Приложение 1. Варианты заданий и исходные данные для проектирования протяжек № варианта Размеры обрабатываемого отверстия № варианта
Таблица 1
Варианты заданий и исходные данные для проектирования протяжек
| № варианта
| Размеры обрабатываемого отверстия
| № варианта
| Посадка
| № варианта
| Параметры обрабатываемого отверстия
| | номинальный диаметр, мм
| длина, мм
| материал
| шерохова-тость
| |
|
|
|
| H8
|
| 45Х
| Ra 1.25
| |
|
|
|
| N8
|
| 30ХН3А
| Ra 0.63
| |
|
|
|
| M8
|
| СЧ21
| Ra 1.00
| |
|
|
|
| H7
|
| ЩХ15
| Ra 0.8
| |
|
|
|
| F7
|
| Р6М5
| Ra 1.25
| |
|
|
|
| K7
|
| Бр.0Ф4
| Ra 0.32
| |
|
|
|
| Js7
|
| 18ХГТ
| Ra 0.63
| |
|
|
|
| G7
|
| ЛО62-1
| Ra 0.20
| |
|
|
|
| M7
|
| 38ХГН
| Ra 1.25
| |
|
|
|
| E8
|
| БрАЖ9-4
| Ra 2.5
|
Варианты заданий соответствуют трем последним цифрам номера зачетной книжки. Например, если номер зачетной книжки 682374, то следует выполнять вариант 374: d = 32 мм; L = 45 мм; посадка Js7; материал ЩХ 15; шероховатость Ra 0,8
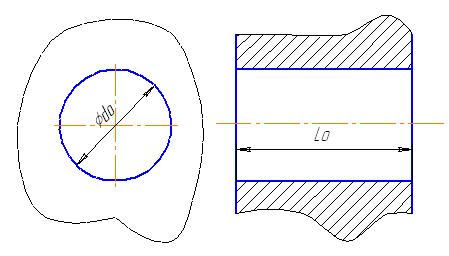
Рис.1.1. Эскиз обрабатываемой детали.
Таблица 2
Размеры круглых хвостовиков для быстродействующих патронов
| Диаметр хвостовика
dx
| Диаметр шейки
dш
| Длина замка хвостовика
a
| Длина шейки
в
| Фаска
f
| Длина шейки
lш
| Длина хвостовика
l
| Наименьшее поперечное сечение
Fх,мм2
| |
|
|
|
|
|
|
| 95,0
132,7
176,7
227,0
283,5
380,1
460,9
660,5
655,3
1134,1
1969,5
| 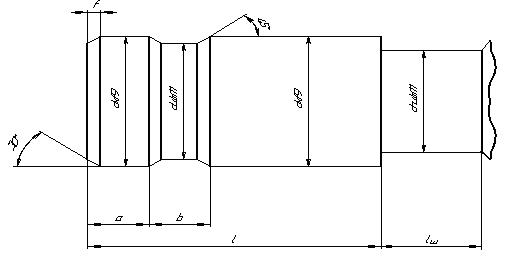
Рис. 1.2. Параметры круглого хвостовика для быстросмемного патрона
Таблица 3
Припуск А0 на диаметр отверстия заготовки
|
Длина протягиваемого
отверстия L0
| Обработка протягиваемого отверстия Ra = 2,5-1,25
| Обработка протягиваемого отверстия Ra = 0,63-0,32
| | | | | Диаметр D протягиваемого отверстия
|
| | от 10 до 18
| от 18 до 30
| от 30 до 50
| от 50 до 80
| от 80 до 100
| от 10 до 18
| от 18 до 30
| от 30 до 50
| от50 до80
| то 80 до 100
| | | от 6 до 10
св 10 до 18
св 18 до 30
св 30 до 50
св 50 до 80
св 80 до 120
св 120 до 180
св 180
| 0,4
0,5
0,6
0,8
-
-
-
-
| 0,5
0,5
0,6
0,8
0,8
1,0
-
-
| -
0,6
0,8
0,8
1,0
1,0
1,2
1,2
| -
-
1,0
1,0
1,2
1,2
1,4
1,4
| -
-
-
1,2
1,2
1,4
1,4
1,6
| 0,2
0,3
0,4
0,5
-
-
-
-
| 0,3
0,3
0,4
0,5
0,5
0,6
-
-
| -
0,4
0,5
0,5
0,6
0,6
0,7
0,7
| -
-
0,5
0,6
0,7
0,7
0,8
0,8
| -
-
-
0,7
0,7
0,7
0,8
1,0
|
| | | | | | | | | | | | | |
|
Таблица 4
Подача на зуб Sz при протягивании круглых отверстий, мм
| Обрабатываемый материал
| Предел прочности,
 МПа МПа
| Определение подачи Sz
| | Сталь углеродистая и малолегированная
| < 500
500...700
> 750
| 0,015...0,020
0,025...0,030
0,010...0,025
| | Сталь высоколегированная
| 800<
>800
| 0,025...0,030
0,010...0,025
| | Чугун НВ < 160
НВ > 160
| -
-
| 0,030...0,100
0,025...0,030
| | Цветные металлы и сплавы
| -
| 0,020...0,120
|
Таблица 5
Шаг режущих зубьев и количество одновременно работающих зубьев
| L, мм
