ПРИМЕР РАСЧЕТА КРУГЛОГО ФАСОННОГО РЕЗЦА
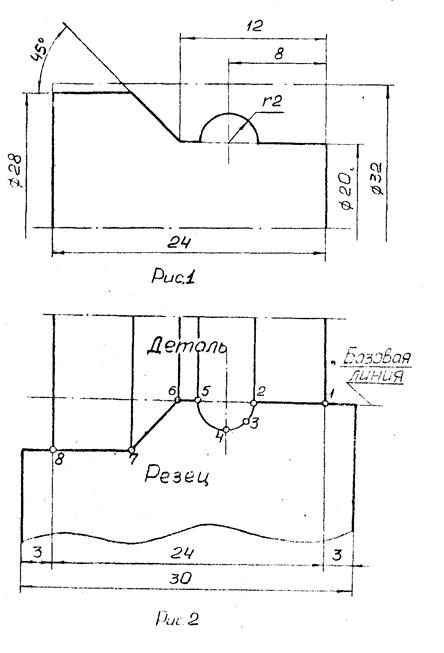
Исходные данные: - профиль детали, для обработки которого требуется спроектировать фасонный резец (рис. 1); - припуск на обработку (указан на чертеже); - допуск по профилю детали ±0,05 мм; - материал детали - сталь35.
1.1. Расчет средних размеров профиля детали
Средние размеры профиля в рассматриваемом примере совпадают с номинальными размерами профиля детали, поскольку допуск по профилю задан b+u, т.е. расположен симметрично. Поэтому определять средние размеры профиля не требуется.
1.2. Выбор положения базовой линии
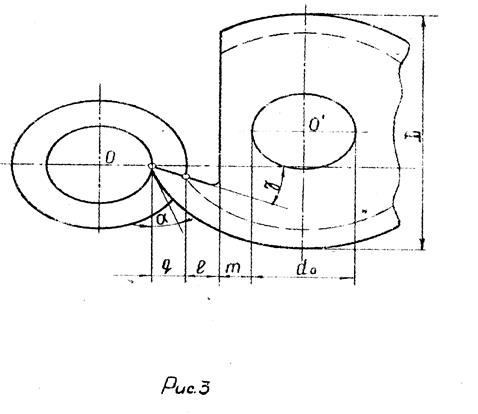
Заданный профиль детали имеет относительно небольшую высоту: h = 4 мм. Профиль кромки резца в основном состоит из участков, расположенных параллельно оси детали. Участком кромки, которым наиболее просто устанавливать резец на уровне линии центров станка, т.е. в осевой плоскости детали, являются участки 1-2 и 5-6. Поэтому для заданного профиля детали базовую линию резца принимаем расположенной на участках кромки 1-2 и 5-6 (рис. 2).
1.3. Расчет габаритных размеров резца
Рассчитывается ширина резца L = Lдет + 2n (табл.2.5, 2.6, 2.7): L = 24 + 2 × 3 = 30 мм. Рассчитывается или определяется графически в увеличенном масштабе высота (глубина) профиля детали q в направлении, перпендикулярном оси резца:
Определяется диаметр посадочного отверстия d0. По табл.2.3 подача S=0.02 мм/об и усилие резания Pz(L=1мм)=110H=11 даН* (табл.2.2). Тогда усилие резания Pz=Pz(L=1мм)×L=11 × 30=330 даН.
* 1даН=10Н
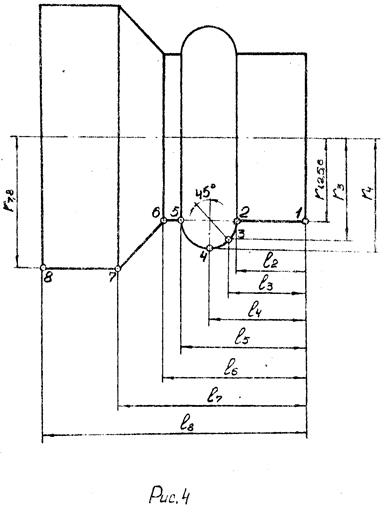
Учитывая ширину резца и то, что усилие резания небольшое, принимаем консольное крепление оправки. По табл.2.1 диаметр посадочного отверстия d0= 27 мм. Подсчитывается наименьшее допустимое значение наружного диаметра резца D (рио. 3): D>d0+2(q+l+m) Принимая l = 4мм и m = 8 мм, получаем D>27 + 2 (4 + 4 + 8)> 59. Округляя до ближайшего значения по стандартному ряду диаметров резцов, принимаем D = 60 мм.
