Внешний осмотр
8.10 Внешнему осмотру подвергаются соединения, выполненные любым способом сварки. Рекомендуется иметь на предприятии контрольные образцы соединений, по которым можно вести наглядное сравнение внешнего вида сварных соединений трубопровода. Порядок оформления контрольных образцов приведен в приложении М.
8.11 Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, отвечает следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3 - 0,7 в любой точке шва. При сварке труб с соединительными деталями это отношение допускается в пределах 0,2 - 0,8;
- смещение наружных кромок свариваемых заготовок не должно превышать 10 % толщины стенки трубы (детали);
- впадина между валиками грата К (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей) (см. рисунок 10);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
8.12 Размеры валиков наружного грата швов зависят от толщины стенки и материала свариваемых труб (деталей). В таблице 23 приведены данные, полученные при сварке труб (деталей) из ПЭ 80, для труб (деталей) из ПЭ 100 эти размеры меньше на 15 % (см. рисунок 10).
8.13 Определение размеров валиков производится непосредственно на сварном шве в условиях строительного производства. Допускается производить определение расположения впадины между валиками грата и замер самих валиков после срезания наружного грата по всему периметру трубы. Срезание наружного грата должно производиться при помощи специальных приспособлений, не наносящих повреждений телу трубы и не выводящих толщину стенки за пределы допускаемых отклонений.
Критерии оценки внешнего вида соединений, выполненных нагретым инструментом встык, приведены в таблице 24.
8.14 Результаты внешнего осмотра и проверки размеров сварочного грата соединений, выполненных сваркой нагретым инструментом встык, считают положительными, если они отвечают требованиям 8.11, таблицы 23 и критериям оценки дефектов, приведенным в таблице 24.
8.15 Отдельные наружные повреждения валиков сварного шва (срезы, сколы, вдавленности от клеймения стыка) протяженностью не более 20 мм и не затрагивающие основного материала трубы считать браком не следует.
Методика определения размеров сварного стыкового соединения приведена в приложении Н.
8.16 Внешний вид сварных соединений, выполненных при помощи деталей с закладными нагревателями, отвечает следующим требованиям:
- трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
- индикаторы сварки деталей должны находиться в выдвинутом положении;
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°;
Таблица 23
| Параметры наружного грата
| Условное обозначение труб
| | SDR 11
63 5,8
| SDR 11
75 6,8
| SDR 17,6
90 5,2
| SDR 11
90 8,2
| SDR 17,6
110 6,3
| SDR 11
110 10
| | Высота h, мм
| 1,5 - 3,0
| 2,0 - 3,5
| 1,5 - 3,0
| 2,5 - 4,5
| 2,0 - 3,5
| 2,5 - 4,5
| | Ширина b, мм
| 4,0 - 6,0
| 5,0 - 7,0
| 4,0 - 6,0
| 6,0 - 8,5
| 4,5 - 6,5
| 6,5 - 10,0
|
| Параметры наружного грата
| Условное обозначение труб
| | SDR 17,6
125 7,1
| SDR 11
125 11,4
| SDR 17,6
140 8,0
| SDR 11
140 12,7
| SDR 17,6
160 9,1
| SDR 11
160 14,6
| | Высота h, мм
| 2,0 - 4,0
| 3,0 - 5,0
| 2,5 - 4,5
| 3,0 - 5,0
| 2,5 - 4,5
| 3,0 - 5,0
| | Ширина b, мм
| 5,5 - 7,5
| 8,5 - 12,0
| 6,0 - 8,5
| 9,0 - 13,0
| 6,0 - 9,5
| 10,0 - 15,0
|
| Параметры наружного грата
| Условное обозначение труб
| | SDR 17,6
180 10,2
| SDR 11
180 16,4
| SDR 17,6
200 11,4
| SDR 11
200 18,2
| SDR 17,6
225 12,8
| SDR 11
225 20,5
| | Высота h, мм
| 2,5 - 4,5
| 3,5 - 5,5
| 3,0 - 5,0
| 4,0 - 6,0
| 3,0 - 5,0
| 4,5 - 6,5
| | Ширина b, мм
| 6,5 - 10,5
| 11,0 - 16,0
| 8,5 - 12,0
| 13,0 - 18,0
| 9,0 - 13,0
| 14,0 - 21,0
|
| Параметры наружного грата
| Условное обозначение труб
| | SDR 17,6
250 14,2
| SDR 11
250 22,7
| SDR 17,6
280 15,9
| SDR 11
280 25,4
| SDR 17,6
315 17,9
| SDR 11
315 28,6
| | Высота h, мм
| 3,0 - 5,0
| 4,5 - 7,5
| 3,5 - 5,5
| 5,0 - 8,0
| 4,0 - 6,0
| 5,5 - 9,0
| | Ширина b, мм
| 9,5 - 14,5
| 16,5 - 23,5
| 11,0 - 16,5
| 17,0 - 26,0
| 13,0 - 18,0