| P, мм
| Zi, мм
| | До 17
|
|
| | Свыше 17 до 25
|
|
| | Свыше 25 до 31
|
| | Свыше 31 до 49
|
|
| | Свыше 49 до 70
|
|
| | Свыше 70 до 90
|
|
| | Свыше 90 до 110
|
| | Свыше 110 до 140
|
|
| | Свыше 140 до 160
|
|
Таблица 6
Размеры стружечных канавок
| Площадь стружечной канавки Fк, мм2
| Шаг Р
| Глубина впадины h
| Длина задней грани g
| Радиус дна впадины R
| | 3,8
5,8
7,0
12,5
19,3
27,9
38,0
49,6
62,7
78,0
|
| 2,0
2,3
2,7
3,6
4,5
5,4
6,3
7,2
8,0
9,0
| 2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
6,5
7,0
| 1,0
1,25
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
| Примечание: при расчетном значении Fк, полученном в промежутке между интервалами следует принимать большее табличное значение интервала (например при расчетном Fк = 6,2 мм2 следует назначить табличное Fк = 7,0 мм2).
Рис.1.3. Профиль режущих и зачищающих зубьев
Рис.1.4. Профиль калибрующих зубьев
Таблица 7
Форма и коэффициент заполнения стружечных канавок
| Группа обрабатываемого материала (ГОМ)
| Форма канавки
| 
| 
| | 1.Легированная сталь
| 
| 
| 
| | 2.Сталь, твердый чугун
| 
| | 3.Серый чугун и хрупкие материалы
| 
| 
| 
| * k – коэффициент
Fк – активная площадь стружечной канавки
Fc – площадь стружки
Рекомендуемые коэффициенты заполнения стружечных канавок
| Подача на зуб
| Обрабатываемый материал
| | сталь σВ
| чугун, бронза, латунь
| Медь, алюминий
| | до 400
| 400 - 700
| св. 700
| | Значение коэффициента
| | до 0,03
|
| 2,5
|
| 2,5
| 2,5
| | 0,03 - 0,07
|
|
| 3,5
| 2,5
|
| | 0,07 - 0,12
| 4,5
| 3,5
|
|
| 3,5
| Таблица 8
Допускаемое напряжение растяжения, МПа
| Марка стали
| Допустимое напряжение
| | На растяжение (хвостовик)
| На смятие (режущая часть)
| |
Р18, Р6М5
ХВГ
40Х
|
350-400
250-300
|
500-600
400-450
| Таблица 9
Номинальные тяговые силы Pc и наибольшие длины хода станков Lc
| Модель горизонтально – протяжного станка
| Тяговое усилие «Pc»,кН
| Максимальная длина протягивания «Lc»
| | 7510, 7510М
|
|
| | 7А510
|
|
| | 7520, 7520М
|
|
| | 7530М
|
|
| |
|
|
| |
|
|
| |
|
|
|
Таблица 10
Постоянная Ср и показатель степени Х
| Обрабатываемый материал
| Коэффициент Ср
| Показатель степени х
| | Наименование
| твердость,НВ
| Предел прочности , Мпа
| | Сталь углеродистая конструкционная
| <200
200-230
>230
| <700
700-800
>800
|
| 0,85
| | Сталь легированная конструкционная
| <200
200-230
>230
| <700
700-800
>800
|
|
0,85
| | Чугун
| ≤200
>200
| -
-
|
|
0,73
| | Цветные металлы и сплавы
| -
| -
|
| 0,73
|
Таблица 11
Поправочные коэффициенты для силы протягивания
| Передний угол γ, град
| Степень затупления зуба *
| СОЖ
| |
|
|
|
| Остр.
| Затупл.
| СФ
| ЭМ
| РМ
| БС**)
| | Кγ
| Кu
| Kc
| | Сталь
| | 1,13
| 1,0
| 0,93
| 0,85
| 1,0
| 1,15
| 1,0
| 1,0
| 0,9
| 1,34
| | Чугун
| | 1,1
| 1,0
| 0,95
| -
| 1,0
| 1,10
| -
| 0,9
| -
| 1,0
|
* Затупление по задней грани протяжки принимать 0,3 мм.
