Екісатылы тұман ұстағыш фильтрлер.
Екі сатылы талшықты тұман ұстағыштардың екі негізгі типі ойлап табылған, олар бір бірімен функциялары арқылы ажыратылады. Қондырғының бір типінде газ келген кезде улкен бөлшектер ұсталынып және тұманның концентрациясы бірнеше ретке төмендейді. Және де тұманды ластайтын өлшенген қатты бөлшектер ұсталынады. Екінші фильтрде (әдетте төменгі жылдамдықты) бірінші деңгейде ұсталмаған жоғары дисперсті бөлшектерден тұманның жіңішке тазалауы жүзеге асады. Қондырғылардың басқа типтерінде бірінші деңгейде жіңішке талшықты қатпар қолданылады. Екіншілік тамшылар айтарлықтай ірілеу,сондықтан да бірінші деңгей агломерат-ол барлық өлшемдегі бөлшектерді ірілейтін болып келеді. Екінші деңгейде сеуіп ұстағыш фильтр қолданылады. Конструкция жағынан екі деңгейі де бір корпусқа енеді. Торлы тұманды сеуіпұстағыштар. Қатты дисперсті тұманды (сұйықтық бөлшектерінің өлшемі 5 мкм ден артық) және сеуіп ұстау үшін металлды торлардан өрілген пакеттерден тұрады және олар ұсталынатын сұйықтықтың жоғары жүктемесі кезінде тамшыұстағыштарды пайдаланады. Ұляшықтардың өлшемі 5 мм ден 13 мм ге дейін. Торларды түзетіп 100-200 мм қалыңдықтағы пакеттерге салады диаметрі 2 м-ден кем аппараттарға сеткаларды тұтас цилиндрлік элементтерге орайды. Диаметрі одан да үлкен аппараттарға стандартты өлшемді және формадағы пакеттерді дайындайды,бұл монтажды люктар арқылы орындауға және тазартуды жеңіл жою үшін(5.44 сурет). Әртүрлі жағдайларда жұмыс жасау үшін тығыздығы – 112-ден 180кг/м3-қа дейінгі әртүрлі пакеттер қолданылады. Торлы сеуіп ұстағыштар технологиялық аппараттың ішімен қатар бөлек корпуста да орнатылады. Тұманды ұстағыштардың тиімділікті арттыру үшін торлы сепараторлардың екі түрі қарасытырылады. Төменгі деңгейде тамшыларды ұстап тұрушы ретінде ұяшықтары ұсақ және жоғары тығыздықтағы (224 кг/м3 дейін) пакеттер орнатылыады; ал екінші деңгейдегі пакеттердің тығыздығы төмен болады (96-112 кг/м3).Әртүрлі тығыздықтағы қабаттау тордағы ұяшыұтардың ұзындығына байланысты. Төменгі пакетте салқындату режимі сақталады. Мұндай жағдайда тамшылардың қозғалыс жылдамдығы өсіп және олардың инерциялық ұстап алуы пакеттің жоғары торларында орналасқандығына байланысты булар мен газдардың жуылуы жақсарады. Практика жүзінде дәлелденгендей сулы торлардың тұманды ұстау қабілеті құрғақ торларға қарағанда тиімділігі жоғары. Деңгейлердің арасындағы ара қашықтық әдетте колоннаның ¾ диаметрін құрайды. Рұқсат етілген газ қозғалысының жылдамдығы 0,9-6 м/с құрайды. Торлы тамшыұстағыштардың сепарация тиімділігі оптималды жағдайда 30дан 110% дейін газ қозғалыс жылдамдығының өзгеру диапозонында сақталады; бұл жағдайда буларда (газдарда) сұйық фазаның ең жоғарғы концентрациясы 100-120 г/м3 тен аспауы керек. Сулы торлардың гидравикалық қарсыласуы құрғақ сепараторлардың қарсыласуына қарағанда сұйықтық концентрациясы 5г/м3 тен төмен емес және 1,5-2 есе үлкен болып келеді. Тұманды ұстағыш фильтрлердің есептеуі кезінде берілген паспортта ұстағыштар туралы мәліметтер қолданған тиімді. Әлбетте, газ параметрлерінде паспорттағы мәліметтер анықталуына қарағанда минимальды айырмашылық болуы керек. Бірақ кейбір жерлерде тұманды ұстағыштардың есептік тәртібі жүргізіледі.