| 19,0 - 28,0
| Таблица 24
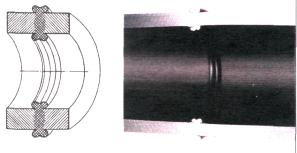
| Оценка внешнего вида сварных стыков соединений
| Графическое изображение и внешний вид соединения
| | Краткое описание
| Критерии оценки
| Соблюдение параметров сварки
| | 1. Хороший шов с гладкими и симметричными валиками грата округлой формы
| Размеры наружного грата и внешний вид шва соответствуют требованиям 8.11 настоящего Свода правил
| Соблюдение всех технологических параметров сварки в пределах нормы
| 
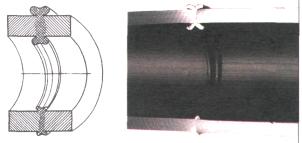
| | 2. Брак. Шов с несимметричными валиками грата одинаковой высоты в одной плоскости, но различной в противоположных точках шва
| Различие по высоте более 50 % в противоположных точках шва
| Превышение допустимого зазора между торцами труб перед сваркой
| 
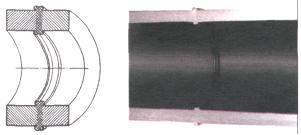
| | 3. Брак. Малый грат округлой формы
| Величина наружного грата по высоте и ширине меньше верхних предельных значений, приведенных в таблице 23настоящего Свода правил
| Недостаточное давление при осадке шва или малое время прогрева
| 
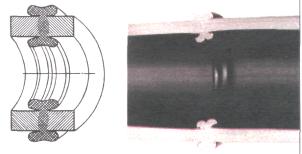
| | 4. Брак. Большой грат округлой формы
| Величина наружного грата по высоте и ширине больше верхних предельных значений, приведенных в таблице 23настоящего Свода правил
| Чрезмерное время прогрева или повышенная температура нагревателя
| 
| | 5. Брак. Несимметричный грат по всей окружности шва
| Различие по высоте и ширине валиков грата по всей окружности шва превышает 40 %
| Различный материал свариваемых труб или деталей (ПЭ 63 с ПЭ 80) или различная толщина стенки труб ПЭ 80 с ПЭ 100
| 
| | 6. Брак. Высокий и узкий грат, как правило, не касающийся краями трубы
| Высота валиков грата больше или равна его ширине
| Чрезмерное давление при осадке стыка при пониженной температуре нагревателя
| 
| | 7. Брак. Малый грат с глубокой впадиной между валиками
| Устье впадины расположено ниже наружной и выше внутренней образующих труб
| Низкая температура нагревателя при недостаточном времени прогрева
| 
| | 8. Брак. Неравномерность (асимметричность) валиков грата
| Различие по высоте валиков грата в одной плоскости более 40 % с одновременным смещением образующих труб более 10 % толщины стенки
| Смещение труб относительно друг друга
| 
| | 9. Брак. Неравномерное распределение грата по периметру шва
| Высота грата в месте неравномерного выхода больше его ширины, впадина между валиками грата нечетко выражена или отсутствует. В противоположной точке шва грат имеет размеры, меньшие на 50 % и более
| Смещение нагревателя в процессе прогрева
| 
| | 10. Брак. Шов с многочисленными наружными раковинами по всему периметру с концентрацией по краям грата с возможными следами поперечного растрескивания
| Многочисленные раковины, расположенные вплотную друг к другу
| Чрезмерная температура нагревателя, значение которой выше температуры деструкции данной марки полиэтилена
| 
| Таблица 25
| Оценка внешнего вида седловых отводов с закладными нагревателями
| Графическое изображение и внешний вид соединения
| | Краткое описание
| Критерии оценки
| Соблюдение параметров сварки
| | 1. Хорошее соединение, отвод плотно облегает поверхность трубы
| Гладкая поверхность отвода без искривлений и зазоров
| Соблюдение технологических операций и параметров сварки в пределах нормы
| 
| | 2. Брак. Зазор между охватывающей частью седлового отвода и трубой
| Более 0,3 мм
| Чрезмерная обработка поверхности трубы или недостаточное усилие прижатия отвода
| 
| | 3. Брак. Температурная деформация наружной поверхности отвода
| Появление гофра на поверхности
| Чрезмерное время нагрева или напряжение питания
| 
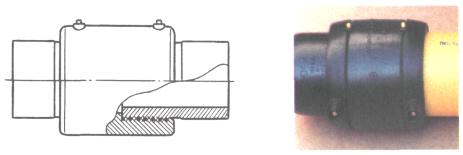
| Таблица 26
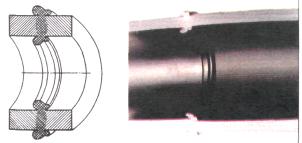
| Оценка внешнего вида седловых отводов с закладными нагревателями
| Графическое изображение и внешний вид соединения
| | Краткое описание
| Критерии оценки
| Соблюдение параметров сварки
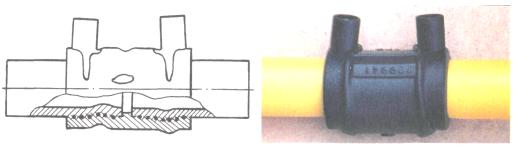