1.4. Коррекпионкый расчет профиля резца
Выбираются геометрические параметры резца для участков режущей кромки 1-2, 5-6, через которые проходит базовая линия (рис, 4). Для проектируемого резца принимаем по табл.2.4 передний угол j = 18° (сталь 35; Gb = 85даН/мм^). задний угол L = 12*. Подсчитывается размер л ыст, определяющий положение оси резца относительно оси детали (рис. 5): hуст =R1 sinL; hуст= 30 *sin 12° = 30 Х 0,20791 = 6,237. Принимаем hусм =6,2. Производится расчет профиля резца в передней плоскости. Для этого вычерчивается профиль обрабатываемой детали. Цифрами I, 2, 3, 4 и т.д. отмечаются характерные точки профиля. Вычисляются координаты расчетных точек профиля детали исходя из исполнительных размеров детали: r1=r2=r5=r6=10 мм; l2=6 мм; r3=11,4142 мм; l3=6.5858 мм; r4= 12 мм; l4= 8 мм; r7 = r8 = 14 мм; l5 = 10 мм; l6 = 12 мм; l7 = 16 мм; l8 = 24 мм.
Для расчетов удобнее все уравнения записать в расчетную табл. 1.1.
Таблица 1.1,
Примечание к табл. 1.1.
Сз =A3-A1 = 10,96793 - 9,5106 == 1,47733; C3= 1.477; C4 =A4-A1= 11,59536 - 9,5106 = 2,08476; С4 = 2,085; C7,8=A7,8-А= 13,65476 - 9,5106 = 4,14416; C7,8 = 4,144. Производится расчет профиля резца в осевой плоскости (рис. 6). Расчет ведется по расчетной табл.1.2.
Таблица 1.2.
Продолжение табл.1.2,
Примечание. Нз = R1 - Rз = 30 - 28,7305 = 1,2695; H4 = R1 – R4 = 30 - 28,214 = I, 786; H7.8= R1- R7 = 30 - 26,492 = 3,508.
1.5 Анализ величин передних и задних углов режущей части резца
Расчет значений передних углов gx и задних углов ax в различных точках режущей кромки резца в плоскости, перпендикулярной и осд резца, производится во расчетной табл. 1.3.
Таблица 1.3.
Расчет значений задних углов axn в точках ревущей кромки резца в плоскости, перпендикулярной к рассматриваемому участку кромки,производится по расчетное тйя.1.4.
Таблица 1.4
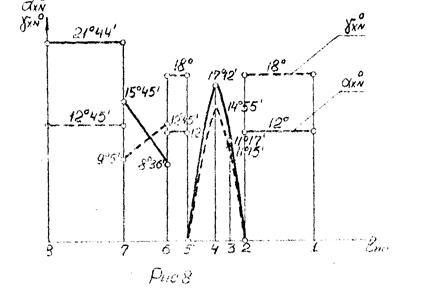
Расчет значений предельных углов gxn в точках режущей кромки резца в плоскости, пер-пендикулярной к рассматривоему участку кромки, производится по расчетной табл.1.5. Таблица 1.5.
Рис.6
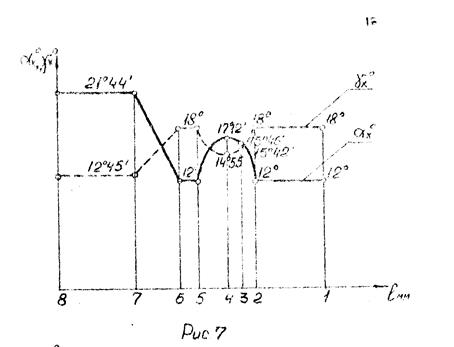
Для наглядности строятся графики значений задних и передних углов каждого участка режущей кромки. По оси абсцисс откладываются осевые размеры, а по оси ординат - значения углов. На графиках рие. 7 и 8 величины углов не имеют отрицательных значений. Минимальные их значения соответствуют условиям удовлетворительной работы режущих кромок, кроме точек 2¢ к 5¢. Режу пая часть резца имеет точки 2 и 5, которые являются точками пересечения участков кромки 1-2 и 5-6 с радиусной кромкой 2-5. Эти точки необходимо рассматривать особо. Если считать их относящимися к прямолинейным участкам 1-2 и 5-6, то они будут иметь, передний и задний углы, принятые? для этих участков, для которых радиальная плоскость совпадает с плос -костью, нормальной к кромке. Для криволинейного участка радиуса t эти плоскости не совпадают. Плоскость,касательная к окружности в точках 2 и 5, располагается нормально оси резца. В результате этого передний и задний углы в плоскости, перпендикулярной к кривой в этих точках,равны нулю. Существующие рекомендации возможности введения выточки, поднутрения,поворота резца,введения, участков вми-товой задней поверхности в зоне таких точек не могут быть использованы, т.к. профиль симметричный, радиус мал и имеется только точки, работающие при нулевых значениях углов. В результате этого наибольший износ резца будет располагаться в этих точках. В подобных случаях требуется решать вопрос о целесообразности применения фасонного резца или, если его применение необходимо, устанавливать соответствующие условия его эксплуатации. Прочность режущей части в зонах максимального значения одного из углов не снижается, т.к. компенсируется соответствующим уменьшением величины другого угла. Таким образом, выбор положения базовой линии, диаметра резца и его геометрии удовлетворяет основным требованиям, предъявляемым к резцам, и может быть принят окончательно. В случае недостаточной величины одного из углов необходимо изменить исходное значение соответствующего угла и провести коррекционный расчет размеров профиля резца, углов режущей части и их анализ.
