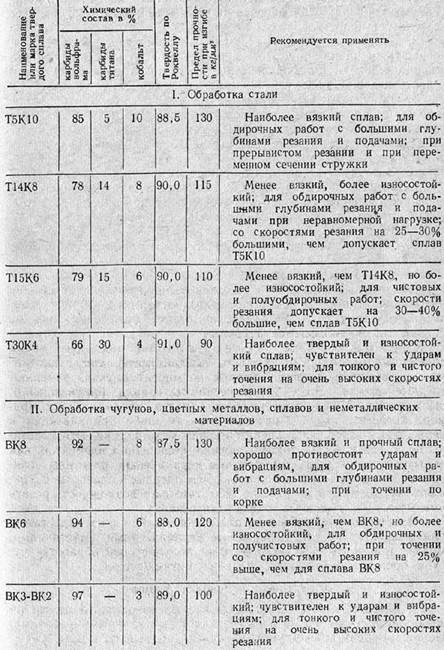
Свойства и назначение некоторых марок твердого сплава
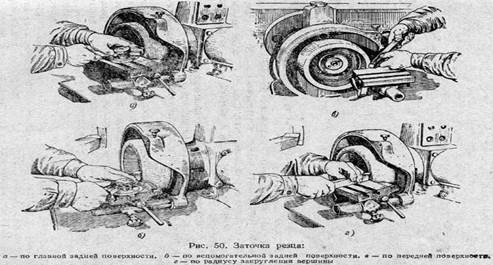
Заточка и доводка быстрорежущих резцов производится с соблюдением следующих правил: После заточки резца на его режущих кромках остаются мелкие зазубрины, заусенцы и риски. Их устраняют доводкой на специальных доводочных станках. Доводку производят также и вручную при помощи мелкозернистого оселка, смачиваемого минеральным маслом. Сначала легкими движениями оселка доводят задние поверхности, а затем переднюю и радиус закругления вершины. Заточка и доводка резцов, оснащенных пластинками твердых сплавов. Заточку резцов с пластинками твердых сплавов производят на заточных станках кругами из зеленого карбида кремния. Заточку производят как вручную (рис. 50, а—г), так и с закреплением резцов в резцедержателях. Порядок заточки этих резцов такой же, как и резцов из быстрорежущей стали, т. е. сначала затачивают резец по главной задней (рис. 50, а), затем по вспомогательной задней поверхностям (рис. 50, б), после чего по передней поверхности (рис. 50, в) и, наконец, закругляют вершину резца (рис. 50, г).
Предварительную заточку производят кругами из зеленого карбида кремния зернистостью 50—40, а окончательную — зернистостью 25—16. Резец не следует сильно прижимать к рабочей поверхности круга во избежание перегрева и растрескивания пластинки твердого сплава. Кроме того, его нужно все время передвигать относительно круга; это необходимо для равномерного износа круга. Заточку можно вести как всухую, так и с обильным охлаждением резца водой. После заточки твердосплавного резца надо обязательно доводить его поверхности. Доводку производят вручную или на доводочном станке. Вручную доводку производят с помощью чугунного или медного притира, рабочую поверхность которого натирают специальной пастой или наносят на поверхность равномерным слоем порошок карбида бора, смешанный с машинным маслом или керосином. Доводку производят на ширину 2—4 мм от режущей кромки. Более производительна доводка на специальном доводочном станке при помощи чугунного диска диаметром 250—300 мм, вращающегося со скоростью 1,5—2 м/сек; на поверхность этого диска наносят пасту или же порошок карбида бора, смешанный с машинным маслом или керосином.
|