Обработка фасонных поверхностей по копиру
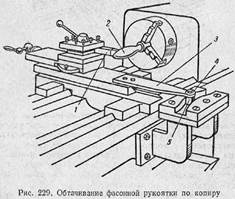
Обработка на токарном станке фасонных поверхностей по копиру по существу не отличается от обработки конических поверхностей с помощью конусной линейки. Необходимо лишь заменить прямую линейку (см. рис. 209) линейкой с криволинейным очертанием (рис. 229), называемой копиром. Если отъединить нижнюю часть суппорта от винта поперечной подачи и затем сообщить каретке продолное перемещение, то резец получит наряду с продольным также и поперечное перемещение от копирной линейки.
При этом резец, обтачивая деталь, придает ей поверхность, профиль которой будет вполне совпадать с профилем копира. Такой способ обработки деталей называется работой по копиру. На рис. 229 показано обтачивание рукоятки 2 с помощью копира 4. Ролик 5, закрепленный в тяге 3, вместе с суппортом совершает продольное движение. При этом ролик перемещается в криволинейном пазу, образованном двумя пластинами копира, и перемещает в поперечном направлении резец 1. Резец следует за движением ролика и воспроизводит на детали поверхность, профиль которой совпадает с профилем копира. Иногда обтачивание фасонных поверхностей деталей производят при помощи одностороннего копира. В этом случае прижим ролика к копиру происходит от действия пружины или груза, подвешиваемого на тросе за станиной и перемещаемого вместе с кареткой.
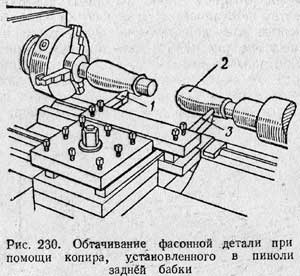
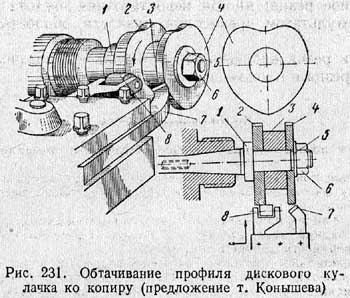
На рис. 230 показан копир 2 в виде готовой точно обработанной детали, закрепленной в пиноли задней бабки. В суппорте, кроме основного резца 1, закрепляется так называемый щуп 3, который должен все время касаться копира. Совмещая вручную продольную и поперечную подачи, нужно все время поддерживать щуп в соприкосновении с копиром, благодаря этому резец 1 воспроизводит на детали поверхность, соответствующую форме копира. Вершины щупа и резца должны лежать точно на высоте центров и иметь строго одинаковую форму в плане, иначе обработанная поверхность получится с искажениями. Для обработки дисковых кулачков, эксцентриков и других некруглых деталей токарь-новатор т. Конышев применяет специальную оправку 1 (рис. 231), на которой устанавливается копир 2, втулка 3, заготовка 4 и шайба 5, закрепляемые болтом 6. Профиль копира 2 делается соответствующим профилю обрабатываемой детали. Оправка вставляется коническим хвостовиком в отверстие шпинделя и затягивается при помощи болта. Для обтачивания детали в резцедержателе закрепляются державка с роликом 8 и резец 7. Ролик должен постоянно прижиматься к копиру 2 и удерживаться около него постоянно в прижатом состоянии. Для этого токарь должен разъединить суппорт с винтом поперечной подачи, а вместо винта установить валик с пружиной. При вращении оправки 1 ролик 8 будет катиться по копиру 2, а резец будет обтачивать деталь соответственно профилю копира.
Обтачивание фасонных поверхностей на токарно-винторезном станке модели 1К62, выпущенном заводом «Красный пролетарий», производится с помощью специального гидрокопировального устройства. Такое устройство позволяет производить обработку деталей не только сложных фасонных профилей с крутыми углами подъема профиля, но также и ступенчатых валиков. Преимуществом этого устройства является возможность его использования при обработке самых небольших партий деталей. В качестве копира может быть использована первая деталь, обработанная на этом же станке обычным способом. Благодаря наличию в гидрокопировальном устройстве следящей системы значительно уменьшается вспомогательное время и увеличивается производительность труда.
|