1.6. Назначение конструктивных размероь резца.
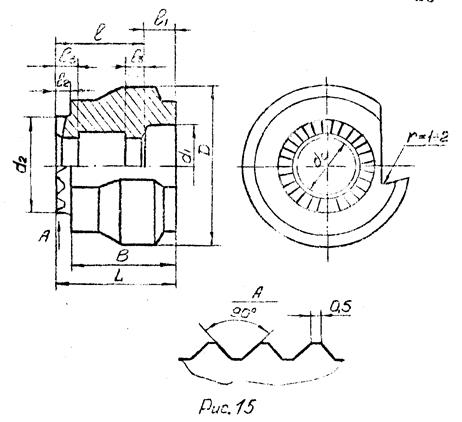
Размеры рифлений и конструктивный размер l2 резца назначаются по табл.2.9 и рис.15. Длина выточки под головку винта l1 назначается в зависимости от ширины резца. l1=(1/4 … 1/2)L Диаметр выточки под головку винта d1 назначается в зависимости от диаметра посадочного отверстия резца d0. Для отверстия длиной l>15.мм длина шлифованнах поясков принимается l3= 1/4 l1 Для проектируемого резца принимаем: d2 = 43мм; l2 = 5 мм; L = B + l2; l1 = 11 мм; l3 = 6 мм; L = 30 + 5 = 35 мм; d1 = 40 мм. Размер наружного диаметра резца D выполняется по h / 2. Диаметр посадочного отверстия d0 выполняется по H7. Остальные конструктивные размеры резца выполняются 14-16-му к валитетам. Конструкция резца с указанием элементов, размеров, допусков и требований технических условий приведина на рис. 16.
2. СПРАВОЧНЫЙ МАТЕРИАЛ ПО ПРОЕКТИРОВАНИЮ ФАСОННЫЕ РЕЗЦОВ
Примечание. Цифры в графах 1 относятся к резцам с D < 3L, в граф 2 – к резцам D > 3L [5]. Таблица 2.2 Режимы резания (фасонное точение)
Примечания: 1. Скорости резания V остаются постоянными независимо от ширины резания. 2.Табличные значения усилия резания Рг. и элективной мощности Ne умножаются на ширину резца L [4].
Таблица 2.3
Рекомендуемые величины подачи
Примечание. Меньшие значения подач - для сложных профилей и твердых материалов; большие - для простых профилей и мягких металлов [4].
Таблица 2.4. Рекомендуемые величины передних углов в зависимости от материала детали и его механических свойств.
Пояснения к рис. 9-14. I. При наличии крайних участков профиля, параллельных оси резца (рис.9,10,11,13,14) или при наличии вогнутых профилей изделия величина перекрытия h на сторону принимается в зависимости от ширины L изделия по табл.2.5.
Таблица 2.5.
2. При наличии крайних участков профиля резца о углом ¡ > 45° перекрытие выполняется по рис.10 3. Крайние участки профиля резца c углом ¡ < 45° (рис.11,12), а также выступающие участки профиля резца (рис. 10-14) должна иметь ширину не менее m1 (включая размер l1, изделия), которая принимается в зависимости от высота профиля h1 (табл.2.6); Таблица 2.6.
При этом, если высота выступа не ограничивается размерами высоты профиля изделия, выступ должен перекрывать профиль изделия во высоте 1 - 3 мм (рис.11,12) 4. У резцов для изделий с точными по ширине профиля размерами l1 (рис.13,14) делается установочные выступы высотой Во в зависимости от ширины выступа m1 (табл.2.7) Таблица2.7.
Таблица 2.8 Диаметр выточки под головку винта a1
Таблица 2.9 Размер рифлений (рис.15)
|