59. Під час досудового розслідування слідчий провів обшук у квартирі підозрюваного у вчиненні злочину, передбаченого ст. 364 КК України Добровського, в процесі чого було тимчасово вилучено коштовні вироби, які, на думку слідчого, були надані підозрюваному як винагорода за вчинення злочину. Вважаючи це майно речовими доказами, та з метою запобігти їх відчуженню, слідчий звернувся у встановленому порядку до слідчого судді з клопотанням про арешт майна. Слідчий суддя відмовив у задоволенні клопотання про арешт майна, вважаючи, що слідчий недостатньо обґрунтував своє клопотання, не довів необхідність застосування цього заходу забезпечення кримінального провадження та пославшись на ч. 1 ст. 100, ст. 169 КПК України зобов’язав слідчого повернути майно підозрюваному.
Слідчий не погодився з ухвалою слідчого судді, вважаючи її необґрунтованою та оскаржив це рішення через сім днів через прокурора, який здійснював нагляд у формі процесуального керівництва, прокурору області. До прийняття остаточного рішення, слідчий залишив вилучене майно в матеріалах кримінального провадження.
Чи відповідають дії слідчого вимогам закону? Який порядок оскарження ухвал слідчого судді під час досудового розслідування?
60. Під час досудового розслідування потерпілий Іванов оскаржив рішення слідчого про закриття кримінального провадження через 15 днів з моменту його прийняття.
Слідчий суддя виніс постанову про відмову у відкритті провадження, зазначивши, що скарга подана після спливу строку на оскарження.
Наступного дня потерпілий Іванов повторно звернувся до слідчого судді зі скаргою, долучивши до неї заяву про поновлення строку на оскарження, вказавши, що протягом двох тижнів знаходився у відрядженні. Через 10 днів слідчий суддя розглянув скаргу за участю прокурора і виніс постанову про відмову у задоволенні скарги, вказавши, що це рішення є остаточним і оскарженню не підлягає.
Оцініть дії слідчого судді.
61. Підозрюваний Рябошапко під час досудового розслідування неодноразово звертав увагу слідчого Пархоменко на те, що до нього при затриманні, доставленні до РВВС, а також при відібранні пояснень, були застосовані недозволені методи, а саме постійні погрози, поводження, яке принижувало його гідність, катування. Крім того, неодноразово він та його адвокат подавали слідчому скарги та клопотання, в яких звертали увагу на ці факти.
Слідчий Пархоменко у своїх постановах відмовляв в задоволенні цих клопотань та скарг посилаючись на те, що їх необхідно подавати до прокурора, оскільки саме він здійснює нагляд за оперативно-розшуковою діяльністю, а власне слідчий Пархоменко ніяких катувань до Рябошапко не застосовував.
Дайте оцінку діям слідчого. Який порядок оскарження дій та рішень слідчого передбачений законом?
Отчет
О прохождении учебной практики
в мастерских КГСХА по теме:
«Характеристика оборудования для электродуговой сварки постоянным и переменным током»
Выполнил:
Студент 1 курса АИЭ-122б группы Кощин В.В.
Проверили: Губанов В.В.
Руководитель
от предприятия
________ __________________ _____________________ _________
Руководитель
от академии
________ _________________ _______________________ _______
КУРСК – 2013
Содержание
1.Введение………………………………………………………………3
2.Электродуговая сварка. Общие сведения…………………………..5
3.Физические основы получения сварного соединения……………..8
4.Дуговая сварка. Сущность процесса………………………………..10
5.Понятие об электрической дуге и ее свойствах……………………12
6.Источники питания током…………………………………………...15
7.Основы техники безопасности при сварочных работах…………...17
8.Список используемой литературы…………………………………..19
| Отчеты по дисциплине «Учебная практика»
|
1.Введение
Сваркой называют технологический процесс получения механически неразъемных соединений, характеризующихся непрерывностью структур – непрерывной структурной связью.