5.44 Сурет Үлкен диаметрлі аппараттарға арналған торлы сеуіп ұстағыш: 1-бұрыштағы тіреу сақина; 2-қосымша тіреу; 3-фильтрлейтін материал. Мысалы, торлы пакеттердегі тамшылардан тазартылу тиімділігі мына формула бойынша есептелуі мүмкін:
η=1-(1-0,2НSδ9/Nή)N
Мұндағы, Н-пакеттің қалыңдығы, м; N— кеттегі торлар саны; ή— бір тор өлшеміндегі ауа тазарту тиімділігі(фракционды тазарту) (5.44)
Сурет 5.45. Стокс критерийінен тұман тазартудың фракционды тиімділігінің тәуелділігі
Тор пакетінің қалыңдығы 100-200 мм,ал тор пакетіндегі сымдардың жазықтығы мына формула бойынша анықталады:
Sδд=4×1-П/dпр Мұндағы П — тор пакетінің 0,85-4-0,95 арлығындағы тұтқырлығы; dn — тор сымының диаметрі, м (әдетте rfnp = 100-^200 мкм). dпр графикалық мағынасы (сурет 5.45). Стокс критерийін анықтаған кезде фильтрация жылдамдығы мына формуламен есептелінеді ν г =0.107√ρж-ρг/ρг (5.45) (5.3).Тамшылардың әртүрлі мөлшеріне қарай тазартукдың нақты тиімділігін мына формула бойынша есептейміз. Тұман ұстағыштар ретінде сулы газ тазартқыштар және электрсүзгіштер. Тұман ұстағыштардың салыстырмалы сипаттамасы 5.22 кестесінде көрсетілген.
Кесте 5.22 - Тұман ұстағыштардың салыстырмалы сипаттамасы
Маталы фильтрлер. Шаңданған өндірістік газдармен және маталы фильтрлардағы аспирационда ауа капиталды және эксплутационды шығындар кезінде шаңды ұстап алу үшін радикальды техникалық шешім болып табылады. тазалаудың өскен талаптары электрсүзгіштер мен газдардың сулы тазалау аппараттары кезінде маталы фильтрлерді қолдануға ықпал етті. Маталы фильтрлер келесі ерекшеліктері бойынша ажыратылады: Фильтрация элементтерінің формалары (қолды, тегіс және т.б) мен ондағы тіреуіш қондырғылардың болуымен (каркасты, рамкалы); Қолданылатын матасына байланысты; Матаны регенарациялау тәсіліне байланысты; Матаны орналастыру үшін корпустың формасы мен барлығына байланысты-төртбұрышты, цилиндрлі, ашық (камерасыз); Қондырғыдағы секция санына байланысты (бір камералы және көп секционды); Фильтрге қатысты желдеткішдың орналасуы (сорып алғыш, таусылуына байланысты жұмыс істейтін, қысымға қатысты жұмыс істейтін) Маталы фильтрлер өлшемі бірнеше мың микроннан субмикронға дейінгі бөлшектерді ұстай алады, сол себепті фильтр жазықтығында шаң қабаттарының болуына жол береді. Фильтрлейтін маталарддың түрлері. Тазартудың тиімділгі көп жағдайда фильтрлейтін матаға байланысты. Фильтрлейтін материал ретінде қолданылатын маталарға келесідей талаптар қойылады: Фильтрация кезіндегі Жоғары шаң көлемі және регенерация кезінде жіңішке дисперсті бөлшектерден газ тазартудың жоғары тиімділігін қамтамасыз ететін маталар; Жоғары оптимальды ауа өткізудің шаңдану жағдайымен тең сақталуы; Жоғары механикалық беріктілік, өлшемдері мен қасиеттерінің жоғары температура мен химиялық қалдықтардың агрессивті ықпал етуі кезінде; Жиналған шаңның жеңіл жойылуына бейім; Бағасы арзан. Аталған материалдар аталған барлық талаптарға сәйкес емес, сондықтан әрбір материал өзіне тиімді жағдайда қолданылады.
