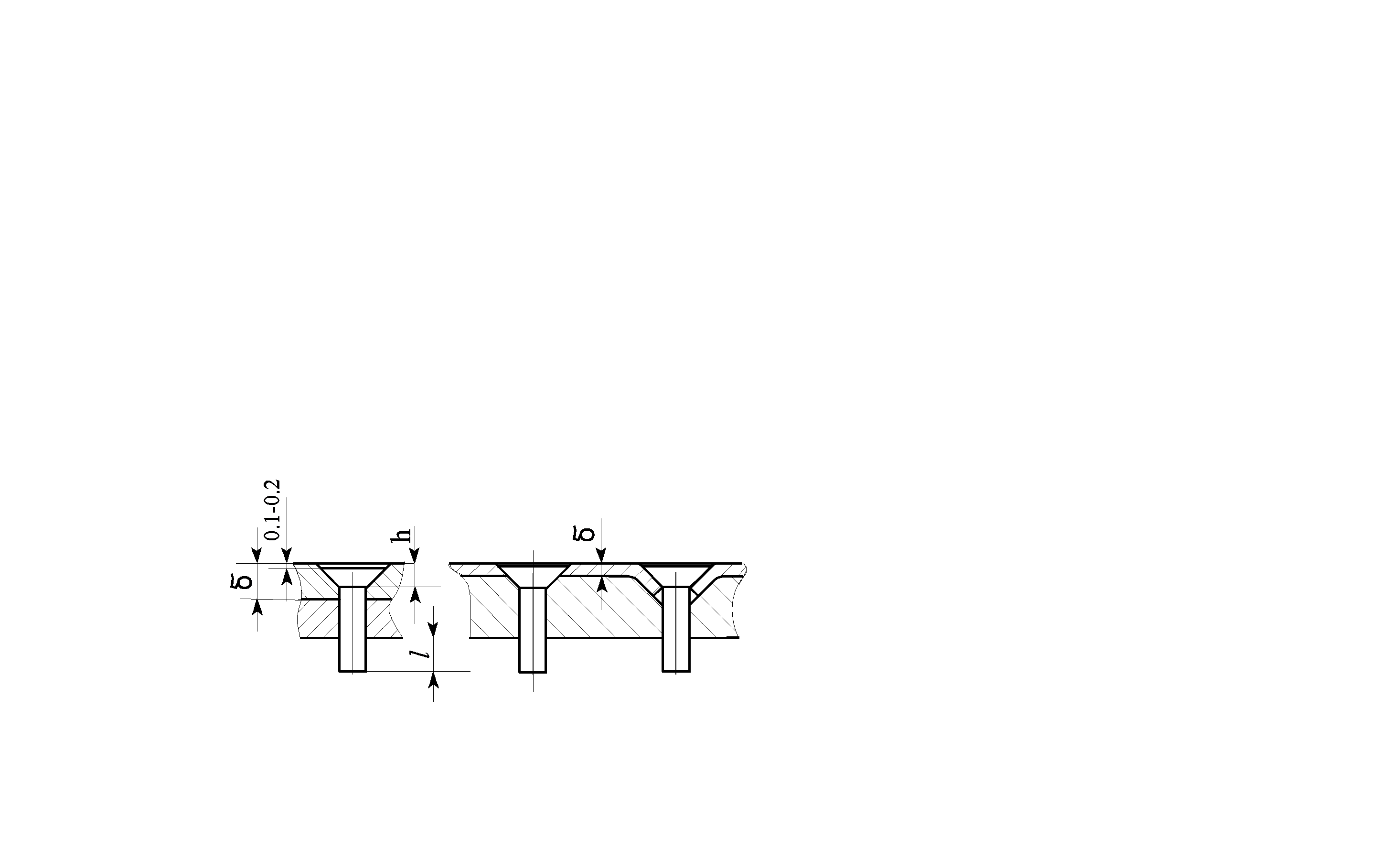
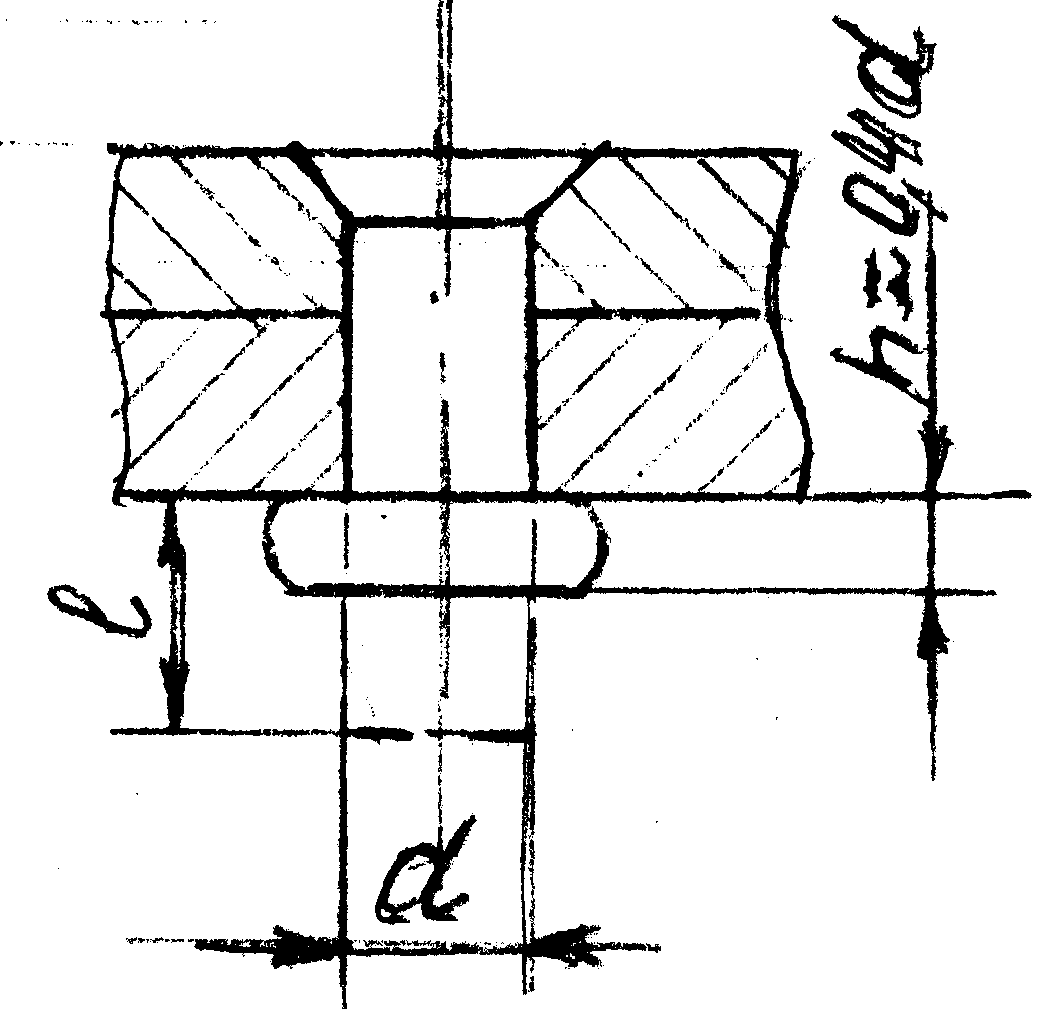
 больше или равна высоте h головки. В случае если
больше или равна высоте h головки. В случае если  .Величина l =1.3d диаметра заклёпки при этом высота замыкающей головки будет h=0.4d, в каждом конкретном случае, величина
.Величина l =1.3d диаметра заклёпки при этом высота замыкающей головки будет h=0.4d, в каждом конкретном случае, величина  определяется формой замыкающей головки.
определяется формой замыкающей головки.
 В ряде случаев при соединении деталей не всегда можно Рис.5.44 беспечить двухсторонний подход к заклёпке, чтобы сформировать замыкающую головку. В таких случаях применяяют односторонние заклёпки: к ним относятся взрывные и закладные. В тело взрывной заклёпки закладывают заряд, который срабатывает при её нагреве. При срабатывании заряда образуется замыкающая головка. Рис 5.45.
