Поверхности и координатные плоскости, определяемые при работе токарным резцом
Станок пакладзіце на стол бакавінамі (доўгія планкі) уніз і падпішыце зверху злева: прозвішча, імя, група-падгрупа. Выкарыстоўваючы веды, атрыманыя сёння, запраўце ткацкі станочак.
. Спіс рэкамендаваных крыніц 1. Основы художественного ремесла: в 2-х т. / Под ред. В.А. Бородулина и О.В. Танкус. — М.: Просвещение, 1986. 2. Нешумова, Б. В. Основы декоративного искусства в школе / Б.В. Нешумова. — М.: Просвещение,1981.
Поверхности и координатные плоскости, определяемые при работе токарным резцом
На обрабатываемой детали различают следующие поверхности (рис.2): обрабатываемая 1, с которой снимается стружка: поверхность резания 2, образуемая на обрабатываемой заготовки главной режущей кромкой резца; обработанная 3, полученная после снятия стружки. При работе токарным резцом образуются следующие координатные плоскости, определяющие углы резца: А – плоскость резания, касательная к поверхности резания и проходящая через главную режущую кромку резца; Б – главная секущая плоскость, перпендикулярная к проекции главной режущей кромки на основную плоскость;
В – основная плоскость, параллельная продольной и поперечной подачам (у токарного и строгального резцов за эту плоскость принимают нижнюю опорную поверхность призматической державки); Г – вспомогательная секущая плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Рис2. Поверхности и координатные плоскости, образуемые при работе токарным резцом
Углы резца
Главные углы резца рассматриваются в главной секущей плоскости N-N (рис.3). Передний угол γ; – это угол между передней поверхностью и плоскостью, перпендикулярной к плоскости резания, проведенной через главную режущую кромку. Главный задний угол α; – это угол между главной задней поверхностью и плоскостью резания. Угол заострения β; – это угол между передней и главной задней поверхностями резца. Угол резания δ; – это угол между передней поверхностью и плоскостью резания. Упомянутые углы связаны следующими зависимостями: α+ β+ γ=900; α+ β= δ;. Главный угол в плане φ; – это угол между проекцией главной режущей кромки на основную плоскость и направлением продольной подачи. Вспомогательный угол в плане φ1 – это угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, противоположным продольной подаче. Угол при вершине в плане ε; – это угол между проекциями главной и вспомогательной режущих кромок на основную плоскость. Вспомогательный передний угол γ1 – это угол между передней поверхностью и плоскостью, перпендикулярной к плоскости резания, проведенной через вспомогательную режущую кромку.
Вспомогательный задний угол α1 – это угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную кромку перпендикулярно к основной плоскости. Вспомогательные углы γ1 и α1 находятся во вспомогательной секущей плоскости. Вспомогательные углы продольного наклона γYY передней поверхности и α1YY задний главной и вспомогательной поверх-ностей рассматриваются
Рис3. Углы токарного резца в статике
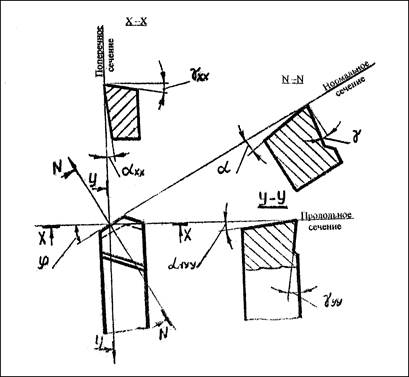
в секущих плоскостях, параллельных оси резца и перпендикулярных к основной плоскости (сечение Y-Y, рис.4).
Вспомогательные углы поперечного наклона γХХ передней поверхности, αХХ и α1ХХ задних главной и вспомогательной поверхностей, находятся в секущей плоскости, перпендикулярной оси резца (сечение Х-Х). Указанные углы используют при затачивании резца. Расчет углов заточки резца производится по формулам, указанным в табл.1. Рис4. Геометрия резца при затачивании
Большое влияние на направление схода стружки оказывает угол наклона главной режущей кромки λ; (рис.5). Этот угол заключен между главной режущей кромкой и плоскостью, проведенной через вершину резца параллельно основной плоскости. Различают положительный угол (λ>0), когда вершина резца является наинизшей точкой главной режущей кромки, отрицательный (λ<0) при наивысшем положении вершины и угол λ=0 при главной режущей кромке, параллельной основной плоскости.
ЗАТАЧИВАНИЕ РЕЗЦА
При крупносерийном и массовом производствах резцов применяют специальные заточные станки моделей 3625 и 3628. На этих станках резцы быстрорежущие и твердосплавные при помощи трех шкал устанавливают на заданные углы относительно шлифовального круга. При единичном и серийном производствах для затачивания резцов применяют универсально-заточные станки модели 3А64М и др. Для затачивания резцов на станке 3А64М применяются 2- или 3-повортные универсальные тиски, которые позволяют устанавливать в рабочее положение (относительно шлифовального круга) резцы средних размеров.
Рис5. Влияние угла l на направление схода стружки
Таблица 1
|