Это технологический процесс, с помощью которого изготавливаются все основные конструкции гидротехнических сооружений, паровых и атомных электростанций, автодорожные, городские и железнодорожные мосты, вагоны, наводные и подводные корабли, строительные металлоконструкции, всевозможные подъемные краны и многие другие изделия. Если некоторое время тому назад конструкции изготавливались в основном из относительно просто сваривающихся материалов, то в настоящее время, наряду с традиционными, для сварных конструкций применяются материалы с весьма различными физическими характеристиками: коррозионно-стойкие и жаропрочные стали и сплавы, никелевые и медные сплавы с особыми свойствами, лёгкие сплавы на алюминиевой о магниевой основах, титановые сплавы, ниобий, тантал и другие металлы и сплавы.
Многообразие свариваемых конструкций и свойств материалов, используемых для изготовления, заставляют применять различные способы сварки, разнообразные сварочные источники теплоты. Для сварочного нагрева и формирования сварного соединения используются: энергия, преобразованная в тепловую посредством дугового разряда, электронного луча, квантовых генераторов; джоулево тепло, выделяемое протекающим током по твёрдому или жидкому проводнику; химическая энергия горения, механическая энергия, энергия ультразвука и других источников.
Все эти способы требуют разработки, производства и правильной эксплуатации разнообразного оборудования, в ряде случаев с применением аппаратуры, точно дозирующей энергию, со сложными схемами, иногда с использованием технической электроники и кибернетики. Разнообразие способов сварки, отраслей промышленности, в которых её используют, свариваемых материалов, видов конструкций и огромные объёмы применения позволяют охарактеризовать технологический процесс сварки, как один из важнейших в металлообработке.
2.Электродуговая сварка. Общие сведения
В 1802 г. русский физик В. В. Петров первым в мире открыл явление дугового разряда и возможность использовать его для расплавления металла. В 1882 г. русский инженер Н. Н. Бенардос изобрел способ дуговой сварки. с применением угольного электрода (рис. 1). Один провод электросварочной цепи присоединяется к свариваемому металлу 5, другой — к держателю 4 с угольным неплавящимся электродом 3. Чтобы образовать сварной шов или наплавленный слой, в дугу 1 вводят присадочный металлический пруток 2. Для сварки угольным электродом требуется только постоянный ток и применение присадочного прутка. Это усложняет процесс, и особенно широкого распространения такой вид сварки не получил. Его применяют при сварке чугуна, цветных металлов, при наплавке твердыми сплавами и электродуговой резке.
В 1888 г. русский инженер Н. Г. Славянов изобрел дуговую сварку плавящимся металлическим электродом. Процесс значительно упростился, его начали применять более широко. Для получения электросварочной дуги используют постоянный и переменный ток. Этим способом можно сваривать и наплавлять углеродистые и легированные стали всех марок толщиной от 1 м и выше, чугун и цветные металлы, а также наплавлять твердые сплавы. Горение любой сварочной дуги сопровождается выделением большого количества теплоты. Температура дуги на оси газового столба достигает 6000...7500°С, на участках поверхности угольных электродов (пятнах электродов) — 3000... 4000°С, стальных — 22ОО...25ОО°С. При сварке на постоянном токе угольными электродами температура дуги на аноде достигает 4000°С и на катоде 3200°С, при использовании стальных электродов — на аноде 2600°С, на катоде 2400°С. Поэтому при. сварке тонкого или легкоплавкого металла, а также чувствительных к перегреву высокоуглеродистых, нержавеющих и легированных сталей электрическую дугу питают током обратной полярности, то есть минус источника тока подключают к изделию.
Температура дуги зависит от силы тока, приходящейся на единицу площади поперечного сечения электрода, — плотности тока. Чем она больше, тем выше температура дуги. При ручной дуговой сварке плавящимся электродом плотность тока от 10 до 20 А/мм2 и напряжение 18...20 В.
