Редуктор
Редуктор ― расходометр служит для понижения давления в баллоне централизованной сети или же по трубопроводу, а также поддерживает давление в процессе работы. Редуктор имеет камеры высокого и низкого давления соответственно также манометры. При сварке на смесях защитных газах (CO2 + Ar) в комплект аппаратуры входят смесители газов.
Шланги
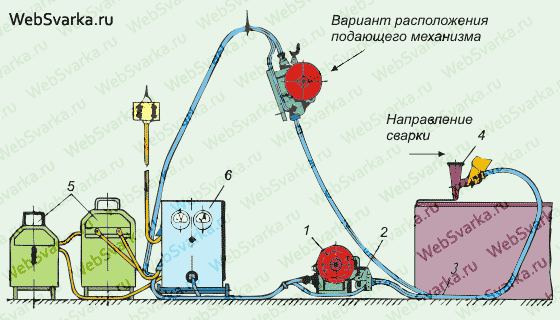
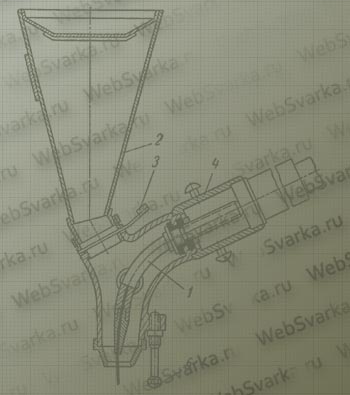
Для дуговой сварки плавящимся электродом различают автоматическую и полуавтоматическую сварку. Граница между ними довольно неопределенна. Собственно то, что достигнуто к настоящему времени, обычно не выходит за пределы частичной механизации процесса сварки, включающего две основные операции; подачу электрода в дугу по мере его плавления и перемещение дуги по линии сварки. Если механизированы обе операции, процесс считают автоматическим, если же только одна подача электрода, то полуавтоматическим. Автоматическая сварка не всегда осуществима и целесообразна. Она выгодна в массовом и серийном производстве изделий с достаточно длинными прямолинейными и круговыми швами. Огромное количество сварных изделий не удовлетворяет этим требованиям, и большой объем работ выполняется ручной сваркой. С давних пор наряду с автоматами создавались упрощенные приспособления, в той или иной степени уменьшавшие объем ручной работы. В связи с этим получила большое развитие шланговая полуавтоматическая сварка. Автоматический механизм шлангового полуавтомата, аналогичный обычным дуговым автоматам с электрическим приводом, проталкивает электродную проволоку из бухты в зону дуги через гибкий шланг и держатель-наконечник. Длина гибкого шланга может быть до 5 м. Сварщик, держа наконечник, вручную перемещает его вдоль шва. Первоначально шланговые полуавтоматы предназначались для сварки открытой дугой голой электродной проволокой диаметром 4-5 мм. Работа велась на малых сварочных токах. Вследствие значительного диаметра проволоки шланг был тяжелым, недостаточно гибким, неудобным в работе. Малые токи не позволяли значительно повысить производительность сварки по сравнению с ручной сваркой, поэтому шланговые полуавтоматы, хотя и были известны, не находили применения. Созданию практически пригодного шлангового полуавтомата способствовал переход к способу сварки под флюсом электродной проволокой малых диаметров, не превышающих 2-2,5 мм. Применение флюса позволило увеличить сварочный ток, что улучшило устойчивость дуги и резко повысило производительность сварки. С уменьшением диаметра проволоки снизился вес шланга и увеличилась его гибкость. Схема установки для шланговой полуавтоматической сварки типа ПШ-5, разработанной в Институте электросварки им. Е. О. Патона, показана на рисунке выше. Электродная проволока диаметром 1,6-2 мм, смотанная в бухту, находящуюся в коробке или кассете 1, проталкивается подающим механизмом 2 через гибкий шланг 3 в держатель 4, находящийся в руке сварщика. Сварочный ток подводится к держателю через гибкий шланг от сварочного трансформатора 5 с дроссельной катушкой. Включающая аппаратура и электроизмерительные приборы смонтированы в аппаратном ящике 6. Подающий механизм работает по принципу постоянной скорости подачи электродной проволоки. Подача производится асинхронным электродвигателем переменного трехфазного тока мощностью 0,1 кет через червячную и две цилиндрические пары зубчатых