** СФ – сульфофрезол, ЭМ – 10% - я эмульсия, РМ – растительное масло, БС – без смазки.
Таблица 12
Передние углы режущих зубьев протяжки
| Обрабатываемый материал
| Передний угол γ
| | Сталь углеродистая (С<0,3) и малолегированная хромомолибденовая сталь. Нержавеющая, жаропрочная, аустенитная сталь. Алюминий, баббит, красная медь.
|
| | Сталь углеродистая (С<0,3) и легированная, ковкий чугун
|
| | Углеродистая, легированная и инструментальная сталь, чугун НВ≤150, латунь обыкновенная
|
| | Чугун НВ>150, бронза, свинцовая латунь.
|
|
Таблица 13
Задние углы режущих зубьев протяжек
| Требуемая точность протягиваемого отверстия
| Задний угол α ± 30’
| | 6...7 – квалитеты
8...10 – квалитеты
11 квалитет и грубее
|  20 - 30
30 - 40
20 - 30
30 - 40
| Примечание:
Значение заднего угла на калибрирующих зубьях 
Значение допуска на угол α ± 15’
Таблица 14
Количество калибрующих зубьев – Zk
| Квалитет точности
| Zk
| |
|
| |
|
| |
|
| |
|
| |
|
| | Свыше 10
| 3-2
|
Таблица 15
Длина задней направляющей части, мм
| Длина протягиваемого отверстия
| | До 25
| 25-30
| 30-40
| 40-50
| 50-70
| 70-100
| 100 -..
| |
|
|
|
|
|
|
|
Таблица 16
Число и размеры стружкоразделительных канавок для круглых протяжек.
| Диаметр протяжки,
мм
| Количество канавок, nk
| Размеры канавок, мм
| | ширина канавки, Sk
| глубина канавки, hk
| радиус дна канавки, R
| | От 20до 25
Св. 25 до 30
Св. 30 до 35
Св. 35 до 40
Св. 40 до 45
Св. 45 до 50
Св. 50 до 55
Св. 55 до 60
Св. 60 до 65
|
| 0,8-1
0,8-1
0,8-1
0,8-1
0,8-1
0,8-1
1-1,2
1-1,2
1-1,2
| 0,5-0,7
0,5-0,7
0,5-0,7
0,5-0,7
0,5-0,7
0,5-0,7
0,7-0,8
0,7-0,8
0,7-0,8
| 0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,3-0,4
0,3-0,4
0,3-0,4
|
Таблица 17
Радиусы выкружек
| Ширина выкружки bB, мм
| Номинальный диаметр отверстия в детали d0, мм
| | до 10
| 10 – 18
| 18 – 30
| 30 – 50
| 50 – 80
| 80 – 120
| | До 3
|
|
| -
| -
| -
| -
| | 3 – 4
|
|
|
| -
| -
| -
| | 4 – 6
|
|
|
|
| -
| -
| | 6 – 8
| -
|
|
|
|
| -
| | 8 – 10
| -
| -
|
|
|
|
| | 10 – 12
| -
| -
| -
|
|
|
| | 12 – 15
| -
| -
| -
|
|
|
| | 15 – 20
| -
| -
| -
|
|
|
|
Таблица 18
Допуски на выполнение зубьев круглых протяжек
Допуски для режущих зубьев, мкм
| Номинальные диаметры протяжек, мм
| Подача на зуб Sz, мм
| | До 0,08
| Св. 0,08 до 0,16
| Св. 0,16
| | До 15
|
|
|
| | Св. 15 до 120
|
|
| | Св. 120 до 160
|
| Допуски для переходных (чистовых) и калибрующих зубьев
| Номинальные диаметры протяжек, мм
| Протяжки, предназначенные для обработки отверстия
| | Н7
| Н8
| Н9
| | До 18
Св.18 до 30
Св. 30 до 50
