
ОПТИМИЗАЦИЯ РАСКРОЙНЫХ ОПЕРАЦИЙ И АВТОМАТИЧЕСКИЕ СИСТЕМЫ УПРАВЛЕНИЯ ЛЕТУЧИМИ НОЖНИЦАМИ
Возможность получения заготовки необходимых размеров для сортовых станов связана с технологическим процессом прокатки на непрерывном заготовочном стане. В связи с колебанием массы блюмов и величин головной и донной обрези, непостоянством температурных условий прокатки и натяжения полосы между клетями непрерывного заготовочного стана геометрические размеры заготовок для сортовых станов отличаются от номинальных. Для уменьшения потерь в обрезь на заготовочных станах применяются различные системы раскроя, в том числе с применением УВМ. Наибольшее распространение получили системы раскроя штанг на заготовки одинаковой длины (равномерный раскрой) и системы, предусматривающие деление головной части штанги на заготовки заданной длины и равномерный раскрой хвостовой части штанги в пределах поля допуска (ступенчатый раскрой).
Рис. VIII.7. Блок-схема системы оптимального раскроя проката на заготовочном стане: 1 — импульсный датчик; 2— счетный регистр; 3 — участок летучих ножниц: 4 — участок ножниц для блюмов; 5 — ожидание; 6 — роликовый зонд; 7 — аварийные входы; 8—слежение за металлом; 9 — измерение длины подката; 10 — ввод данных; 11 — измерение скорости и длины полосы; 12 — определение длины отрезаемого куска; 13 — позиционирование фотоэлементов у летучих ножниц; 14 — определение коэффициента коррекции зазора между валками; 15 — коррекция момента срабатывания летучих ножниц; 16 — выдача протокола; 17—фотоэлементы; НБ — ножницы для блюмов; ПУ1 — пост управления ножницами; ПУ2 — пост управления чистовой группой клетей; ИЛ — летучие ножницы; Е — юстировочный отрезок. С помощью УВМ рассчитывается и устанавливается длина отрезаемого участка, а также достигается безотходная резка прокатываемого металла. Расчет основан на замере длины подката и готового изделия и на допустимой величине отклонений длины отрезков, в пределах которой она может варьироваться. Ошибки раскроя, обусловленные погрешностями измерений и износом валков, корректируются автоматически. Заданные и фактические данные отрезанных кусков заносятся в протокол. На рис. 7 показан принцип оптимизации раскроя прокатанного металла на примере заготовочного стана. Ножницы для блюмов обрезают заготовку, прокатанную на блюминге. На пути к чистовой группе клетей заготовка проходит измерительный участок, на котором определяется ее длина. На участке установлены три фотоэлемента. Между двумя первыми фотоэлементами размещен роликовый зонд, прижимаемый к прокатываемой полосе пневматическим устройством. С роликовым зондом связан импульсный датчик длины. УВМ определяет длину заготовки по числу импульсов и сигналам от фотоэлементов, установленных на фиксированных расстояниях. Возможная ошибка импульсного датчика длины ограничена длиной той части заготовки, которая при засвечивании первого фотоэлемента выходит за пределы измерительного отрезка. Этот отрезок при коротких заготовках ограничивается вторым, а при более длинных — третьим фотоэлементом. После входа заготовки в чистовую группу клетей УВМ определяет ожидаемую длину полосы при ее выходе из чистовой группы, исходя из соотношения входной и выходной скоростей, с учетом износа валков. Отдельный фотоэлемент дает сигнал запуска летучих ножниц. Этот фотоэлемент передвигается вдоль линии стана и устанавливается в положение, которое задается УВМ и соответствует оптимальной длине отрезаемого металла. Оптимальная длина отрезка — это длина, при которой прокатанный металл разрезается на отрезки без отходов или с минимальными отходами. Эта длина должна находиться в пределах допустимых допусков соответственно следующим условиям: а) заказанная длина не более оптимальной длины; б) оптимальная длина не более заказанной длины плюс допуск. Критическая длина проката на выходе чистовой группы клетей может быть определена как сумма отдельных заданных отрезков плюс длина допуска, умноженная на отношение этих величин. Если фактическая выходная длина больше критической, то возможны многие оптимальные решения, поскольку длины остатков будут в этом случае меньше, чем произведение числа резов на ширину реза летучих ножниц. В данном случае УВМ выбирает из этих решений те, которые дают наименьшее отклонение от заданной длины в пределах поля допусков. Это позволяет избежать лишних передвижений фотоэлемента. Если выходная длина меньше критической, то число резов образуется как целочисленное отношение выходной длины к входной, а оптимальная длина отрезков — из отношения выходной длины к числу резов. Если при этом длина отрезков укладывается в поле допусков) то отходов не будет. Если же она выходит за пределы поля допуска, то УВМ определяет максимально возможную длину отрезков, что дает минимальную длину остатка. В некоторых случаях допускается появление одного или двух отрезков с уменьшенной по сравнению с заданной длиной. При этом УВМ использует эти длины так, чтобы оставшаяся часть проката разделилась на целое число отрезков заданной длины. Предварительный расчет выходной длины может давать ошибку, связанную с постоянным износом валков. С помощью юстировочного отрезка за летучими ножницами и импульсного датчика у привода