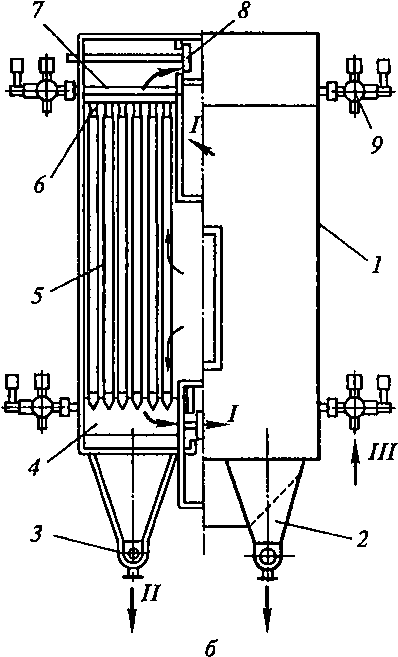
Сурет 5.46. ФРКИ және ФРКДИ типті қолды фильтрлер: а — фильтр ФРКИ: / — корпус; 2 — бункер; 3 — қолы; 4 — ауаның тығыздылған коллектор; 5 — қондырғы клапоны; 6 — таратушы коллектор; 7 — қақпағы; 8 — сопло-диффузор; I — газ; II — шаң; б — фильтр ФРКДИ: I — корпус; 2 — бункер; 3 — шнек; 4 — таза газдың коллекторы; 5 — қолы; б—диффузор; 7— таратушы коллектор; 8— қақпа; 9— клапан; I— газ; II — шаң; III — тығыздалған ауа
Маталы фильрлерде фильтрлеуші материалдар ретінде:маталы станоктарда шығарылатын қарапайым маталар және инетесу әдісі арқылы талшықтарды механикалық шатыстыру арқылы дайындалған киіздер. Фильтрлейтін мата диаметрі 6 мкм-ден 20-30 мкм-ге дейін жететін үзілмейтін талшықтар немесе қысқа айналдырылған, арнайы жіптерді жинау арқылы жасалған материал. Бетіне қарай фильтрлейтін маталар жүнді және тегіс болып келеді.Жүннің болуы фильтрация тиімділігін арттырады. Жүн шаңданған төбеге қарсы орналасуы керек. Шаңданған ауаның қозғалысы кезінде жүн матаға жинап алады. Кері жағдайда жүндерді жұлу және жиналған шаң бөлшектері жойылады (5.47 сурет). Егер де жүн қарсы бағытқа бағытталса,онда ұсталынған шаңның саны азаяды. Регенерация жағыда қиындау,өйткені жүндер жіпке жабысып,шаңның матадан бөлінуін тежейді.
Сурет 5.47. Әртүрлі жұмыс режимі кезінде филтрлейтін маадағы жүннің орналасуы: а — жүннің жұмыс орны: 1 — матаның жібі; 2 — жүннің жібі; 3 — частицы пылишаң бөлшектері; б —матаның шаңды тесігі; в —кері тесік.
Барлық филтрлейтін материалдарды қолданылатын талшық түріне байланысты төрт негізгі топқа бөлуге болады (5.48 сурет),жасалған материалына қарай: жануарлардың табиғи органикалық талшығына қарай және өсімдік тектес (жүнді, мақта қағазды, жібекті); жасанды органикалық талшық (лавсан, нитрон, капрон, хлорин, оксалон және т.б); табиғи минералды (бейорганикалық) талшық (асбест); жасанды бейорганикалық талшық (шынымата, металлмата). Мақталы талшық мақталы қағаздардың шығуына негіз болып табылады. Мақталы талшық 94-95% целлюзодан тұрады,ол гигроксотопты. 120-130 °С кезінде айтарлықтай өзгерісер байқалмайды, ал бұдан жоғары температура кезінде талшықтардың бұзылуы орын алады. Сол себептен мақта қағазды маталар, бағасының арзандығына қарамастан фильтрлеуші маталар ретінде шектеулі орын алды. Жүнді талшықтар 90% каротинді құрайды. Мақтаға қарағанда жүнді талшықтар қышқылдар мен қышқылды газдарға, әсіресе күкірттің оксидтеріне төзімді болып келеді. маталар жоғары ауаөткізгіштігімен сипатталады,жеңіл регенерация мен сенімді тазартуды қамтамасыз етеді. Жүнді талшықтар жоғары бағасына қарамастан, өздерінің жұмсақтығымен фильтрлейтін маталар ретіндеқолданысқа ие. Қазіргі кезде жүн мен мақтадан жасалған материалдар синтетикалық маталардан жасалады. Нитроннан жасалған маталар жоғары механикалық берітілігімен және ұзақ уақыт бойы120-130 °С температурасында қолданыла береді және де қысқа мерзім ішінде 180 °С температурасына шыдайды. Олар қышқылға,органикалық ерітінділерге, микроағзалардың әсеріне және моліне тұрақты болып келеді. Лавсаннан жасалған маталар нитроннан жасалған маталар сияқты берік, мүжілу мен температураға тұрақты, бірақ химиялық реагенттерге әлдеқайда шыдасмды. Лавсанды және нитронды талардың күші температураның күрт өзгеруі кезінде жылдамдайды. Асбесті талшықтар аса берік емес, бірақ олар көгермейді,сілтілік және қышқылдық ерітінділерге қатысты тұрақты, және де ең бастысы, жоғары термотұрақтылығымен ерекшеленеді. Шыны талшықтар-ең тиімді, өйткені олар жоғары термотұрақтылыққа (300°С дейін), химиялық тұрақты, айтарлықтай ауыр жүктемелерді көтере алады. Фильтрлейтін шыны маталарды әдетте, диаметрі 6-8 мкм болатын талшықтардан жасайды. Көптеген нәрселерге қарсыласуын жақсарту үшін шыныматаларды кремнийдің органикалық қосылыстарымен,силиконмен қаптап, графиттейді. Өнеркәсіпте қолданылатын фильтрлейтін маталардың қасиеттері 5.23 кестесінде келтірілген. 4 тарауда айтып өткендей, маталы фильтрлердің тазарту тиімділігі олардың бетіндегі шаң қабатына байланысты. 5.24 кестесінде шаңды маталы фильтрлердің тазарту тиімділігі олардың жұмыстарының әртүрлі периодтарындағы мәліметтер келтірілген Шаңның кіруінің төмен концентрациясы кезінде шаң қабаттарының жинақталуы көп уақыт алады, сол себептен жоғары шаңданған газдарды тазарту кезінде жақсы нәтижелер көрсетеді. Регенерация кезінде тозаңдар жойылады, газ тазартудың жоғары тиімділігін сақтау үшін, матаның ішінде жіптер мен талшықтар арасында көп мөлшерде шаңдар қалып қояды, сондықтан да регенерация кезінде олардың қайта тазартылуына жол бермеу керек.
Кесте 5.23 - Фильтрлейтін маталардың негізгі қасиеттері
* 50x200 мм.жолақ үшін ** 25x100 мм жолақ үшін; X — жақсы, У — қанағаттандырарлық, П — нашар.
Кесте 5.24 - Диаметрі 0,3 мкм бөлшектерді матамен ұстаудың тиімділігіне ұсталынған шаңның әсері
Маталы фильтрлерде фильтрация жылдамдығы аз, әдетте 0,5-1,2 см/с қолданады. Жоғары жылдамдық кезінде шаң қабаттарының шамадан тыс тығыздалуы болып, ол өз кезегінде гидравикалық қарсыласу туғызуы мүмкін. Аталған кемшіліктер киіз материалдаарын фильтрлеуші ретінде қолданғанда жойылады. Бөлшектерді ұстау тиімділігі бұл жағдайда алдын ала жинақталған шаң қабаттарымен анықталмайды. Талшықтардың барлық жазықтықта біркелкі орналасуы және фетра бойында орналасуы талшықтардың бөлшектерді тұндыру үдерісі кезінде қатыуына тең болып келеді.