В ремонтной практике для сварочных работ используют переменный к постоянный ток. Сварочная дуга на переменном токе малой плотности горит неустойчиво. Чтобы повысить стабильность дуги, увеличивают плотность тока. По этой причине при сварке мелких деталей возрастает опасность их прожигания, однако из-за простоты источников питания сварку на переменном токе применяют достаточно широко. При сварке на постоянном токе дуга горит стабильно. Это позволяет использовать малые токи и сваривать тонкие детали, а кроме того, можно изменять полярность тока. Поэтому, несмотря на более сложное и дорогое оборудование источников питания, постоянный ток применяют в практике все шире.
Коэффициент наплавки зависит от присадочного материала, материала электродов и состава их покрытия, рода и полярности тока, а также от потерь при сварке. Для различных условий коэффициент наплавки находят опытным путем. При ручной сварке он колеблется в пределах от 6 до 18 г/ (А • ч) или составляет в среднем 8...12 г/(А • ч).
Под действием высокой температуры в зоне сварки молекулы кислорода и азота, попадающие из воздуха, частично распадаются на атомы. Кислород образует оксиды железа и способствует выгоранию ценных легирующих элементов (марганца, кремния и др.), тем самым резко ухудшая свойства наплавленного слоя. Азот образует нитриды, которые увеличивают твердость, снижают пластичность и способствуют образованию коробления и трещин. Водород, попадающий в зону сварки из влаги и ржавчины, способствует образованию пор и трещин. Чтобы уменьшить вредное воздействие этих элементов, место сварки зачищают, а зону сварки защищают нейтральными газами и шлаками.
3.Физические основы получения сварного соединения.
Физическая сущность процесса сварки заключается в образовании прочных связей между атомами или молекулами на поверхности соединяемых заготовок. Для получения сварного соединения требуется сблизить соединяемые поверхности на расстояния, в пределах которых начинают действовать межатомные силы сцепления, и создать необходимые для возникновения межатомные или межмолекулярные связей условия: определенные температуру, время контакта и качество поверхности.
Поэтому требуется введение определенной энергии для активации состояния поверхности с целью ослабления связей поверхностных атомов с телом и разрыва связей с атомами внешней среды. Эта энергия сообщается в виде теплоты, упругопластической деформации и электронного, ионного и других видов облучения. В результате поверхностные атомы металлов, металлов и кристаллических неметаллических материалов образуют общие для соединяемых заготовок кристаллические решётки, а на поверхности пластмасс происходит объединение частей молекулярных цепей.
Насчитывается несколько десятков способов сварки и их разновидностей. Способы сварки могут быть классифицированы либо по методу объединения поверхностей соединяемых заготовок, либо по виду применяемой энергии. По первому признаку их можно разделить на способы сварки плавления и способы сварки давлением.
При сварки плавлением происходит расплавление кромок свариваемых заготовок, а в случае необходимости-также присадочного материала для дополнительного заполнения зазора между ними. К способам сварки плавлением относятся: дуговая сварка, Электрошлаковая, электронно-лучевая и газовая.
При сварке давлением заготовки соединяются путем совместной пластической деформации соединяемых поверхностей. К способам сварки
давлением относятся контактная, газопрессовая, диффузионная, термокомпрессорная, ультразвуковая, взрывом, трением и холодная.
По виду применяемой энергии сварка может быть электрической (все виды дуговой сварки, электрошлаковая, лучевые, контактная и др.), химической (газовая) и механической (трением и холодная).
Способность материалов образовывать сварные соединения называется свариваемостью. Свариваемость материалов оценивается степенью соответствия свойств сварного соединения одноименным свойствам основного металла и их склонностью к образованию таких сварочных дефектов, как трещин, поры, шлаковые включения и др. По признаку свариваемости материалы разделяют на хорошо, удовлетворительно и плохо сваривающиеся.
Многие разнородные материалы, особенно металлы с неметаллами, не вступают во взаимодействие друг с другом. Такие материалы относятся к числу практически несваривающихся.