колес. Скорость подачи проволоки изменяется перестановкой зубчатых колес в пределах 80-600 м/ч. Через гибкий шланг сварочный ток подводится к держателю и электродная проволока подается в зону дуги. Для пропуска электродной проволоки внутри специального гибкого шланга находится гибкая стальная проволочная спираль, отделенная от токоведущей части шланга сдоем изоляции. Поверх спирали расположены гибкие медные провода, по которым поступает сварочный ток. В провода заложены два изолированных проводника для цепи управления. Токоведущая часть защищена хлопчатобумажной оплеткой и прочной резиновой изоляцией 6. Нормальная длина шланга 3,5 м. Шланг заканчивается держателем-наконечником. На держателе смонтирована воронка-бункер для флюса и кнопка для включения механизма полуавтомата и сварочного тока. Электродная проволока, пройдя гибкий шланг, поступает в наконечник и направляется в зону дуги. Сварочный ток по проводникам гибкого шланга поступает в держатель и по трущемуся о металл мундштука концу электродной проволоки направляется в зону дуги. Универсальный держатель ДШ-5 к шланговому полуавтомату (рис.) состоит из изолированного от других частей криволинейного трубчатого мундштука 1, воронки для флюса 2 с заслонкой 3 и ручки 4, внутри которой смонтированы пусковая кнопка и присоединение шланга к держателю. Опорный костыль 5 или специальная насадка фиксируют расстояние между мундштуком и изделием и позволяют копировать конфигурацию шва. Существует целый набор специальных держателей к полуавтомату для сварки в труднодоступных местах, сварки труб и фланцев и пр. Флюс для сварки засыпается вручную в воронку держателя.
Сварка полуавтоматом производится на переменном токе, но иногда и на постоянном токе, например при работе в полевых условиях, при сварке тонкого металла и т. п. Полуавтомат рассчитан на проволоку диаметром 2 мм, ток 200-650 а и скорость сварки (перемещение дуги по шву) 15-40 м/ч. Может применяться проволока диаметром 1,6 мм при токах 150-450 а и проволока диаметром 1,2 мм при токах 100-170 А. Несмотря на сравнительно малые сварочные токи, при шланговой полуавтоматической сварке получается глубокое расплавление основного металла (до 10- 12 мм), что обеспечивает возможность сварки металла не только малых, но и больших толщин. Значительная глубина расплавления объясняется большой плотностью тока. Шланговые полуавтоматы часто оказываются выгоднее автоматической и ручной сварки. Они используются для сварки металла толщиной от 2-3 мм до самых больших толщин, встречающихся на практике, для сварки всех видов стыковых швов - одно- и двусторонних, со скосом и без скоса кромок, угловых швов в тавровом и нахлёсточном соединениях, а также и прорезных швов. Шланговыми полуавтоматами можно выполнять не только сплошные, но и прерывистые швы; они успешно применяются как в заводских, так и в полевых условиях на открытом воздухе, например при сварке стыков трубопроводов, при сооружении строительных металлоконструкций, каркасов высотных зданий и т. д. Различие между автоматами и шланговыми полуавтоматами довольно условно. Установив неподвижно держатель полуавтомата, и перемещая под ним изделие прямолинейно или вращая его, получают дуговой автомат. Существуют шланговые автоматы; в них проволока из шланга поступает не в ручной держатель, а в компактную самоходную сварочную головку, перемещающуюся по линии сварки.
|