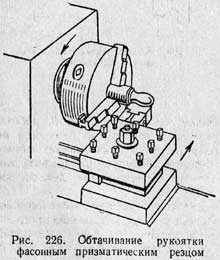
Фасонными резцами обрабатывают детали, имеющие фасонные поверхности небольшой длины. При этом применяют поперечную подачу. На рис. 226 показан пример обтачивания фасонной поверхности рукоятки призматическим фасонным резцом.
При обработке фасонный резец обычно снимает широкую стружку, что может вызвать дрожание обрабатываемой детали (вибрацию). Чтобы избежать вибрации, нужно работать с пониженной скоростью резания при обильном охлаждении резца эмульсией или маслом.
Подача при обтачивании фасонными резцами в зависимости от диаметра детали (от 15 до 100 мм) и ширины профиля (от 8 до 100 мм) принимаются от 0,01 до 0,08 мм/об. Чем меньше диаметр Детали и чем больше ширина резца, тем меньше подача. Величину скорости резания при указанных подачах на жестких станках выбирают несколько меньше, чем при наружном обтачивании цилиндрических поверхностей,— примерно 25—40 м/мин.