По мере совершенствования технологии сварки и разработки новых способов сварки с использованием интенсивных высокотемпературных источников теплоты, высоких давлений, глубокого вакуума, промежуточных сред и материалов и т.п. удается получать работоспособные в отношении заданных свойств соединения плохо сваривающихся материалов. При этом также возможна сварка некоторых сочетаний материалов, ранее считавшихся практически несваривающимися.
4.Дуговая сварка. Сущность процесса.
Источником теплоты при дуговой сварке является электрическая дуга, которая горит между двумя электродами, при этом часто один электрод представляет собой свариваемую заготовку. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие схемы дуговой сварки: сварка неплавящимся (угольным или вольфрамовым) электродом дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла либо с применением присадочного металла; сварка плавящимся (металлическим) электродом дугой прямого действия с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом; сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами; при этом основной металл нагревается и расплавляется теплотой столба дуги; сварка трехфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.
При применении постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключается к отрицательному полюсу и служит катодом, во втором—к положительному и служит анодом.

Рисунок 1 (сварочная дуга)
5.Понятие об электрической дуге и ее свойствах.
Дуга—мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигая дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3—6 мм и возникновение устойчивого дугового разряда. Короткое замыкание выполняется для разогрева торца электрода и заготовка в зоне контакта с электродом. После отвода электрода с его разогретого торца (катода0 под действием электрического поля начинается эмиссия электронов. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда.
Возможно зажигание дуги без короткого замыкания и отвода электрода с помощью высокочастотного электрического разряда через дуговой промежуток, обеспечивающего его первоначальную ионизацию. Для этого в сварочную цепь на короткое время подключается источник высокочастотного переменного тока высокого напряжения (осциллятор). Этот способ применяют для зажигания дуги при сварке неплавящимся электродом.
Электрическая дуга—концентрированный источник теплоты с очень высокой температурой. Температура столба дуги достигает 6000—70000 С, а температура катодного и анодного пятен стальных электродов—соответственно 2400 и 26000 С.
Q=KIсвUд,
Где К—коэффициент несинусоидальности напряжения и тока (для постоянного тока равен единице, для переменного тока 0,7—0,97); Iсв—сварочный ток; Uд—напряжение дуги.
Однако не вся мощность дуги полностью расходуется на нагрев и расплавление электрода и основного металла, часть ее теряется в результате теплоотдачи в окружающую среду. Часть мощности дуги, расходуемая на нагрев заготовки, называется эффективной тепловой мощностью сварочной дуги (в Дж/с):
q=nQ,
где n—к.п.д. дуги, представляющий отношение эффективной мощности дуги к полной; величина n зависит от способа сварки, вида и состава сварочных материалов (для автоматической сварки под флюсом, электрошлаковой, ручной дуговой покрытым электродом и газоэлектрической сварки среднее значение n соответственно равен 0,9; 0,7; 0,8 и 0,6).
Для оценки затрат тепловой энергии на образование единицы длины шва или единицы площади соединения при однопроходной сварки используют величины погонной q/vсв (vсв—скорость сварки, см/с).
Электрические свойства дуги описываются статической вольтамперной характеристикой, представляющей зависимость между напряжением и током дуги в состоянии устойчивого горения. Характеристика состоит из трех участков. Самое широкое применение нашла дуга с жесткой характеристикой, когда напряжение практически не зависит от тока: при ручной дуговой сварке, автоматической под флюсом и газоэлектрической сварке неплавящимся электродом. Дугу с возрастающей характеристикой используют при газоэлектрической сварке плавящимся электродом, а также при автоматической под флюсом при повышенных плотностях тока. Дуга с падающей характеристикой малоустойчива и имеет ограниченное применение. В последнем случае для поддержания горения дуги необходимо постоянно включение в сварочную цепь осциллятора.
