
Краткие общие и теоретические сведения.
Андреев Ю.В. Спарта как тип полиса/ Античная Греция. Проблемы развития полиса. Под ред. Е.С. Голубцовой. Т. 1. М., 1983. Борухович В.Г. Научное и литературное значение труда Геродота/ Геродот. История в девяти книгах. Перевод и примечания Г.А. Стратановского. Л., 1972. Зайков А.В. Юрисдикция спартанских царей (к интерпретации Hdt. VI. 57, 4 – 5)// Античная древность и средние века. Вып. 31. Екатеринбург, 2000. Лурье С.Я. Геродот. М. – Л., 1947. Лурье С.Я. История Греции. Курс лекций. Спб., 1993. Печатнова Л.Г. История Спарты. Период архаики и классики. Спб., 2001. Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. Спб., 2006 г. [1] Андреев Ю. В. Спарта как тип полиса // Античная Греция. Т. I. М., 1983. С. 215. [2] Лурье С. Я. Геродот. М.-Л., 1947, с. 125. [3] Там же [4] Борухович В.Г. Научное и литературное значение труда Геродота/ Геродот. История в девяти книгах. Перевод и примечания Г.А. Стратановского. Л., 1972. С. 471. [5] Андреев Ю.В. Спарта как тип полиса/ Античная Греция. Проблемы развития полиса. Под ред. Е.С. Голубцовой. Т. 1. М., 1983. [6] Андреев Ю.В. Спарта как тип полиса/ Античная Греция. Проблемы развития полиса. Под ред. Е.С. Голубцовой. Т. 1. М., 1983. [7] Лурье С.Я. История Греции. Курс лекций. СПб., 1993. [8] Печатнова Л.Г. История Спарты. Период архаики и классики. СПб., 2001. [9] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. СПб., 2006 г. [10] Зайков А.В. Юрисдикция спартанских царей (к интерпретации Hdt. VI. 57, 4 – 5)// Античная древность и средние века. Вып. 31. Екатеринбург, 2000. [11] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. СПб., 2006 г. [12] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. СПб., 2006 г. [13] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. СПб., 2006 г. [14] Там же [15] Зайков А.В. Юрисдикция спартанских царей (к интерпретации Hdt. VI. 57, 4 – 5)// Античная древность и средние века. Вып. 31. Екатеринбург, 2000. [16] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. СПб., 2006 г. [17] Зайков А.В. Юрисдикция спартанских царей (к интерпретации Hdt. VI. 57, 4 – 5)// Античная древность и средние века. Вып. 31. Екатеринбург, 2000. [18] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. Спб., 2006 г. [19] Андреев Ю.В. Спарта как тип полиса/ Античная Греция. Проблемы развития полиса. Под ред. Е.С. Голубцовой. Т. 1. М., 1983. С. 206. [20] Печатнова Л.Г. Политические структуры древней Спарты. Часть I. Спартанские цари. Спб., 2006 г. Краткие общие и теоретические сведения. Методы акустической дефектоскопии основаны на оптических свойствах акустических волн — отражении и преломлении на границе раздела двух сред, отличающихся плотностью и другими свойствами. Акустические волны, имея упругую природу, легко распространяются в плотной среде. Длина волны к упругих колебаний в диапазоне частот 0,2—10 МГц для стали, например (скорость волн около 6000 м/с), соответствует 12—0,6 мм. Если среда прозрачна, то в ней можно обнаружить неоднородности с размерами порядка или более длины волны. Поэтому ультразвук, для которого металлы и другие плотные материалы прозрачны, с успехом используют в дефектоскопии, обнаруживая всевозможные макродефекты. Распространение акустических волн в твердых телах подчиняется законам геометрической оптики и определяется упругими свойствами среды. Кроме упругости объема, в твердом теле существует упругость формы, поэтому в нем могут распространяться волны двух типов — продольные и поперечные (сдвиговые). Скорость продольных волн в тонких стержнях Спр = Ультразвук от излучателя распространяется в виде направленного пучка с постепенным затуханием амплитуды колебаний частиц среды. Это