Фильтрация процесі материал көлемінде өтеді. Фетраларды тазарту кезінде, субмикрон бөлшектерін жоғары тиімділікпен ұстауды қамтамасыз ететін шаң бөлшектері қалып қояды. Бұл киізді фильтрлеуші материалдардың маталы материалдарға қарағанда,газ жүктемесін 2-5 есе үлкейтуге және сонымен қатар материалдың регенерациялауын шаңгазды беруді тоқтатпастан жүргізуге мүмкіндік береді. Маталы фильтрлердің регенерациялану тәсілдері. Шаңданған маталарды регенерациялаудың 2 тәсілі бар: Фильтрлеуші элементтерді қағу арқылы (механикалық, аэродинамикалық-пульсация жолымен немесе фильтрлейтін газдардың бағытын күрт өзгерту арқылы, дыбысы тербелістердің әсер етуі арқылы және т.б.); Фильтрлеуші элементтердің тазартылған газдар немесе ауа арқылы қайта үрлеу. (жоғары шығын кезінде төмен қысымды газ секцияларын қысу, атмосфералық ауаның тартылуы, әрбір қолдарды және тегіс элементтерді локальды үрлеу). Көп жағдайда екі фильтрлеу тәсілдері қолданылады. Механикалық қағу ортақ рамкада бекітілген және қолғаптардың бетінде тиімді бағыттарда бекітілген, әсіресе төменгі бөлікте (5.49 сурет). Қағылу қысқа мерзімді және өткір болу керек, бірақ матада үлкен механикалық жүктеме туғызбас үшін шамадан тыс қатты болмауы керек. Қарсы бағыттағы Қолды қағу операциясы 7-10см салмақтағы штангаларды көтеру және келесі бос құлау кезінде қолмен бірге осы тереңдікте соққыны аморттейтін жастыққа түсіру. Көтеру мен түсіру шаң құрамына қарамастан, 5-15 рет үздіксіз қайталануы керек. Бұл әдіс қайта үрлеу әдісіне қарағанда көнерек.
Сурет 5.49. Қолдарды механикалық қағудың тәсілдері: а — горизонталь бағытта қағу; б — қолдардың вертикальды бағытта әлсіреуі және ауырлауы; в — вибрация
Қолдардың жоғары бөлігінің қозғалысы горизонталь бағытта аз күш жұмсайды,тербеліс қолдың ұзындығы бойынша таралатын болғандықтан,оның тиімділігі аздау болып келеді. Шаңдар қолдың ұзындығы бойынша бірқалыпты жойылмайды. Әдетте,қолдың орта бөлігінде шаң көп қалады,ал бұл өз кезегінде газ жылдамдығының бірқалыпты таралуына және регенерация үдерісі жүретін жерлерде желпу тәсіліне қарай жоғары немесе төменгі бөлікте жүреді. Қол дардың қарама қарсы бағыттағы тербелісі көбінесе беті тегіс жұқа маталарда және де бұзылуға тұрақты(шыныматалар) маталарда қолданылады. Қолдардың диаметрі 0,1-0,3 м,ал ұзындығы 0,5-4,0 м. Механикалық желпу фильтріне ҚРГ, УҚРМ, ҚРК фильтрлері жатады. Аэродинамикалық желпу арқылы регенерациялау тартылған ауа импульсін әрбір фильрлеуші элементтің ішіне жіберу арқылы жүзеге асады(5.50 сурет). Қарасатырып отырған механикалық әсерде матаның деформациялануын қамтамасыз ететін кері үрлеумен үйлеседі. Мұндай регенерациялау түрі каркасты-қолды және тегіс фильтрлерде қолданылады. Қолдардың металлды каркасы қолдардың шапалақтауын болдырмас үшін қолданылады.Регенерация кезінде тартылған ауаның қысымы 0,4-0,8МПа;импулс ұзақтығы 0,1-0,2 с. Әдетте,Фильтрлеуші материал ретінде фетралар қолданылады. Үрленген тартылған ауаның шығыны тазартылған газдар санына 0,1-0,2% құрайды. Мұндай фильтрлерде газ бойынша жүктеме 1,5-6м/мин құрайды..Жұмыстың негізгі тиімді шарттарының бірі берілген фильтрдің фильтрлеуші элементтерінің геометриялық өлшемінің шектеулілігі.
