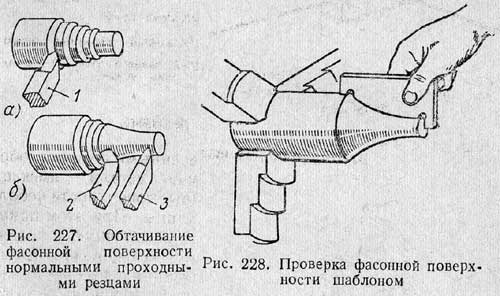
Обтачивание фасонной поверхности большой ширины производят другими способами, в частности нормальными проходными резцами. На рис. 227 показан пример такого обтачивания. Сначала черновым резцом 1 за несколько продольных проходов придают детали ступенчатую форму (рис. 227, а), затем резцом 2 стачивают вершины ступеней (рис. 227, б) при одновременной продольной и поперечной подачах вручную. Затем чистовым резцом 3, работая с ручными продольной и поперечной подачами, за один или несколько проходов придают поверхности окончательную форму, которую проверяют шаблоном. Шаблон следует прикладывать так, чтобы его плоскость проходила через осевую линию детали, как показано на рис. 228.
Обработку фасонных поверхностей описанным выше методом применяют при небольшом количестве обрабатываемых деталей, так как он малопроизводителен и требует от токаря большого искусства и внимательности. Достоинство способа в том, что он допускает использование нормальных резцов.
При обтачивании фасонных поверхностей нормальными резцами способом комбинированной подачи скорость резания и подача должны быть примерно на 20—30% меньше, чем при наружном обтачивании цилиндрических поверхностей.