затухание происходит по закону А = Aо e-αr или I = I0e-2αr, где А – амплитуда, I – интенсивность звука на расстоянии r от излучателя, α – коэффициент затухания, который складывается из коэффициента поглощения αп и рассеяния αр. С увеличением частоты коэффициент поглощения растет по закону αп ~ f2. Коэффициент αр пропорционален величине зерна D, так как упругие волны рассеиваются на границах кристаллитов. Рассеяние особенно велико при На границе раздела двух сред ультразвук частично отражается, а частично проходит через границу. Коэффициент, отражения К зависит от акустических импедансов (акустических сопротивлений) контактирующих сред:
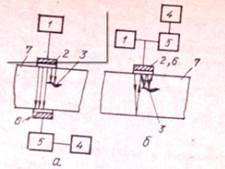
где Z = с Прозрачность границы тем больше, чем меньше различаются импедансы контактирующих сред. На границе «воздух — металл» ультразвук испытывает 100%-ное отражение, так как Z1 «Z2, а следовательно, K≈1. Поэтому, отражаясь от дефектов, ультразвук возвращается назад к преобразователю — источнику колебаний и не достигает противоположной стенки объекта. На этом принципе и построен ультразвуковой контроль по методам «тени» и «эхо» (Рисунок 1).
Рисунок 1 – Принципиальная схема методов «тени» (а) и «эхо» (б): 1 – генератор электрических высокочастотных колебаний; 2,6 – пьезоэлектрический преобразователь; 3 – дефект; 4 – регистрирующее устройство; 5 – усилитель электрических сигналов; 7 – контролируемое изделие В качестве преобразователей — источников ультразвуковых колебаний используют пьезоэлектрические кристаллы. На их основе изготовляют пьезоэлектрические искательные головки (щупы) двух типов — прямые и призматические (Рисунок 2).
Рисунок 2 – Пьезоэлектрические искательные головки (щупы) двух типов: а – прямая, б - призматическая Поскольку пьезоэффект обратим, то одни и те же щупы можно использовать и как источники ультразвуковых колебаний, и как приемники. Колебания в пьезокристалле возбуждаются генератором электрических высокочастотных колебаний. Воспринимаемые пьезоэлектрической пластинкой упругие волны трансформируются в ней в электрические колебания. При использовании прямых щупов ультразвук распространяется перпендикулярно к поверхности. При использовании призматических щупов ультразвук в металл вводится под углом, определяемым из соотношения
где Каждая искательная головка рассчитана на определенную частоту, так как толщина пьезоэлектрической пластинки должна удовлетворять условию резонанса. На щупе обычно указывают рабочую частоту, на которую он рассчитан. В качестве преобразователя ультразвука чаще всего используют пьезокерамику из титаната бария. Содержание работы. Дефектоскоп УЗД-7Н — прибор, работающий по принципу метода «эхо». В объект вводят пучки колебаний в виде импульсов длительностью 10-6 с паузами порядка 10-4—10-2 с. Упругие колебания, распространяющиеся в объекте, встречая препятствие в виде противоположной стенки (дна) или дефекта, отражаются от них и в виде эхо попадают обратно на излучатель, который в момент паузы работает как приемник ультразвука. Естественно, что от дефекта отраженный сигнал придет раньше, чем от противоположной стенки (дна). Следовательно, донный сигнал и сигнал от дефекта, будут смещены во времени. Задача состоит в том, чтобы измерить время возвращения донного сигнала и сигнала от дефекта. В эхо-импульсном дефектоскопе задача разделения сигналов решается так (Рисунок 3). Генератор высокочастотных импульсов (ГИ) возбуждает колебания пьезопластинки из титаната бария, находящейся в схеме ультразвукового преобразователя (щупа). Задающий генератор (ЗГ), работающий как синхронизирующее устройство, задает темп посылки импульсов, вырабатывая прямоугольные импульсы с частотой порядка 102—104 Гц.