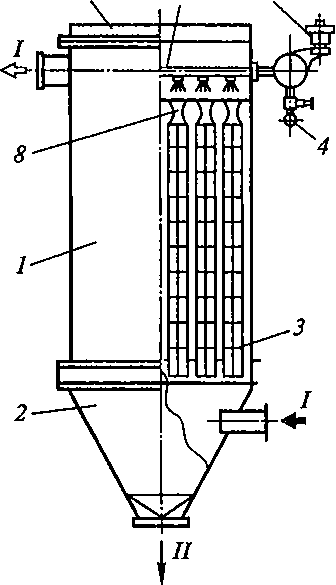
Сурет 5.50. Импульсті үрлегіші бар қолды каркасты фильтр: 1 — соленоидты клапан; 2—тартылған ауаны шығаруға арналған труба; 3— сопло; 4— тартылған ауа басы; 5— регенерацияны автоматты басқару приборы; 6— қол жағы; 7— каркас; 8— бункер
Кері үрлеу механикалық желпуі жеке желдеткішмен шаңдарды қолданады,олар матадан тез тастаынады. Үрлеу үшін тазартылған газ қолданылады,өйткені олардың жалпы көлемі өспейді. Үрленген газдың көлемі тазартылған газдың көлеміне қатысты 7-10% құрайды. Бұл тәсіл «жеңіл» деп саналады, және ол шыныматалармен қапталған үлкен фильтрлерде қолданылады. Аталған фильтрлердің жеңдерінің диаметрі әдетте, 0,3 м ден,ал ұзындығы 5 м-ден аспауы керек. Отандық өндірісте ФРО, ФР, СМЦ сиқты типтегі кері секционды үрлеуі бар фильтрлер шығаруда. Кері ұрлеу фильтрлерінде механикалық желпу фильтрлері секілді газ тазартуының жоғары тиімділігін қамтамасыз ететін, шаңды қабаттардың жиналуын қалыптастыратын «төс етегімен» әдісі бойынша маталы материалдардан жасалған жеңдер қолданылады. Кері сорғалап ағатын үрлеу барлық фильтрлеуші элемент түрлері үшін қолданылады(жеңдер немесе кассеталар,маталы және киізді материалдар, жеңнің ішкі және сыртқы жазықтығына шаңның шөгуі). Фильтрдің жұмыс істеу принципі келесідей. Ауа сақина немесе сақинасы бар рамкаға желдеткішдың жоғары тасқынды немесе газүрлегішке илігіш шлангалар арқылы өтеді. Мұндай типтегі фильтрлердің жеңінің диаметрі 0,3м-ден,ал ұзындығы 5 м-ден аспауы керек..Кері аққыш үрлегіші бар фильтрлерге ҚРСП фильтрлері жатады. Аққыш үрлеудің кемшілігі-каретканың қиын кенематикалық ауысу механизіміне байланысты.
Сурет 5.51. Жеңнің аққыш үрлегіші: 7 —жең; 2- шаңды қабат; 3—сақина каретка; 4 — ниппель; 5 — иілгіш шланг
Ресейде маталы фильтрлердің ондаған түрлері шығарып жатыр, олар корпус формасына қарай, жеңнің диаметрі (9 мм-ден 450мм ге дейін), жең ұзындығы (2,5-10 м-ге дейін), жең ұзындығының диаметрге қатынасы (15-20), регенерация тәсіліне, фильтрлейтін мата түріне және т.б. қарай ерекшеленеді. Бұлардың көпшілігі шаңды газдардың физико-химиялық қасиеттеріне қарай өнеркәсіпте қолданылуына қарай ойлап табылған. Сондықтанда көптеген аппараттар жалғыз немесе аз данада дайындалады. Маталы фильтрлердің конструкциясымен олардың нақты сипаттамалары дерек көзінде көрсетілген. Фильтрдің экспуатациясы кезіндегі ең қымбат элемент-ол фильтрлеуші элемент (фильтр бағасының 20-60%), ал олардың жұмыс істеу мерзімі-18-36 ай. Әрбір фильтрлеуші матаның функционерлеуі үшін келесі талаптарды орындау керек. 1.Тазартылатын газдың температурасы фильтрлеуші материалдың шекті термотұрақтылығынан аспау керек. 2. Шаң жүктеудің және шаң тасудың жүйесі үздіксіз функциялануы керек. Шаң жүктеу мен шаң тасу көңілден шықпаған жағдайда, бункер ұсталынған шаңға толып, нәтижесінде фильтр істен шығады. 3.Бұзылған жеңдерді ауыстыру өз уақытында жүргізілу керек. Фильтр секциясында бұзылған кесілген жеңді анықтау үшін тазартылған газ коллекторымен секцияны қосатын және арнайы тығындар арқылы арнайы тесіктерді газ тасқынына перпендикуляр бағытта қояды. Шаңның өсуі фильтрдің герметикалық бұзылуын көрсетеді. 4.