последней клети определяется фактическая выходная длина и сравнивается с предварительно рассчитанной длиной. Полученная поправка вводится в расчет выходной длины следующей заготовки. При необходимости учета времени разгона летучих ножниц для определения положения фотоэлемента за летучими ножницами поправка вводится аналогичным путем. Фактическая длина отрезков замеряется и сравнивается с рассчитанной оптимальной длиной. Полученная поправка также вводится в расчет выходной длины следующей заготовки. При введении раскроя раската после чистовой группы мелкосортных станов по жесткой программе, не учитывающей фактическую длину раската, образуются короткие остатки, нарушающие нормальную работу холодильника и увеличивающие отходы металла. Одним из основных путей устранения этого недостатка является управление раскроем по оптимальной программе с применением специальных систем оптимального раскроя. Особенность скоростного режима работы оборудования выходной стороны стана заключается в том, что линейные скорости ножей летучих ножниц и рольганга выше скорости прокатки и при ритмичной работе стана поддерживаются постоянными с помощью систем регулирования. Длина полосы при заданной скорости прокатки пропорциональна времени между смежными резами и кратна длине окружности барабана ножниц по траектории ножей (развертка барабана). Существует три технологических условия построения раскройных планов деления раската на полосы на выходе непрерывного мелкосортного стана. Первое заключается в соблюдении условия кратности для отрезаемых летучими ножницами полос готового пруткового проката, второе — в обеспечении максимально возможных значений длин этих полос, третье—в ограничении снизу длины концевой полосы, минимальное значение которой равно произведению скорости прокатки на длительность цикла приемных устройств холодильника, поочередно принимающих отрезаемые ножницами полосы. Технологические признаки и принятые названия известных способов раскроя обусловлены тем, в какой мере удовлетворяются эти технологические условия. На мелкосортных станах применяются три способа раскроя проката: равномерный раскрой, раскрой на крат и порезка по уставке. Общими исходными данными при составлении раскройных планов независимо от способа деления проката на полосы являются длина раската, а также максимально и минимально возможные значения длин полос. Такие параметры, как длина прутка и кратность резки, пропорциональная величине развертки барабана летучих ножниц, учитываются только в некоторых способах раскроя. Разрешенный диапазон варьирования длинами полос при раскрое ограничен сверху габаритами холодильника, а снизу значением минимальной длины полосы. В способах равномерного и кратного раскроя план резки для каждого отдельного раската с учетом названных ограничений составляется после прогнозирования его длины. При резке по уставке ограничения учитываются соответствующим выбором заданной длины полосы и требуют коррекции раскройного плана при поступлении на летучие ножницы смежных раскатов. Исходя из техники построения раскройных планов, известные способы раскроя можно разделить на две группы: с прогнозированием длины раскатов перед порезкой и без прогнозирования. Алгоритм деления раската на полосы диктуется необходимостью обеспечения кратности длины полосы длине прутка, но реализация этого условия усложняется дискретностью порезки. Рассмотрим особенности построения раскройных планов и соответствующих устройств для вышеназванных способов порезки.
Равномерный раскрой По этому способу каждый раскат делится на одинаковое число полос произвольной длины, которая превышает минимальное значение. Указанный способ удовлетворяет только третьему технологическому условию. План раскроя можно записать следующим образом:
где
Ограничения длин полос выражаются следующими условиями:
где Минимально возможная длина полосы
где
Известно, что для мелкосортного стана выполняется закон постоянства секундных объемов. Объем металла, проходящий через любое сечение внутри стана за единицу времени, есть величина постоянная, которую в интегральной форме можно выразить в виде
При неизменных величинах, входящих под знак интеграла, и при отсутствии натяжения можно считать, что
где Так как При точном прогнозировании длины раската необходимо осуществлять непрерывный контроль скоростного режима прокатки, сечения заготовки на выходе стана и ряд других параметров. Время
При постоянной линейной скорости
где Время Однако так как коэффициент Возможность возникновения отказа должна быть установлена с учетом параметров летучих ножниц. За время
где
Обозначив первое слагаемое формулы (1) через
Тогда условие осуществимости равномерного раскроя запишется следующим образом:
где Формулы (3), (6) и (7) показывают, что равномерный раскрой зависит от длины раската, скорости прокатки и параметров летучих ножниц. Для реализации равномерного раскроя используется УВМ, программа которой строится таким образом, что за счет вариации длины концевой полосы обеспечивается максимальное приближение длин остальных полос к длине, кратной длине прутка. Способ равномерного раскроя можно осуществить и при использовании специального устройства, представленного на рис. 8.