Св. 50 до 60
Св. 80 до 120
Св.120 до 160
|
|
|
| Таблица 19
Инструментальные стали для изготовления круглых протяжек
| Обрабатываемый материал
| Материал протяжки
| | Углеродистая и легированная конструкционная сталь НВ 240…250
Чугун НВ £ 220
| Р6М5; 9ХВГ
ХВГ; ХГ
| | Легированная конструкционная стальНВ 240…302. Чугун >220
| Р6М5; ХВГ
| | Легированная конструкционная сталь в термообработанном состоянии НВ 300. Нержавеющая сталь
| Р18; Р6М5
| | Жаропрочные стали и сплавы
| Р18; Р9Ф5
| | Титановые сплавы
| Р18, Р9Ф5, Р9КI0, Р9К5, ВК8, ВК6М
|
Примечание. Хвостовики изготавливают из стали 40Х, HRC 40-45
Приложение 2
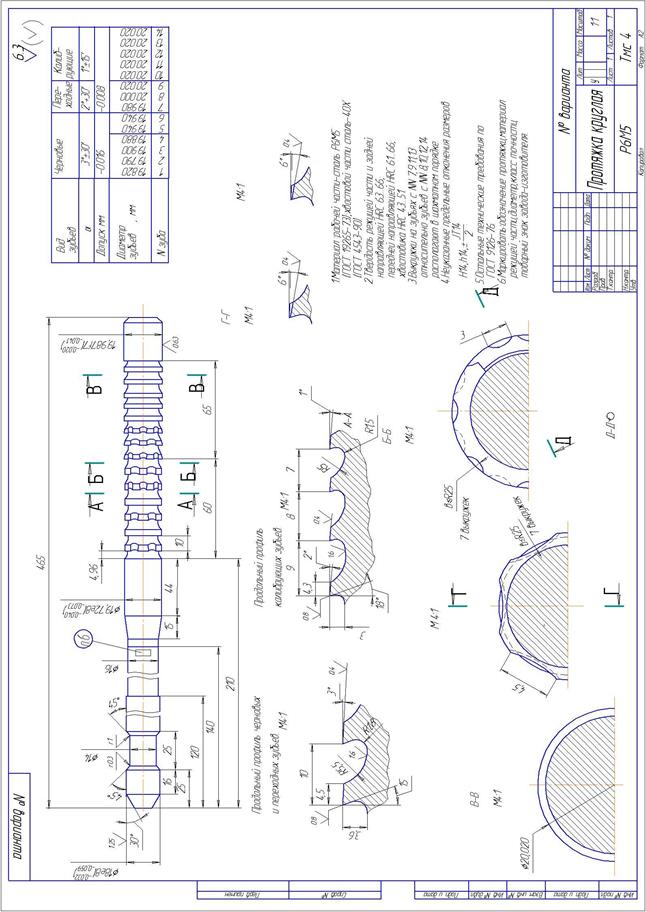
ПРИМЕР РАСЧЕТА КРУГЛОЙ ПРОТЯЖКИ
 Приложение 3 Приложение 3

Практические расчеты на срез и смятие При изучении темы обратите внимание на основные расчетные предпосылки и условности расчета...
|

Функция спроса населения на данный товар Функция спроса населения на данный товар: Qd=7-Р. Функция предложения: Qs= -5+2Р,где...
|

Аальтернативная стоимость. Кривая производственных возможностей В экономике Буридании есть 100 ед. труда с производительностью 4 м ткани или 2 кг мяса...
|

Вычисление основной дактилоскопической формулы Вычислением основной дактоформулы обычно занимается следователь. Для этого все десять пальцев разбиваются на пять пар...
|
Различия в философии античности, средневековья и Возрождения ♦Венцом античной философии было: Единое Благо, Мировой Ум, Мировая Душа, Космос...
Характерные черты немецкой классической философии 1. Особое понимание роли философии в истории человечества, в развитии мировой культуры. Классические немецкие философы полагали, что философия призвана быть критической совестью культуры, «душой» культуры.
2. Исследовались не только человеческая...
Обзор компонентов Multisim Компоненты – это основа любой схемы, это все элементы, из которых она состоит...
|
КОНСТРУКЦИЯ КОЛЕСНОЙ ПАРЫ ВАГОНА Тип колёсной пары определяется типом оси и диаметром колес. Согласно ГОСТ 4835-2006* устанавливаются типы колесных пар для грузовых вагонов с осями РУ1Ш и РВ2Ш и колесами диаметром по кругу катания 957 мм. Номинальный диаметр колеса – 950 мм...
Философские школы эпохи эллинизма (неоплатонизм, эпикуреизм, стоицизм, скептицизм). Эпоха эллинизма со времени походов Александра Македонского, в результате которых была образована гигантская империя от Индии на востоке до Греции и Македонии на западе...
Демографияда "Демографиялық жарылыс" дегеніміз не? Демография (грекше демос — халық) — халықтың құрылымын...
|
|