В ряде случаев при соединении деталей не всегда можно Рис.5.44 беспечить двухсторонний подход к заклёпке, чтобы сформировать замыкающую головку. В таких случаях применяяют односторонние заклёпки: к ним относятся взрывные и закладные. В тело взрывной заклёпки закладывают заряд, который срабатывает при её нагреве. При срабатывании заряда образуется замыкающая головка. Рис 5.45.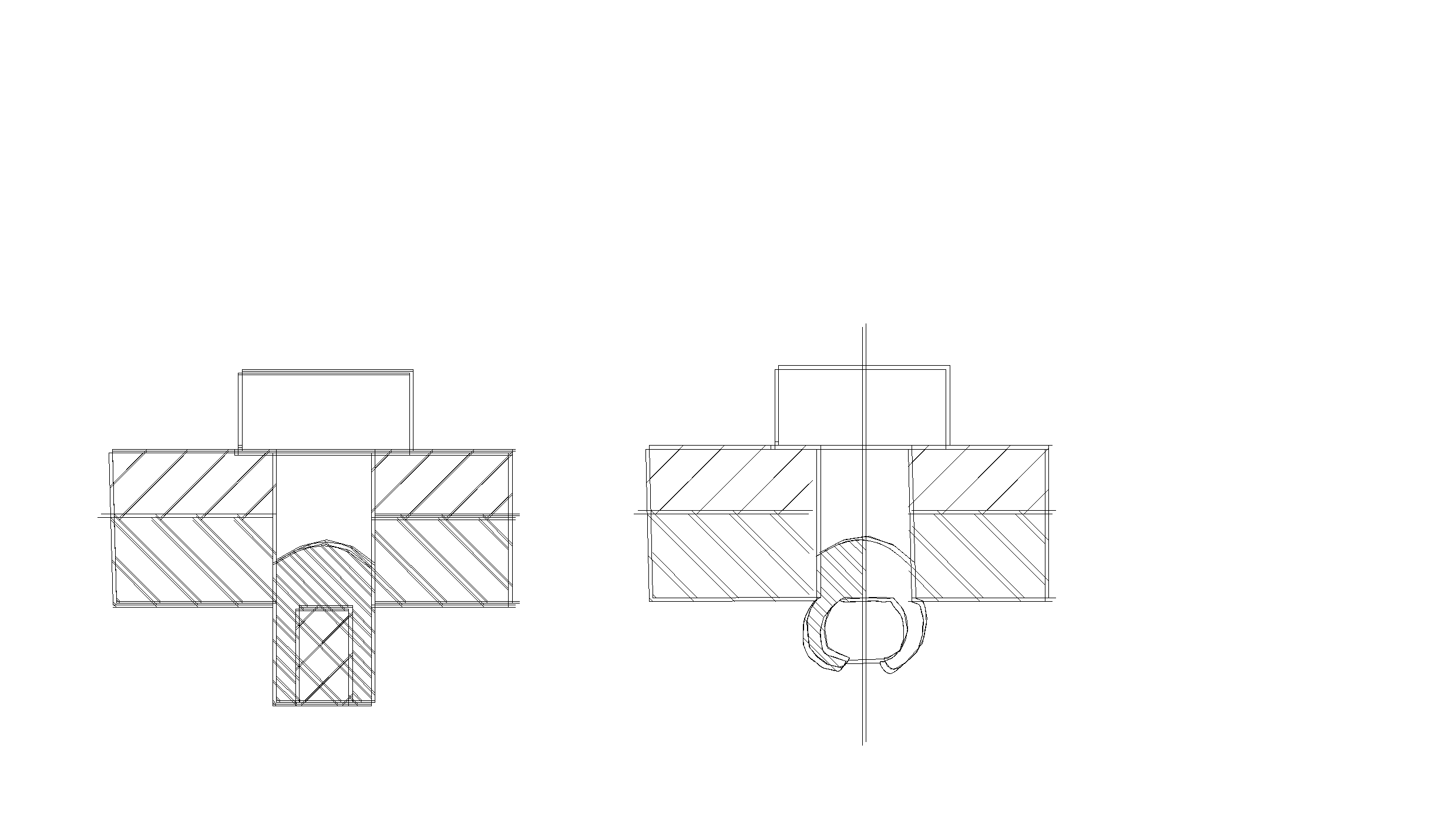

 5. Нельзя располагать материал более прочный между менее прочными Рис 5.48.
5. Нельзя располагать материал более прочный между менее прочными Рис 5.48.