У дуги с жесткой характеристикой напряжение U
д пропорционально ее длине L
д:
Uд=a+BLд,
Где а и В—опытные коэффициенты, зависящие от рода металла и вида газа в дуговом промежутке и других факторов (для стальных электродов а=10 В; В=2 В/мм).
Из приведенной зависимости следует, что для сохранения напряжения дуги неизменным необходимо длину дуги поддерживать постоянной.
В дальнейшем рассматривается главным образом дуга с жесткой характеристикой как наиболее распространенная при сварке.
6.Источники питания током
На ремонтных предприятиях в качестве источников питания током при электродуговой сварке широко используют сварочные трансформаторы, преобразователи и выпрямители. Все источники питания снабжены устройством для регулировки тока.
Сварочные трансформаторы используют для питания сварочной дуги переменным током. Применяются трансформаторы СТН-350, СТН-500, ТСК-300, ТСМ-500, ТД-300 и ТД-500.
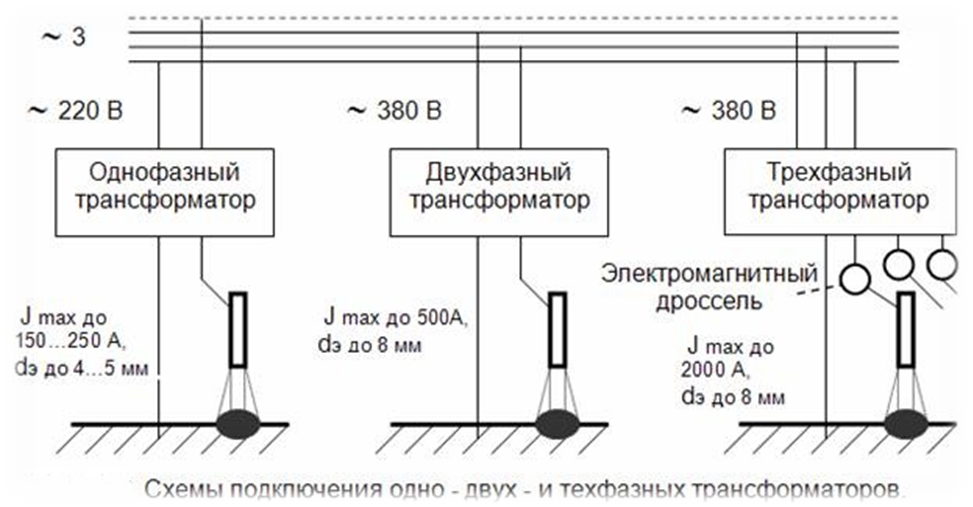
Рисунок 2 (схемы подключения одно – двух – и трехфазных трансформаторов)
Цифры в марке трансформатора указывают значение номинального тока. Лучшие — трансформаторы последних моделей типа ТД. Они могут работать в двух диапазонах малых токов, но с повышенным напряжением холостого хода.
Сварочные преобразователи используют для питания сварочной дуги постоянным током. Преобразователь чаще всего состоит из генератора постоянного тока и электродвигателя, смонтированных на одной раме. Якорь генератора и ротор электродвигателя обычно размещены на одном валу и снабжены вентилятором для охлаждения во время работы.
На ремонтных предприятиях широко применяют преобразователи марок ПСО-300-2У2, ПСО-300-2Т2, ПСО-315МУ2, ПСО-500, ПСГ75ОО и универсальные преобразователи ПСУ-300, ПСУ-500, АСУМ-400 и др. Последние, кроме устройств для регулировки тока, оборудованы приспособлениями для регулировки напряжения.
Для сварки в полевых условиях промышленность выпускает сварочные агрегаты с двигателем внутреннего сгорания. Сварочный генератор и двигатель смонтированы на одной раме и соединены эластичной муфтой. Наибольшее применение получили передвижные агрегаты АСБ-300-МУ1, АСД-300-7МУ1, АСБ-300-7У1. Их характеристики: номинальный сварочный ток 320 А с пределами регулирования 75...320 А и номинальное напряжение 30 В.