Рис. 8. Блок-схема устройства равномерного раскроя проката
После прокатки на стане раскат 1 разрезается на полосы летучими ножницами 4, снабженными механизмом пропуска реза 10. Длина раската перед резкой определяется по времени его перемещения мимо фотореле 5 перед первой клетью 2 и фиксируется счетчиком 8, число из которого переносится в регистр 12. Временная масштабная метка вырабатывается генератором 11 и поступает в счетчик через делитель частоты 7, коэффициент деления которого равен заданному числу полос. При появлении начала раската в поле фотореле 6 за последней клетью 3 включается счетчик 9 отсчета длины полосы. По отсчету длины, эквивалентной числу, записанному в регистре, срабатывает схема совпадений 13, включается механизм пропуска реза 10 и от раската отделяется полоса. Перенос числа из счетчика 8 в регистр 12 командой фотореле 6 создает возможность измерения длины последующего раската до порезки предыдущего.
Кратный раскрой По этому способу от каждого отдельного раската отрезается часть полос максимально возможной длины, кратной длине прутка, затем полосы, отличающиеся от первых на одно или большее число кратностей; длина концевой полосы произвольна, но больше минимальной. При этом полностью соблюдаются первое, третье и частично второе условия построения раскройных планов деления раската на полосы. Программа раскроя имеет вид
где
Существует зависимость длин полос При кратном раскрое коэффициент
В общем случае при кратном раскрое в требуемый момент
Отказ от раскроя связан с ошибкой в прогнозировании полной длины раската перед порезкой. Осуществимость раскроя с учетом ошибки е прогнозирования проверяется по условию обрези, которое основано на общем уравнении порезки:
откуда следует, что при удовлетворении условий ограничений задача кратного раскроя сводится к определению чисел
Общее число
Для минимального количества
где Влияние параметров оборудования выходной стороны стана на осуществимость раскроя проявляется в соответствии с условием
где На практике максимальная длина полосы, принимаемая холодильником, всегда выше предельных значений. Способ раскроя на крат успешно осуществляется с помощью УВМ. Работу алгоритма рассмотрим на примере одной из систем, представленных на рис. 9. Прогнозирование длины раската осуществляется по числу оборотов валков последней клети. Длина раската 1 пропорциональна числу импульсов генератора 6, которые отсчитаны счетчиком 5 за время прохождения проката, в поле фотореле 2. Цена импульса определяется по числу
Рис. 9. Блок-схема системы раскроя раската на кратные длины
Операторы алгоритма, изображенные внутри УВМ прямоугольниками, соответствуют вычислению: длины раската
Порезка по уставке По этому способу раскаты делятся на одинаковые полосы, длина которых задается максимальной и кратной длине прутка, а образующиеся концевые полосы произвольной длины отрезаются от концов смежных раскатов таким образом, что с учетом разрыва между ними их общая длина находится в пределах минимального и заданного значений. В отдельных случаях при вмешательстве в план раскроя длины концевых полос ограничиваются снизу значениями, выбранными из технологических соображений, но первые два технологических условия удовлетворяются полностью. Модификацией способа резки по уставке является способ раскроя с управляемой скоростью подачи заготовки в стан. В этом случае раскат делится на полосы максимально возможной длины, кратной длине прутка, и остаток, причем учитывается задержка в подаче последующей заготовки в стан, если длина остатка на предыдущем раскате (заготовке) меньше максимальной длины. Способ раскроя по уставке не требует прогнозирования длины раската. В общем случае резка единичного раската по уставке осуществляется по программе
где Для обеспечения высокой пропускной способности холодильника длина полосы выбирается наибольшей. Длина
В рассмотренных системах раскроя проката летучие ножницы управляются автоматически. Для автоматического управления летучими ножницами применяются как специальные вычислительные устройства, так и УВМ. При этом в функции УВМ может входить управление участком ножниц: измерение длины раската с целью составления оптимального раскройного плана и управление летучими ножницами при порезке проката, а также управление приводами транспортных рольгангов и сбрасывателя холодильника.
|

 , (1)
, (1) — длина раската;
— длина раската; — заданное число полос;
— заданное число полос; — длина равных полос;
— длина равных полос; — длина концевой полосы.