Фильтрдің барлық нүктелерін дұрыс және өз уақытында техникалық тексеру. Маталы фильтрлердің есептеуі. Маталы фильтрлердегі ауа тазартылуының тиімділігі айтарлықтай жоғары және әдетте есептелінбейді. Түрлі фильтрдің жасалуы мен есепелуі меншікті газ жүктемесін табудан, тазартылған газ көлемінің фильтрация жазықтығының ауданының уақыт бірлігіне қатынасы. Меншікті газ жүктемесі м3/(м2 мин) немесе м3/(м2 сағ) өлшенеді. Бұл қатынас бөлуден кейінгі фильтрация жылдамдығына тең (м/мин). Меншікті газ жүктемесін дұрыс таңдау оңай шаруа емес. Ол фильтрдің гидравикалық қарсыласуы мен оның алып жатқан ауданы арасындағы оптимальды қатынасқа сүйене отырып таңдалынуы тиіс. Фильтрацияның жоғары жылдамдығы кезінде гидравикалық айырылулар, тозу, жеңдердің шаңмен толуы мүмкін және де шаң ұстаудың тиімділігі төмендеуі мүмкін. Нәтижесінде фильтр эксплутациясның шығындары өсуі мүмкін. Фильтрацияның төмен жылдамдығының жөнді таңдалмауы фильтрдің үлкен габаритті өлшеміне және жоғары капитальды шығындарға әкеледі. Әдетте, меншікті газ жүктемесінің ауқымын таңдаған кезде өнеркәсіп қондырғыларындағы маталы фильтрлердің эксплуатациялау тәжірибесіне қарай анықталады (5.25 кесте). Меншікті газ жүктемесін таңдау кезінде матаның қасиетін есепке алған жөн (5.26 кесте). Бұл тәжірибелердің нәтижелері меншікті газ жүктемесінің шамасын анықтауда, тазартылатын газ сипаттамасын есепке ала отырып жүргізіледі. Меншікті газ жүктемесінің мағынасын келесі жағдайларда қолданады:
Кесте 5.25 - Жеңді фильтрлердегі фильтрация жылдамдығы ұсынылады.
* Пыли, для улавливания которых применяют фильтры с обратной продувкой.
Кесте 5.26 - Әртүрлі маталар үшін меншікті газ жүктеме мағынасы ұсынылады.
Майда бөлшектерді ұстау; Майлы және майда бөлшектерді ұстау; Регенерация циклдарының арасындағы интервалдардың өсуі; Газ толқынының жоғары шаңдануы мен температурасы. Меншікті газ жүктемесінің тиімділігін анықтаудың ең сенімді әдісі ретінде өнеркәсіп объектісінде» ғарышты қондырғы» әдісі болып табылады. Практика жүзінде меншікті газ жүктемесінің таңдалған фильтр үшін анықталуы 2 тәсілмен жүруі мүмкін. 1. Фильтрация жылдамдығының есептеуін жүргізу үшін 5.25 кестесін пайдаланған жөн, мұнда шаңның 5 классқа бөлінуі қалыпты жағдай. Бірақтан да Vф шаң концентрациясының кіруінің орташа шамасы. Әдетте кездесетіндей фильтрация жылдамдығы жоғары концентрация мен температура және бөлшектердің кіші көлемінде төмен болады.Сондықтан таңдалған жылдамдықты келесі формуламен түзейді: υф= υфn ABCD, (5.46)
мұндағы υфп —5.25 кестесінен анықталатын орташа арифметикалық максимумнан минимумға дейінгі жүктеме, ұсталынатын шаң түріне бағынатын меншікті шаң жүктеме константасы; А —бөлшек көлемінің және төменде келтірілген мәліметтер бойынша әсер етуін есепке алатын коэффицент: Медианный размер частиц, мкм Коэффициент А >100 1,2 50-100 1,1 10-50 1,0 3-10 0,9 1-3 0,8 <1,0 0,7 В — Технологиялық қайта өңдеудің төменде көрсетілген мәліметтерге әсер етуін ескеретін коэффициент; Шаңның қайта жүктелген бұрыштарынан,конвейерлерден шығуы1,0 Диірменнен, құрғату камераларынан шыққаннан кейінгі өнімді пневмотранспорт жүйесінде ұстауы 0,9 Газдың күйдіретн және балқытатын цехтардағы тазартуы 0,8 С — Газ температураларының төменде көрсетлген мәліметтер бойынша әсер етуін ескеретін коэффициент;: Температура, °С 20 40 60 80 100 120 Коэффициент 1,0 0,9 0,84 0,78 0,75 0,73 D — Тазартылатын газда шаң концентрациясының және анықталатын төменде көрсетілетін мәліметтерге әсер етуін ескеретін коэффициен Шаң концентрациясы, г/м3 0-7 8-19 20-40 41-91 91-ден жоғары Коэффициент D 1,2 1,0 0,95 0,9 0,85 2. Газ жүктемесін есептеген кезде мата жазықтығына түсетін шаң мөлшері есепке алынады. Фильтрлердің жақсы эксплуатациясы үшін, мысалға цемент өндірісінде шаң мөлшері 1м2 үшін 12-18 г/(м2 мин)аспауы керек. Осыдан келіп, газ бойынша есеп жүктемесі мына теңдіктен анықталады: υф=18/С Мұндағы С — Шаңның кіріс концентрациясы, г/м3.