Сварочные выпрямители получают все большее распространение в качестве источников питания сварочной дуги постоянным током. Они состоят из понижающего трехфазного трансформатора и выпрямительного блока с кремниевыми или германиевыми и селеновыми вентилями. Кроме того, они снабжены вентилятором и пускорегулирующей аппаратурой. Все механизмы смонтированы в одном корпусе. Сварочные выпрямители имеют ряд преимуществ перед сварочными преобразователями: меньший удельный расход энергии, меньшую массу и габариты, проще в обслуживании. Для сварки при ремонте машин используют выпрямители марок ВД-306, ВД-502 и универсальные модели ВДУ-305, ВДУ-504 и др.
7.Основы техники безопасности при сварочных работах:
1. К работе по газопламенной обработке, обслуживанию оборудования и производства технического ацетилена допускаются лица не моложе 18 лет, прошедшие соответствующее медицинское обследование, обучение, инструктаж и проверку знаний безопасности.
2.
Все приступающие к сварке, наплавке, резке и пайке должны быть проинструктированы по технике безопасности и пожароопасности, в том числе о вредных факторах, образующихся при этих процессах, мерах предосторожности, средствах индивидуальной защиты и личной гигиены. Проведенный инструктаж должен регистрироваться в специальном журнале.
3. Повторный инструктаж и проверка знаний по технике безопасности и производственной санитарии проводятся не реже одного раза в квартал с отметкой в специальном журнале и личной карточке сварщика.
4. Требования безопасности при газопламенных работах. Газопламенные работы (сварка, резка, строжка, выплавка пороков металла, нагрев изделий и др.) должны производиться на расстоянии не менее 10 м от передвижных генераторов, 5м — от баллонов, и бачков с жидким горючим, 1,5 м — от газопроводов и газоразборных постов. В случае направления пламени и искр в сторону источников питания должны быть приняты меры по защите их от искр или воздействия теплоты пламени путем установки металлических ширм.
Запрещается:
1. продолжать работы в случае возникновения обратного удара пламени или выявления неисправности аппаратуры, приборов и защитных средств, нарушения крепления баллонов;
2. держать во время работы рукава на плечах, ногах, под мышками или обмотанными вокруг пояса;
3. перемещаться с зажженным пламенем горелки (резака), подниматься по трапам, лесам, переходить с этажа на этаж;
4. хранить замасленную ветошь и смазочные материалы рядом с кислородным баллоном;
5. подходить к передвижному генератору с зажженным пламенем горелки (резака) и хранить карбид кальция в открытой таре на рабочем месте;
6. переносить заряженный генератор;
7. сбрасывать баллоны с высоты;
8. сливать ил на территории строительной площадки.
9. работать в закрытых сосудах и колодцах при недостаточном содержании в воздухе кислорода (менее 19 %);
10. находиться работающим в помещениях малых объемов и сосудах до установления отсутствия в них токсичных и взрывоопасных смесей;
11. проводить работы в закрытых сосудах и колодцах без страхующего рабочего, находящегося снаружи;
12. выполнять сварку или резку сосудов, находящихся под давлением или содержащих взрывчатые вещества;
13. размещать внутри закрытых сосудов источники и средства газопитания;
14. применять аппаратуру, работающую на жидком горючем;
8.Список используемой литературы
1.
Малышев.Б.Д, Мельник.В.И, Гетия.И.Г. Ручная дуговая сварка. - М.: Стройиздат, 1990.
2. Рыбаков.В.М. Дуговая и газовая сварка. М.: Высшая школа, 1986
3. Журнал "Промышленное Оборудование" 2004 г.
4. Казаков.Ю.В, Козулин.М.Г. Сварка и резка материалов. - М.: Издательский центр “Академия”, 2000
5. Фоминых.В.П, Яковлев.А.П. Ручная дуговая сварка. - М.: Высшая школа, 1986.