— длина концевой полосы. , (2)
, (2) —минимально и максимально возможные длины полос.
—минимально и максимально возможные длины полос. , (3)
, (3) — скорость прокатки;
— скорость прокатки; — длительность цикла сбрасывателя холодильника.
— длительность цикла сбрасывателя холодильника. .
. , (4)
, (4) ,
,  ,
,  и
и  ,
,  —сечение, скорость и время перемещения раската в контролируемом сечении на входе и выходе стана соответственно.
—сечение, скорость и время перемещения раската в контролируемом сечении на входе и выходе стана соответственно. ;
;  (
( - общий коэффициент вытяжки стана), то
- общий коэффициент вытяжки стана), то  . В выражении (4)
. В выражении (4)  соответствует длине раската
соответствует длине раската 
 — ожидаемой длине раската
— ожидаемой длине раската  из заготовки, контролируемой на входе стана.
из заготовки, контролируемой на входе стана. , эквивалентное равным длинам
, эквивалентное равным длинам  полос при числе резов
полос при числе резов  .
. летучих ножниц за время
летучих ножниц за время  , (5)
, (5) - коэффициент обгона летучих ножниц, значение которого принимается постоянным в пределах 1,02-1,1.
- коэффициент обгона летучих ножниц, значение которого принимается постоянным в пределах 1,02-1,1. не поддается точному контролю и регулированию, может оказаться, что через время
не поддается точному контролю и регулированию, может оказаться, что через время  ,
, — знак целой части;
— знак целой части; — развертка барабана.
— развертка барабана. , получим для суммы длин одинаковых полос, соответствующих оборотам ножниц, следующее выражение:
, получим для суммы длин одинаковых полос, соответствующих оборотам ножниц, следующее выражение: . (6)
. (6) ,
, .
.
 ,
, — число полос длиной
— число полос длиной  с максимальной кратностью
с максимальной кратностью  ;
; — число полос длиной
— число полос длиной  с максимальной кратностью
с максимальной кратностью  ;
; — длина прутка, определяемая по формуле
— длина прутка, определяемая по формуле .
. отделения от раската полосы длиной
отделения от раската полосы длиной  :
: .
. отделения от раската полосы длиной
отделения от раската полосы длиной  не может оказаться целым числом. Длина отрезаемой полосы в общем случае больше заданного значения на величину
не может оказаться целым числом. Длина отрезаемой полосы в общем случае больше заданного значения на величину  , так как она отделяется от раската при целом числе
, так как она отделяется от раската при целом числе  .
. ,
, . (8)
. (8) .
. прутков, на которое уменьшается длина
прутков, на которое уменьшается длина  большей полосы, справедлива формула
большей полосы, справедлива формула ,
, ,
, , накопленному счетчиком 7 за время прохождения раската мимо фотореле 3 и 4, которые установлены на базовом расстоянии В на выходе стана. Кроме этой информации, в управляющую вычислительную машину 11 задается максимальная
, накопленному счетчиком 7 за время прохождения раската мимо фотореле 3 и 4, которые установлены на базовом расстоянии В на выходе стана. Кроме этой информации, в управляющую вычислительную машину 11 задается максимальная  и минимальная
и минимальная  длина полос и длина
длина полос и длина 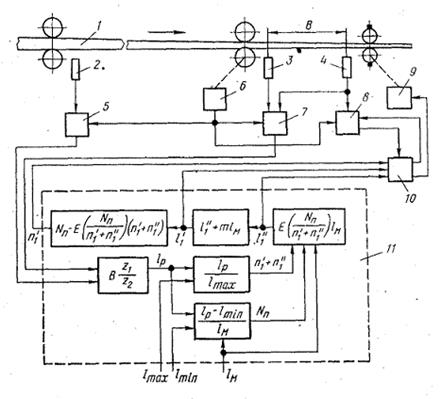
 прутков в раскате, общего количества полос
прутков в раскате, общего количества полос  и
и  , числа
, числа  , (9)
, (9) , которое выбирается таким образом, чтобы удовлетворялось условие
, которое выбирается таким образом, чтобы удовлетворялось условие .
.