Гидравикалық теңестірілген фильтр меншікті газ жүктемесінен кейін оның екінші маңызды сипаттамасы оның гидравикалық қарсыласуында,ол шаңұстаудың жоғары тиімділігін кіріс және шығыс түтіктер арқылы және корпус пен фильтрлеуші материал арқылы шаңұстаудың жоғары тиімділігн қамтамасыз етеді. Корпусты түйіндердің гидравикалық қарсыласуы оның конструкциясы мен және ол 250-500 Па арлығында тербеліп тұрады. Таза фильтрлеуші матаның Гидравикалық қарсыласуы-ауа өткізгіштігімен сипатталады, ол дегеніміз ауаның белгілі шектен асып кетуі кезінде, әдетте 49 Па тең болады. Ауа өткізгіштік м3/м2-пен өлшенеді және ол фильтрация жылдамдығы Р =49 Па болғанға тең. Шаңданбаған маталардың қарсыласуы әдетте Р=5-40 Па -ды құрайды. Ал шаңданған фильтрлеуші материалдың гидравикалық қарсыласуы жұмыс фильтрінде 250 Па және одан да көп болуы мүмкін. Кері үрлеу кезінде матаның бастапқы қарсыласуы ол матаның ішіне майда бөлшектердің кіруі арқылы жоғарылайды және олар өз кезегінде регенерация үдерісі кезінде қайтадан үрленуі болмайды. Фильтрация циклінің кезектесуімен және регенерация кезінде,белгілі жұмыс істеу периоды кезінде матадағы шаңның қалдық саны тұрақталып, ол матадағы шаң сақтаудың тең массасына G (г/м2) және шаңданған матаның қалдықтық қарсыласу массасына тең болады. Жалпвы алғанда матаның гидравикалық қарсыласуы үнемі уақыт пен кейбір жағдайларда өзгеріп отырады: ол шаңданған матаға тең қалдықтық қарсыласудан АРр регенерация алдында берілген қарсыласу АРт п Практикалық және экономикалық пікірлерге сүйене отырып, фильтрлердің қарсыласуы 0,75-1,5кПа мен тек кейбір жағдайларда ғана 2-2,5 кПа құрауы мүмкін. Жоғары қарсыласу кезінде ұзындықтан өтіп кетуі күрт өсіп, жеңдердің жыртылуы немесе олардың аэродинамика соққыларынан регенерация секциясына өтуі кезеңінде жіп бойынша бұзылуы мүмкін. Фильтрдің гидравикалық қарсыласуы мен фильтрация жылдамдығының арасындағы теңдік былай өрнектеледі: ▲Р=Kνф (5.48) мұндағы К—фильтрдің қарсыласу коэффициенті, Па мин/м. Механикалық сілку мен кері үрлейтін фильтрлер үшін: K=Kо + K1 (5.49) Импульсті үрлеу фильтрлері үшін: К=Ко+ К1+К2 (5.50) (5.49) және (5.50) теңдеулерінде: Ко-регенерациядан кейінгі матаның қарсыласуы; К1-Жаңа пайда болған шаң қабатының қарсыласуы; К2-қайтадан бөліп қойылған шаң қабатының коэффициенті. Кейбір жағдайда жұмыс жағдайындағы гидравикалық қ
|