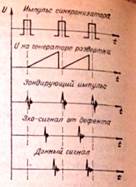
Рисунок 3 – Функциональная схема эхо-импульсного ультразвукового дефектоскопа 1 – приемный усилитель (ПУ), 2 – электронно-лучевая трубка (ЭЛТ), 3 – генератор развертки (ГР), 4 – задающий генератор (ЗГ), 5 – пьезоэлектрический преобразователь (щуп), 6 – трещина, 7 – контролируемое изделие, 8 – генератор импульсов (ГИ) Таким образом, ЗГ управляет работой ГИ и генератора развертки (ГР) осциллографа, электронно-лучевая трубка (ЭЛТ) которого используется в качестве индикаторного устройства. Для разделения сигналов во времени на экране ЭЛТ применяется генератор пилообразного напряжения (развертки). Генератор развертки находится в состоянии покоя, пока не возбудится задающим генератором. В момент появления П-образного короткого импульса ЗГ включаются одновременно и ГИ и ГР (Рисунок 4).
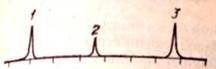
Рисунок 4 – Характер импульсов в блоках УЗД и их синхронизация Высокочастотные импульсы тока приходят одновременно на преобразователь и на усилитель (блок со знаком «<»). Преобразователь посылает ультразвуковой зондирующий импульс, а усилитель передает сигнал ГИ на вертикальные пластины ЭЛТ (см. Рисунок 3). В этот момент напряжение развертки равно нулю и луч не отклоняется. Поэтому на экране ЭЛТ зондирующий импульс получается в виде всплеска у левого края шкалы (Рисунок 4). Пока ультразвук распространяется в изделии, напряжение развертки увеличивается пропорционально времени (Рисунок 4). Отраженный от дефекта сигнал приходит на щуп и, преобразуясь в электрический сигнал, поступает на вертикальные пластины ЭЛТ в какой-то момент времени tд, соответствующий какому-то значению напряжения развертки. На экране ЭЛТ вспыхивает сигнал, соответствующий сигналу от дефекта, смещенный по шкале направо. Донный сигнал придет на преобразователь позже всех и, следовательно, на ЭЛТ будет самым правым (не учитывая многократных отражений в образце). Поскольку частота импульсов порядка 102—103 Гц, то из-за инерции зрения на экране без мигания электронного луча видны будут три импульса (Рисунок 5).
Рисунок 5 – Картина на экране электронно-лучевой трубки (ЭЛТ) 1 – зондирующий импульс, 2 – эхо-импульс от дефекта, 3 – эхо-донный импульс Расстояние между зондирующим и эхо-импульсом соответствует расстоянию между преобразователем и отражающей поверхностью. Поэтому глубину залегания дефекта можно определить из соотношения
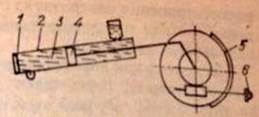
где s — искомая глубина дефекта; d — толщина изделия; l1 — расстояние на шкале ЭЛТ между зондирующим импульсом и сигналом от дефекта; l2 — расстояние между зондирующим и донным сигналом на шкале ЭЛТ. Такой способ определения глубины залегания дефекта неточен, к тому же не всегда известна толщина изделия (случай полых деталей). Поэтому современные ультразвуковые дефектоскопы снабжены специальным устройством — глубиномером. Дефектоскоп УЗД-7Н снабжен жидкостным глубиномером модели ЦНИИТмаш. В работе используют дефектоскоп УЗД-7Н. На его передней панели сосредоточены все ручки управления. В верхнем ряду и слева от экрана находятся три ручки управления режимом работы электронно-лучевой трубки: «яркость», «фокус», «ось X». Ручкой «яркость», кроме того, включают дефектоскоп в сеть переменного тока. Справа от экрана расположена ручка регулировки чувствительности по глубине. При включении прибора включается шкала глубиномера. Спустя 1—2 мин (время прогрева ламп) на экране трубки появляется светящаяся линия развертки. Ручку яркости устанавливают в положение, при котором достигается приемлемая яркость линии развертки без излишней ее подсветки с левой и правой сторон. Поворачивая ручку «фокус», добиваются предельно четкой линии развертки и картины на экране трубки. Линию развертки по горизонтальной оси перемещают с помощью ручки «ось х». Ручки «частота в МГц» и «щупы» устанавливают в соответствии с выбранным режимом работы прибора. Ручку чувствительности по глубине при работе по однощуповои схеме переводят во второе (слева) положение, при работе по двухщуповой схеме — в первое или второе. Ручку развертки и отсечки устанавливают в процессе работы, подбирая наиболее четкую картину на экране дефектоскопа. Ориентировочное положение ручки «развертка грубо» при использовании плоских щупов: I — контроль металла толщиной до 240 мм, II — до 1000 мм, III — до 2500 мм для стали. Глубиномер (Рисунок 6) состоит из пьезоэлемента, цилиндра с жидкостью и поршня. Поршень кинематически связан со шкалой глубиномера. Глубина залегания дефекта измеряется совмещением на экране ЭЛТ импульса от дефекта с так называемым служебным импульсом глубиномера, пробегающим путь от пьезоэлемента до поршня и обратно. После совмещения импульсов искомую глубину определяют непосредственно по шкале глубиномера.