| | 1. Хорошее соединение, деталь плотно охватывает концы свариваемых труб
| Гладкая поверхность детали без видимых зазоров
| Соблюдение технологических операций и параметров сварки в пределах нормы
| 
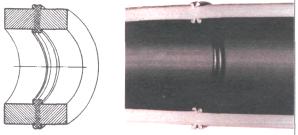
| | 2. Брак. Зазор между охватывающей частью детали и трубой
| Более 0,3 мм
| Чрезмерная обработка поверхности трубы или эллипсность трубы
| 
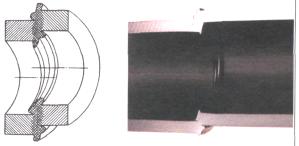
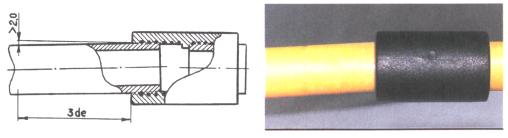
| | 3. Брак. Непараллельность (искривление осей трубы и детали)
| Более 2,0 мм на длине l =3 de
| Недостаточное заглубление концов труб внутрь детали или деформация соединения до его остывания
| 
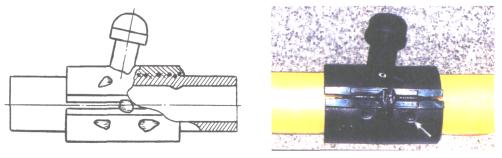
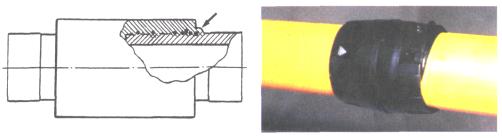
| | 4. Брак. Частичное появление расплава полиэтилена по торцам детали
| Не допускается
| Сдвиг трубы в процессе сварки или смещение спирали
| 
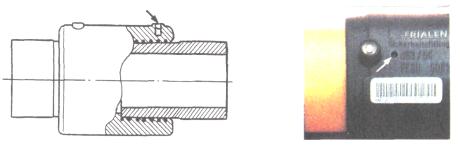
| | 5. Брак. Индикаторы сварки в исходном положении
| Не допускается
| Недостаточное время сварки или недостаточное напряжение, подаваемое на спираль детали
| 
| | 6. Брак. Местное расплавление поверхности детали
| Не допускается
| Чрезмерное время нагрева или напряжение питания
| 
|
| Внешний вид труб из полиэтилена
| | ПЭ 80 (газ)
| 
| | ПЭ 80 (газ)
| 
| | ПЭ 100 (газ)
| 
| | ПЭ 100 (газ)
| 
| | См. маркировку на трубе
| 
| | Вода
| 
| | Вода
| 
| - поверхность деталей не должна иметь следов температурной деформации или сгоревшего полиэтилена;
- по периметру детали не должно быть следов расплава полиэтилена, возникшего в процессе сварки.
8.17 Критерии оценки внешнего вида соединений, выполненных при помощи седловых отводов с закладными нагревателями, приведены в таблице 25.
Критерии оценки внешнего вида соединений, выполненных при помощи муфт, тройников, отводов и переходов с закладными нагревателями, приведены в таблице 26.
Результаты внешнего осмотра сварных соединений, выполненных при помощи деталей с закладными нагревателями, считают положительными, если они отвечают требованиям 8.16 и критериям оценки дефектов, приведенным в таблицах 25 и 26.

Практические расчеты на срез и смятие При изучении темы обратите внимание на основные расчетные предпосылки и условности расчета...
|

Функция спроса населения на данный товар Функция спроса населения на данный товар: Qd=7-Р. Функция предложения: Qs= -5+2Р,где...
|

Аальтернативная стоимость. Кривая производственных возможностей В экономике Буридании есть 100 ед. труда с производительностью 4 м ткани или 2 кг мяса...
|

Вычисление основной дактилоскопической формулы Вычислением основной дактоформулы обычно занимается следователь. Для этого все десять пальцев разбиваются на пять пар...
|
Огоньки» в основной период В основной период смены могут проводиться три вида «огоньков»: «огонек-анализ», тематический «огонек» и «конфликтный» огонек...
Упражнение Джеффа. Это список вопросов или утверждений, отвечая на которые участник может раскрыть свой внутренний мир перед другими участниками и узнать о других участниках больше...
Влияние первой русской революции 1905-1907 гг. на Казахстан. Революция в России (1905-1907 гг.), дала первый толчок политическому пробуждению трудящихся Казахстана, развитию национально-освободительного рабочего движения против гнета. В Казахстане, находившемся далеко от политических центров Российской империи...
|
Почему важны муниципальные выборы? Туристическая фирма оставляет за собой право, в случае причин непреодолимого характера, вносить некоторые изменения в программу тура без уменьшения общего объема и качества услуг, в том числе предоставлять замену отеля на равнозначный...
Тема 2: Анатомо-топографическое строение полостей зубов верхней и нижней челюстей. Полость зуба — это сложная система разветвлений, имеющая разнообразную конфигурацию...
Виды и жанры театрализованных представлений
Проживание бронируется и оплачивается слушателями самостоятельно...
|
|