Рисунок 6 – Схема глубиномера типа ЦНИИТмаш: 1 – пьезоэлемент, 2 – цилиндр, 3 – жидкость, 4 – поршень, 5 – шкала глубинометра, проградуирована в миллиметрах для стали, 6 – шкала времени Глубиномер имеет прямую градуировку для стали в пределах 7— 400 мм. Градуировка выполнена для продольных ультразвуковых колебаний, вводимых в изделие плоским щупом. Толщину свыше 400 мм можно измерять, совмещая рабочий импульс с импульсом n-кратного отражения от поршня. Отсчитанную по шкале 5 глубину в этом случае нужно умножать на n. Помимо градуировки в миллиметрах для стали шкала глубиномера имеет также градуировку в микросекундах, показывающую время прохождения ультразвукового импульса от пьезоэлемента до поршня. Эта шкала удобна при контроле изделий, для которых скорость распространения ультразвука отличается от скорости его распространения в стали и, следовательно, прямая градуировка в миллиметрах оказывается неверной. После того как дефект обнаружен, ручкой «ось х» импульс, отраженный от дефекта, перемещают до ближайшей сантиметровой отметки на экране ЭЛТ. Ручкой «усиление» подбирают амплитуду импульса равной 10 мм. Затем вход приемного усилителя переключают ручкой «вход усилителя» на «глубиномер» (щуп при этом можно снять с изделия). Ручками «усиление» или «отсечка» увеличивают амплитуду первого служебного импульса глубиномера до 10 мм. Ручкой «отсчет» первый служебный импульс совмещают с той сантиметровой отметкой, с которой ранее был совмещен импульс от дефекта. При этом время прохождения импульса от пьезоизлучателя глубиномера до поршня сравнивается со временем распространения ультразвукового импульса до дефекта. Это время можно отсчитать по правой градуировке шкалы 6. Чтобы определить теперь глубину залегания дефекта, достаточно найденное время умножить на скорость распространения ультразвуковых волн в данном материале. Поскольку наиболее часто контролируют стальные изделия, на шкале 5 есть градуировка «мм/сталь», где это умножение уже выполнено. По ней непосредственно отсчитывают глубину залегания дефекта в миллиметрах. Для проведения качественного ультразвукового контроля нужно правильно подобрать рабочую частоту ультразвуковых колебаний. Известно, что чем выше частота, тем сильнее поглощаются ультразвуковые волны. Особенно заметным поглощение становится тогда, когда величина зерна металла соизмерима с длиной волны ультразвуковых колебаний. При распространении продольных ультразвуковых волн в стали длина волны равна 7,8 мм для частоты 0,8 МГц и 2 мм для частоты 2,5 МГц. Обычная кованая или катаная сталь имеет размер зерна значительно меньше 1 мм, поэтому контролировать ее можно на любой рабочей частоте дефектоскопа УЗД-7Н (0,8 или 2,5 МГц). Выбирая рабочую частоту, следует учитывать также, что заметный уровень энергии, отраженный от дефекта, можно получить, если размер дефекта одного порядка или больше длины ультразвуковой волны. Поэтому для выявления мельчайших дефектов рабочую частоту следует повышать (пользоваться щупом на 2,5 МГц). В серном чугуне и литье с размером зерен 2—5 см ультразвуковые колебания частоты 2,5 МГц затухают на первых сантиметрах пути. Столь же велико поглощение ультразвука и во многих аустенитных сталях после проката или ковки. В этих случаях по необходимости приходится выбирать рабочую частоту 0,8 МГц. Порядок выполнения работы: 1. Ознакомились с принципом работы дефектоскопа УЗД-7Н, порядком его включения, работой глубиномера и выбором рабочей частоты ультразвуковых волн. 2. Подготовили дефектоскоп к работе (включили в сеть, подсоединили необходимый щуп, выбрали его в соответствии с объектом исследования). 3. Подготовили к исследованию эталонный образец — стальную призму с открытыми сверлениями. 4. Определили высоту эталонного образца с помощью линейки, которая составила 76 мм. 5. Включили дефектоскоп. Получили отчетливый донный импульс, чего достигли хорошим контактом между щупом и смазанным маслом образцом, а также правильной регулировкой дефектоскопа. Получив отчетливый донный сигнал, заметили положение его на шкале экрана ЭЛТ. Переключить ручку «щуп» в положение «глубиномер». Совместили всплеск с замеченным ранее делением шкалы экрана осциллографа, вращая ручку глубиномера. 6. Скорость распространения ультразвука в эталонном образце 5720 7. Установили, что можно пользоваться линейной шкалой глубиномера для данного материала. 8. Обнаружили с помощью щупа все сверления на эталонном образце и определить глубину их залегания глубиномером. Измерения с помощью глубиномера проконтролировали непосредственным измерением глубины сверлений штангенциркулем. Результаты занесли в (Таблицу 1). Глубину залегания дефекта (дна сверления) определили с точностью до 0,5 мм. Нашли чувствительность контроля, определив минимальный диаметр обнаруживаемого контрольного отражателя (дна сверления). Таблица 1
9. Обследовали контрольный образец — призму из того же материала, в которой имеются сверления такого же типа, что и в эталонном образце (в контрольном образце сверления закрыты заглушками и зашлифованы). Указали координаты сверлений и глубину их залегания. 10. Результаты исследований занесли в (Таблица 2). Координаты дефекта измерить линейкой с точностью 1—2 мм.
Таблица 2
Практически невозможно производить достоверный ультразвуковой контроль металлов с крупнозернистой структурой, таких как чугун или аустенитный сварной шов (толщиной свыше 60 мм) из-за большого рассеяния и сильного затухания ультразвука. Кроме того, затруднителен контроль малых деталей или деталей со сложной формой. Также затруднен ультразвуковой контроль сварных соединений из разнородных сталей (например аустенитных сталей с перлитными сталями) ввиду крайней неоднородности металла сварного шва и основного металла.
Выводы
На данной лабораторной работе ознакомились с с методом и аппаратурой для ультразвукового контроля. Прошли на практике весь процесс выявления дефектов эхо-импульсным методом. Также, исследовали чувствительность данного метода, который позволяет наглядно обнаружить внутренние дефекты в изделиях.
|
 , а в неограниченной среде Спр =
, а в неограниченной среде Спр =  , где Е — модуль Юнга;
, где Е — модуль Юнга;  — плотность;
— плотность;  — коэффициент Пуассона. Для поперечных волн скорость распространения волны определяется модулем сдвига: Сп =
— коэффициент Пуассона. Для поперечных волн скорость распространения волны определяется модулем сдвига: Сп =  .
. .
.
 ;
; 


 — угол призмы;
— угол призмы;  — угол преломления для продольной волны;
— угол преломления для продольной волны;  — угол преломления для поперечной волны;
— угол преломления для поперечной волны;  — скорость ультразвука в призме (продольной волны);
— скорость ультразвука в призме (продольной волны);  ,
, 

 и по справочнику определить что материал – сталь котельная.
и по справочнику определить что материал – сталь котельная.


